電弧噴涂鋁在海洋工程中應用與質量控制
2015-11-29 08:03:50程國東李家福馬永青崔峰瑞張有慧薛偉航萬舉惠
石油化工腐蝕與防護 2015年3期
程國東 ,李家福,馬永青,崔峰瑞,張有慧,薛偉航,萬舉惠
(1.海洋石油工程有限公司 山東 青島 266520;2.青島科泰重工機械有限公司 山東 青島 266510)
電弧噴涂由于其突出的經濟性、工藝靈活性和長效的防腐壽命,目前已經逐漸應用到深海石油工程裝備,1984 年世界第一條TLP(張力腿)平臺HUTTON TLP 整體采用熱噴鋁加封閉涂料防腐[1-3]。特別是平臺上作為高溫服役的管線和結構件,越來越多的使用熱噴涂金屬鋁涂層作為防腐涂層來代替有機涂料涂層,如必和必拓FPSO PYRENESS 火炬臂;對于在高溫條件下腐蝕的防護,還沒有比較理想的涂料,目前可使用的是有機硅耐高溫涂料和磷酸鹽耐熱涂料。但這類涂料雖具有使用方便等優點,但其使用壽命較短,粘結強度較低,抗沖擊性能差等缺陷,因而不適合在海洋環境下的長期使用;還有某些主要設備的內表面,荔灣3-1 導管架大腿MEG 罐內;處于海洋飛濺區的結構,如導管架的大腿[4],還有一些在液化石油天然氣(LNG)工廠的高溫管線和海水提升管線以及各類海洋裝備中組塊上不銹鋼管線與碳鋼管線焊接接頭的熱影響區部位均要求采用電弧噴涂鋁涂層防腐。
1 電弧噴涂鋁涂層防腐機理
(1)電弧噴涂鋁涂層起物理覆蓋作用,可較好地將鋼鐵基體與水、空氣及其它介質隔離開。同時,鋁本身的耐蝕性遠好于鋼鐵[5-7]。
(2)由于鋁的電極電位比鋼鐵低,在電解質溶液(海水)中,當鋁涂層局部破損或有孔隙時,熱噴鋁在海洋平臺防腐中為陽極,鋼鐵基體為陰極,鋁涂層將作為犧牲陽極,而使鋼鐵基體得以保護,起陰極保護作用。
2 電弧噴涂鋁涂層施工
2.1 施工工藝流程
電弧噴涂施工工藝流程主要包括工件表面處理、表面檢查、噴涂鋁涂層、性能檢驗和涂料封孔等。
2.2 表面處理
表面處理要求至少達到ISO 8501-1 Sa2.5,磨料應干燥、清潔,無污染物。
噴砂除銹后表面粗糙度應符合ISO 8503 標準,粗糙度應使用專用紙帶或者對比法進行測量。對于碳鋼表面粗糙度需要滿足65~125 μm,對于不銹鋼表面粗糙度需要滿足25~45 μm 要求。
表面灰塵數量和粒度不超過ISO 8502-3 的2 級。
熱噴鋁之前,清理后表面的可溶性雜質的含量,按ISO 8502-6 標準用蒸餾水萃取后測試,電導率不得超過相當于依照ISO 8502-9 測試20 mg/m2NaCl 時的測試值。
2.3 電弧噴涂鋁材料
一般來說,用于熱噴鋁的鋁絲中Al 質量分數至少為99.5%。此金屬絲不含結狀物、肉眼可見的氧化物顆粒或者其他影響施工以及涂層的密度和附著力的物質。金屬絲應有明確的標識,必須儲存在干燥的室內環境中。
2.4 修補/修理
漆膜厚度不足區域的修補要在熱噴鋁最開始施工2 h 之內,且在封閉漆涂裝之前完成。
如果噴涂厚度超過規格書規定的厚度,應將此情況記錄在工作控制報告中,并告知檢驗人員。檢驗人員應將解決方法告知業主。熱噴鋁施工人員和業主應記錄下所有膜厚超過標準值150%的區域。
涂層缺陷,包括附著力測試不達標的區域,應按照以下方法修補:
用動力工具或掃砂處理除去封閉漆或者用電動工具或噴砂除去熱噴鋁涂層不合格的區域。
修補區域按照 ISO 8501-1 標準噴砂Sa3.0;小的缺陷要用真空噴砂設備進行表面處理,如果會影響到周圍的涂層,可以使用MBX 設備。
周圍毗鄰的涂層距離邊緣75 mm 的范圍以內,用真空噴砂或電動工具進行打毛處理。
3 質量控制
3.1 厚度控制
電弧噴涂鋁涂層的最大和最小厚度要用標準SSPC-PA 2,使用類型2 型固定式探頭或與此相當的儀器進行測量。根據碳鋼、不銹鋼或雙相不銹鋼選用合適的探頭和校準試樣。
對于平表面需要進行線測量。在一條直線上每隔2.5 cm 取一個讀數,5 個讀數取平均值。線測量主要測量熱噴鋁的峰值和谷值。
對于復雜幾何體或形狀的不規則的需要采用點測量。測量點的面積大約應為10 cm2。
每10 m2的范圍內至少讀5 個膜厚值。對于小于10 m2的表面,至少測量3 個膜厚值。膜厚測量的結果要記錄在COOEC 的涂裝檢驗報告中。在桿件的下部、角落和業主指出的地方要額外測量膜厚。
3.2 附著力測試要求
按照ISO 4624 或者ASTM4541 使用便攜式拉伸測試設備,每個部件或每50 m2表面要至少單獨進行3 次測試(選擇頻率高的)(為了不破壞原有涂層的完整性,通常在施工過程均準備多塊試樣,其表面處理和熱噴鋁施工工藝流程均與原施工結構施工工藝流程一致,在測量結合強度時候只要測量試板結合強度即可)。測試應該在焊接和維修區進行。附著力的最低可接受的單值為7 MPa,同時應保證總體的平均值不小于9 MPa。測試結果低于該指標的粘合劑需要重新測試。如果粘合劑在任何重復測試中附著力低于7 MPa,經過業主同意可以更換附著力要求或更改工藝程序。已經涂裝完畢的工件如果沒有通過測試則需要剝離原涂層從新進行涂裝。
3.3 鋁涂層彎曲測試要求
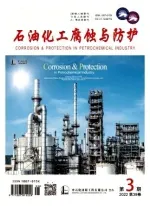
彎曲測試(在心軸上彎曲180°)作為資格測試的一部分,可以保證表面處理、儀器安裝和噴涂要素的質量。為了達到破裂的下限值,心軸的直徑根據底材的厚度和涂層厚度來決定。在一張1.3 mm厚的鋼板上,熱噴鋁涂層為200 到250 μm,那彎曲測試使用的心軸直徑為13 mm。應噴涂5 個彎曲試樣,尺寸為50 mm×(100~200 mm)× 1.3 mm,鋁涂層達到200 到250 μm;并通過彎曲測試,在直徑為13 mm 的心軸上,將試樣彎曲180°[9]。在下列情況下,彎曲達標測試(見圖1)。
圖1 涂層彎曲性能測試
無裂紋或散裂;不能用刀片剝離的微小裂紋;如果涂層裂紋從底材上剝離,則沒有通過測試。在涂裝施工中,每班開始工作或施工人員發生改變時沒有裂紋或散裂,或者只有不能用刀片剝離的微小裂紋。直到彎曲測試達標后才能進行涂裝施工。
3.4 電弧噴涂鋁涂層的孔率
當一些熔融粒子在同方向且平行地打擊到基體表面上時,由于“陰影效果”、扁平狀粒子之間的不完全堆積或在基體待噴涂表面的凹坑處含有空氣或其他氣體時形成孔隙或者氣孔。涂層氣孔和孔隙的形成與噴涂前基體表面預處理及噴涂工藝不規范有關。降低孔隙率,提高致密度要著重從控制有害氣體的產生和采取合理的工藝參數兩個方面著手。
3.5 涂層固有缺陷后處理
對于因表面預處理工藝、噴涂工藝不當而產生的涂層缺陷,可以通過優化工藝來改善涂層質量,提高結合強度[10]。對涂層本身的固有缺陷,可以針對涂層不同的使用工況進行不同的涂層后處理來改善涂層性能。涂層后處理的方法主要有封孔處理、重熔處理、機械處理和擴散處理等,在海洋工程中普遍的后處理方法為封孔處理。
封孔處理是把封孔涂料噴涂在涂層表面上,使其浸入到涂層孔隙中來填充涂層孔隙,它主要用于防蝕涂層、熱障涂層和保持陶瓷涂層的絕緣性能上。常用的封孔劑有環氧樹脂、環氧酚醛、鋁硅涂料等。
4 結論
依托荔灣3-1 導管架建造項目貧乙二醇罐以及LNG 項目的管線,主要及各項控制方法、控制參數等均采用實際的方式進行檢驗和測試,得到了良好驗證,解決了熱噴鋁施工遇到的諸多技術難題,為后續涉及到熱噴鋁相關施工作業工程項目積累了豐富的施工設計經驗和現場施工經驗。
[1]陳長江,李秉忠.海洋鋼結構長效復合防護涂層及其性能研究[J].表面技術,2005,34(2):58-59.
[2]B Xu,M Shinshi,J Wang.Application of Electric Arc spraying Technique to Enhance Corrosion Resistance of steel structures on ships[J].Surface Engineering,1995,11(1):38-40.
[3]賴國偉,謝曉君,武自修,等.金屬噴涂長效復合防護涂層在海洋大氣環境中的應用[J].材料開發與應用,2002,17(4):29-31.
[4]肖文功.線材電弧熱噴涂技術在淺海鋼結構防腐中的應用[J].石油工程建設.2004,30 (3):33-34.
[5]李春玲,魯玉祥,郭春玲,等.電弧噴涂鋁涂層海洋飛濺區腐蝕模擬實驗研究[J].石油化工腐蝕與防護,2010,27(2):16-20.
[6]盛長松,李選亭,劉文亮.電弧噴涂稀土鋁涂層在儲罐中的應用[J].石油化工腐蝕與防護,2010,27(5):55-59.
[7]胡傳炘.涂層技術原理及應用[M].北京:化學工業出版社,2000:3.
[8]Robert M Kain,Earl A Baker.Marine atmospheric corrosion museum report on the performance of thermal spray coatings on steel[C].Testing of Metallic and Inorganic coatings,Chicago:1987:211.
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34