航空鞍形鈑金件加工工藝
2015-11-30 03:27:08空軍93199部隊飛機修理廠朱金華曲培磊鞏偉東
金屬加工(熱加工) 2015年21期
空軍93199部隊飛機修理廠 朱金華,曲培磊,鞏偉東
航空鞍形鈑金件加工工藝
空軍93199部隊飛機修理廠 朱金華,曲培磊,鞏偉東

在鈑金加工作業(yè)過程中,選擇正確、科學(xué)的鈑金加工工藝能夠很好保證產(chǎn)品加工質(zhì)量,此外也能有效地規(guī)范和指導(dǎo)鈑金加工工作。所以這就要求我們在鈑金加工過程中,對加工工藝進行有效深入的研究,確保所使用鈑金加工工藝能夠滿足鈑金加工需要。結(jié)合鞍形鈑金件特點,提出加工方法、產(chǎn)生缺陷的原因及預(yù)防措施,為保證飛機可靠性維修提供了有力的技術(shù)支撐。
鈑金件是飛機的重要組成部分之一,整個飛機由幾百個、甚至上千個鈑金件組成。鈑金件除了起保護和美觀作用外,主要是飛機承受氣體阻力的主要載體。鈑金件質(zhì)量與壽命,還會因質(zhì)量及變形原因而增加空氣對飛機的阻力,使整機品質(zhì)、性能下降,因此,保證鈑金件質(zhì)量至關(guān)重要,所以說在飛機修理過程中對不合格的鈑金件進行加工更換是保證飛機性能的重要手段。
鈑金加工概述
鈑金加工不僅包括了傳統(tǒng)的切割下料、沖裁加工、彎壓成形等方法及工藝參數(shù),還囊括了各種冷沖壓模具結(jié)構(gòu)與工藝參數(shù),以及各種設(shè)備原理及操作方法。
鈑金加工“收”的方法是根據(jù)金屬材料壓縮原理,使板料或型材在收縮成形時達到所需尺寸、形狀的一種加工方法。
鈑金加工“放”的方法是根據(jù)金屬材料拉深原理,使板料或型材在拉深成形時達到所需尺寸、形狀的一種加工方法。
航空鈑金件的特點
盡管自動化技術(shù)已用于制造各種薄板金屬零件、模具和模具零件中,但這些工藝技術(shù)的應(yīng)用主要還是依賴于人的經(jīng)驗與判斷。
在加、改裝項目及修理過程中,經(jīng)常需要配制部分鈑金件。如飛機蒙皮、桁條的變形修理、整流罩、排氣管的制作等(見圖1),這類零件形狀變化復(fù)雜、品種多、批量少,不便采用機械成形,所以用人工敲制成為飛機修理過程中的主要加工制作途徑。

圖1 鈑金零件
薄板與型材的收放在飛機修理中占有非常重要的地位,有一些薄板拱曲都是采用收放結(jié)合的方法,這樣既可以保證成形質(zhì)量,又可提高成形效率,在使用上又比較機動靈活,能收則盡量收,不能收則放。鞍形零件的成形就是其中的一種。

圖2 鞍形鈑金件

圖3 鞍形件的拋物線

圖4 在鐵砧上敲制鞍形板件

圖5 收縮橢圓部分
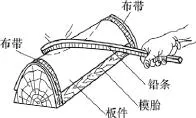
圖6 在模胎上敲制鞍形板件
鞍形零件加工工藝
(1)鞍形零件工藝分析 鞍形零件兩根軸線,彎曲方向相反,兩根軸線彎曲程度還往往不相等。彎曲程度較大的一根軸線(如圖2所示X軸)是板件主要彎曲方向,彎曲程度較小的另一根軸線,是板件的次要彎曲方向。
板件主要彎曲方向的變形程度較大時,應(yīng)首先成形,可以減少工作的困難。因此,成形時,采取先主后次的辦法,即先使板料X軸彎曲,將板料彎成(見圖3)拋物線形狀,解決了主要彎曲方向變形后,再使Y軸方向彎曲,解決次要方向變形使其形成鞍形。使Y軸彎曲的方法,仍然可采用“放”的方法或“收”的方法以及“收”、“放”結(jié)合的方法。
(2)用“放”的方法敲制鞍形板件 用“放”的方法敲制鞍形板件,就是使板料四邊產(chǎn)生程度不等的延伸變形。圖3為4條拋物線,每條拋物線所包圍的范圍為延伸區(qū)。該區(qū)域的延伸變形是從大到小逐漸變化的。越靠近邊緣延伸變形越大,越靠近拋物線變形越小。四條拋物線所構(gòu)成的“X”形區(qū)接近非延伸區(qū),敲制時,應(yīng)避免該區(qū)域的材料產(chǎn)生過量延伸變形,否則就要加大延伸區(qū)的變形程度,費工費時,甚至影響成形質(zhì)量。
用“放”方法敲制鞍形板件,可以在砂袋上進行,也可以在木墩或鐵砧上進行。圖4是在鐵砧上敲制鞍形板件情形。用扁頭錘錘擊板料四邊,使其產(chǎn)生不等延伸變形。錘擊時,扁頭錘短軸應(yīng)與伸長方向一致,使板料有效產(chǎn)生延伸變形,并用樣板進行經(jīng)常檢查。當形狀基本達到要求后,應(yīng)改用錘的圓頭部分進行錘擊,這時,錘擊要輕,檢查要勤,防止在修平過程中板料邊緣處產(chǎn)生過多的延伸變形。在鐵砧上敲制零件時,板料處于三向壓應(yīng)力狀態(tài),塑性較好,不易裂紋;但變形抗力較大,成形效率較低。因此,只適宜敲制變形程度較小的板件。
(3)用“收”的方法敲制鞍形板件 用“收”的方法敲制鞍形板件,就是使板料中部產(chǎn)生程度不等的收縮變形。收縮區(qū)為圖的橢圓部分(見圖5)。越靠橢圓中間收縮變形越多,越靠橢圓邊緣收縮變形越少。橢圓以外的區(qū)域近似非收縮區(qū),在該區(qū)域里應(yīng)避免產(chǎn)生過量收縮變形。
用“收”的方法敲制鞍形板件,通常在模胎上進行(見圖6)。成形時,將板料彎曲成一定形狀,用帶子固定在模胎上,然后用鉛條或橡皮抽打板料,使其產(chǎn)生收縮變形。抽打時不要無目的地東抽西打,而應(yīng)從兩端開始,逐漸推向中央,使板料一部分一部分地與模胎貼合。在模胎上敲制鞍形板件,材料處于兩壓一拉的應(yīng)力狀態(tài)和兩向收縮一向延伸的應(yīng)變狀態(tài),塑性較好,變形拉力較小,比較容易成形,而且板件的形狀主要由模胎來保證,成形質(zhì)量較高。
(4)用“收”、“放”結(jié)合的方法敲制鞍形板件 用“收”、“放”結(jié)合的方法敲制鞍形板件,就是把上述兩種方法結(jié)合起來使用。通常用來敲制一些變形程度較大的板件。因此只用“放”的方法來敲制變形程度較大的板件,會使板料邊緣由于過度的延伸而變薄,甚至可能被拉裂,只用“收”的方法來敲制變形程度較大的板件,由于板料中部收縮過多,容易出現(xiàn)皺摺,甚至產(chǎn)生裂紋而報廢。當采用“收”、“放”結(jié)合的方法,可以使板料的邊緣和中部產(chǎn)生變形,從而減少非變形區(qū),減少各處材料的變形程度,為板件的成形創(chuàng)造有利條件。例如,在模胎上使板料中部收縮之前,先將板料的四周放一放,就可以減少板料中部的收縮變形,也就容易成形。
鞍形板件產(chǎn)生缺陷的原因
(1)在“放”的過程中破裂失穩(wěn) 在“放”的過程中導(dǎo)致破裂失穩(wěn),破裂產(chǎn)生的主要原因:一是由于板面在敲打錘擊過程中用力過大,造成局部毛坯過度受拉導(dǎo)致零件破裂;二是材料在敲打錘擊過程中會因冷作硬化而使塑性降低,導(dǎo)致零件破裂。
(2)在“收”的過程中起皺失穩(wěn) 在“收”的過程中導(dǎo)致起皺失穩(wěn),起皺產(chǎn)生的主要原因:一是由于板面在敲打錘擊過程中用力過大,造成局部毛坯受壓引起零件起皺;二是材料在敲打錘擊過程中會因冷作硬化而使材料流動不均勻與過剩等引起的堆積。
鞍形板件產(chǎn)生缺陷的預(yù)防措施如下:
(1)在“放”的過程中預(yù)防破裂的措施 ①嚴格按照設(shè)計要求,采用性能延伸良好的塑性材料。②避免微小、深劃痕跡(拉絲)的材料。③盡量避免拉絲、拉絲紋路與延伸方向一致。④為避免材料錘擊過久而產(chǎn)生冷作硬化,在加工過程中,應(yīng)及時對材料進行退火處理。
(2)在“收”的過程中預(yù)防起皺的措施 ①嚴格按照設(shè)計要求,采用性能收縮良好的塑性材料。②避免麻點、斑痕表面粗糙的材料。③板料與胎模固定要牢靠,敲打要均勻,由外而里,逐步成形。④為避免材料錘擊過久而產(chǎn)生冷作硬化,在加工過程中,應(yīng)及時對材料進行退火處理。
結(jié)語
鈑金加工的過程是理論與實踐的結(jié)合,是將有關(guān)機械制造的基本工藝知識、基本工藝方法和基本工藝實踐等有機結(jié)合起來的一道制作過程。鈑金加工流程每個環(huán)節(jié)都很重要,任何一個環(huán)節(jié)出現(xiàn)問題都會影響到產(chǎn)品的加工質(zhì)量,因此必須確保每道工序的準確性,只有這樣才能做出外觀精美、質(zhì)量合格的鈑金件。

對關(guān)鍵尺寸的描述
結(jié)語
對于單位長度的板料與折彎上模,折彎力與板厚平方乘正比,與板料抗拉強度成正比,與折彎下模槽寬成反比。折彎上模可承受最低壓力與鵝頸等效厚度的平方成正比,與模具材料屈服強度成正比,與鵝頸等效長度成反比。了解這些特性并輔以有限元分析后可以幫助我們設(shè)計出更加合理的折彎模具。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
兒童故事畫報(2019年5期)2019-05-26 14:26:14
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
