折彎因子K、折彎扣除對鈑金折彎的影響及轉換
2015-11-30 03:27:09泰安康平納機械有限公司宋一祥孟憲禮耿亞琳
金屬加工(熱加工) 2015年21期
關鍵詞:影響
泰安康平納機械有限公司 宋一祥,孟憲禮,耿亞琳
折彎因子K、折彎扣除對鈑金折彎的影響及轉換
泰安康平納機械有限公司 宋一祥,孟憲禮,耿亞琳

鈑金件是機械行業中主要零件類型之一,其直接決定著機械外觀,也反映著機械的成熟程度,而折彎作為鈑金件中最典型最主要的成形工序,重要性不言而喻。隨著機械制造行業的迅速發展,鈑金件的形狀越來越復雜,毛坯料尺寸是否準確,直接決定了鈑金件能否具有良好的外觀、足夠的強度和必需的精度,所以合理設計鈑金件的結構并準確計算其展開尺寸就成為鈑金設計的首要任務。
折彎因子K
鈑金折彎過程中,折彎處一側的金屬纖維會被壓縮,另一側則會被拉伸。在零件折彎處,存在某個平面,其上面的金屬纖維既無拉伸也無壓縮,此平面即為折彎中性層,如圖1所示。
為表述材料折彎時中性層的位置,引入折彎因子K概念,其是折彎內側邊到中性層距離與鈑金件厚度的比。即

由定義可知,K因子的參數范圍為0~1。除了受折彎時是否有壓料影響外,主要受材料硬度影響,且數字越低則材料越軟。

圖1

圖2

圖3
由圖2、圖3可知,鈑金件展開長度

又因為四邊形內角和為360°,即

由公式(1)、(2)、(3)、(4)可得
化簡得

K因子的來源有多種途徑,如鈑金材料供應商、經驗、相關手冊等(見表1)。如果要用K因子的方法建立鈑金模型,就必須找到滿足實際需求的K因子值正確來源,從而得到完全滿足所期望精度的物理結果。
折彎扣除
雖然K因子能夠較好的反映鈑金件折彎前后關系,但同一種材質材料,因為受到材料供應商、材料批次的不同以及人員、設備的影響,而在K因子上反映出有所不同。一般在工廠非批量化生產時,常用折彎機完成各種鈑金工件折彎。但是折彎機刀口的圓弧為一定值,折彎內半徑大小并不完全是上模弧形大小。由此用K因子計算便產生較大偏差,甚至影響產品正常使用。工廠為滿足生產需要,盡可能達到鈑金展開長度精確,往往使用折彎扣除這一參數。
如圖4所示,折彎扣除法是指零件展開長度L等于理論上折彎兩端直段部分延伸至虛擬交點的長度之和(L1+L2)減去折彎扣除系數A。因此,零件總長度可表示為

對于一臺折彎機而言,折彎扣除數據的取得,一般根據生產量大小采用經驗法或試驗法,這里重點討論試驗法,即選用大量試驗樣板,折出不同角度,測量折彎前后的數據,利用公式(6)的變形,即

求其算術平均數,以此作為本臺折彎機展開的標準。以下為某臺折彎機對厚2mm Q235A鋼板進行90°折彎測得的試驗數據(見表2)。
通過代入公式可得本臺折彎機對該型號鋼板90°的折彎扣除為
折彎因子K與折彎扣除的轉換。隨著CAD/CAM技術的發展,三維建模技術在機械工程領域得到了廣泛應用與普及。鈑金件展開特別是復雜鈑金件的展開變得越來越簡單。但在大多數三維鈑金展開軟件中僅提供了K因子對折彎鈑金的影響,而對實際生產更常用的折彎扣除沒有更多涉及,影響了三維鈑金展開的應用。
對于圖2所示折彎工件,由K因子算法可知展開長度

而用折彎扣除法可知展開長度

由此可知
即

所以


因為式(7)與式(8)右側相等, 化簡得

折彎因子K與折彎扣除存在上述關系,通過輸入不同的r、t、α值,可方便得到與折彎扣除A對應的折彎因子K。如當r=2mm,t=2mm,α=90°,A=3.2 5時,代入上式可得K=0.5119。
利用三維軟件CREO進行驗證,兩直角邊L1=L2=20mm,當K輸入值為0.5119時,可得展開長度36.7498mm≈36.75mm。
使用扣除法,代入公式可得

可見,使用兩種方法可以得到相同的結果。通過折彎扣除與折彎因子K的轉換,使在利用三維建模進行鈑金展開時更加方便快捷,更貼合于生產實踐,提高了對三維軟件的使用效率。

圖4

表1 常用材料K因子
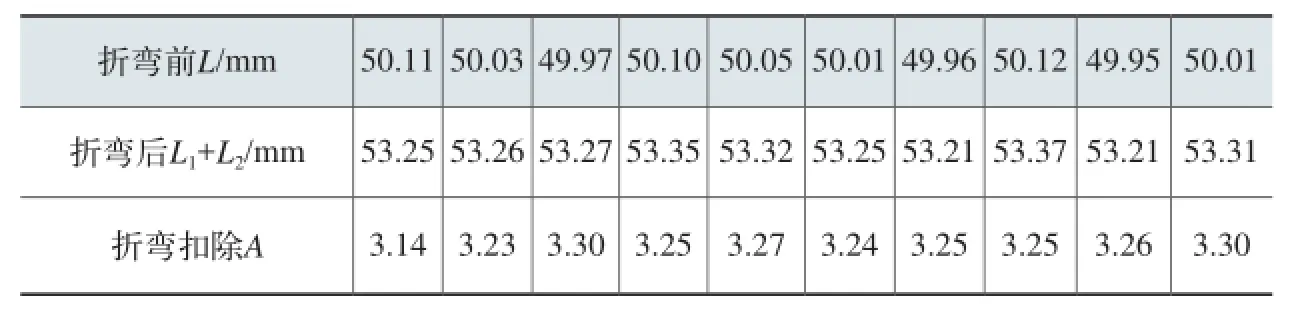
表2 厚2mm Q235A鋼板90°折彎數據
20150930
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
