風(fēng)電塔筒焊接裂紋的修復(fù)
2015-11-30 03:35:24葛惠卿
金屬加工(熱加工) 2015年18期
風(fēng)電塔筒焊接裂紋的修復(fù)
葛惠卿

通過(guò)對(duì)風(fēng)電塔筒法蘭和筒壁之間焊縫出現(xiàn)的延遲裂紋進(jìn)行分析,提出了合理的修復(fù)方案,滿足了使用要求。
1. 概述
我公司2010年中標(biāo)40臺(tái)1.25MW風(fēng)電塔筒制作項(xiàng)目,塔筒實(shí)物外形如圖1所示。塔筒制作完工后統(tǒng)一存放在一露天場(chǎng)地,發(fā)貨前在進(jìn)行外觀檢驗(yàn)時(shí),發(fā)現(xiàn)一筒節(jié)上法蘭和筒壁之間的內(nèi)焊縫上出現(xiàn)兩條細(xì)小的微裂紋,裂紋位于法蘭側(cè)的焊縫熔合線上。由于該塔筒上所有焊縫焊后均已進(jìn)行外觀和超聲檢測(cè),按JB/T 4730標(biāo)準(zhǔn),Ⅰ級(jí)合格,因此出現(xiàn)該裂紋后我們非常重視,對(duì)該批次塔筒焊縫逐一進(jìn)行外觀檢測(cè),其他位置未發(fā)現(xiàn)裂紋。在這種情況下,我們對(duì)該筒節(jié)出現(xiàn)的裂紋進(jìn)行了分析,確定了修復(fù)方案。
2. 產(chǎn)生裂紋原因分析
該塔筒筒節(jié)材料為Q345E熱軋鋼板,法蘭材料為Q345E,鍛件、法蘭和筒節(jié)之間采用埋弧焊進(jìn)行焊接,焊絲牌號(hào)為H10Mn2,焊劑牌號(hào)為SJ101。雖然這種材料的焊接性較好,但由于是低合金鋼,故具有一定的冷裂傾向。裂紋處于熔合線附近,由于采用埋弧焊焊接,晶粒較粗大,內(nèi)應(yīng)力較大。當(dāng)焊縫表面清理不干凈、焊絲帶銹、焊劑烘干不徹底等情況存在時(shí),焊縫中擴(kuò)散氫含量增大,接頭性能脆化,在拉應(yīng)力作用下,便會(huì)產(chǎn)生延遲裂紋。

圖1 塔筒實(shí)物外形
3. 裂紋修復(fù)方案
由于該風(fēng)電塔筒需安裝在北方的寒冷地區(qū),使用工況為動(dòng)載,對(duì)焊接質(zhì)量要求非常嚴(yán)格;該裂紋缺陷又在塔筒法蘭附近,返修時(shí)如焊接熱輸入較大,將會(huì)引起法蘭的平面度、內(nèi)傾度發(fā)生變化,影響裝配質(zhì)量,造成很大的返修工作量。因此,我們綜合分析了塔筒的各項(xiàng)性能要求,制定了詳細(xì)的修復(fù)方案,經(jīng)設(shè)計(jì)單位、監(jiān)理方同意后實(shí)施。
返修過(guò)程如下:
(1)采用手砂輪將裂紋缺陷徹底打磨去除,同時(shí)打磨出適合于焊條電弧焊施焊的V形坡口。
(2)砂輪打磨后,對(duì)此位置進(jìn)行磁粉(MT)、著色(PT)檢測(cè),目視無(wú)缺陷為合格。
(3)現(xiàn)場(chǎng)測(cè)量缺陷位置相關(guān)尺寸,測(cè)量結(jié)果:坡口深度5mm,坡口寬度10~11mm,坡口角度80°~90°,坡口距法蘭
內(nèi)表面最小距離為6~7mm,坡口長(zhǎng)度約70mm,如圖2所示。
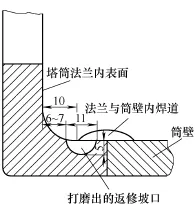
圖2 缺陷位置相關(guān)尺寸
(4)采用手砂輪對(duì)施焊區(qū)域進(jìn)行清理,將坡口位置及兩側(cè)各20mm范圍內(nèi)清理干凈,不允許有探傷劑、水、浮土及銹跡等污物存在,保證施焊區(qū)域?yàn)楦蓛舻慕饘俦砻妗?/p>
(5)采用高韌性低氫焊條J507RH對(duì)缺陷部位進(jìn)行補(bǔ)焊,補(bǔ)焊前嚴(yán)格按要求對(duì)焊條進(jìn)行烘干。為了減少由于返修對(duì)法蘭平面度造成的影響,應(yīng)控制熱輸入,選用小規(guī)格的焊條進(jìn)行多層多道焊接,焊條直徑為3.2mm,焊接電流120~140A,電弧電壓24~26V,焊接速度12~15cm/min,層間溫度控制在80~120℃,每層焊接完畢后采用石棉布保溫、緩冷處理,仔細(xì)檢查焊縫表面,無(wú)缺陷后焊接下一層。發(fā)現(xiàn)缺陷后利用砂輪清除表面缺陷后再進(jìn)行下一層的焊接。
(6)補(bǔ)焊后,對(duì)補(bǔ)焊位置進(jìn)行100%的磁粉(MT)、超聲(UT)檢測(cè),符合JB4730Ⅰ級(jí)為合格。先進(jìn)行MT檢測(cè),無(wú)表面、近表面缺陷后再進(jìn)行UT檢測(cè),檢查焊縫的內(nèi)部質(zhì)量。
(7)采用直徑為100mm的手砂輪對(duì)補(bǔ)焊位置仔細(xì)進(jìn)行修磨,保證和其他位置外觀一致,砂輪打磨后,再采用布砂輪進(jìn)行拋光處理。
(8)靜置24h后重新對(duì)補(bǔ)焊位置進(jìn)行無(wú)損檢測(cè),先進(jìn)行磁粉(MT)、超聲(UT)檢測(cè),合格后再進(jìn)行射線(RT)檢測(cè),UT、MT符合JB4730Ⅰ級(jí)合格,RT符合JB4730Ⅱ級(jí)合格,RT檢測(cè)時(shí),以缺陷位置為中心,布兩張片子。
(9)缺陷位置返修合格后,對(duì)此環(huán)焊縫的其他位置再一次進(jìn)行檢測(cè),先進(jìn)行100%外觀檢測(cè),合格后再進(jìn)行100%的超聲(UT)檢測(cè),JB4730Ⅰ級(jí)合格。
(10)對(duì)缺陷焊縫采用上述檢測(cè)方法對(duì)焊接質(zhì)量檢測(cè)合格后再對(duì)法蘭的平面度、內(nèi)傾度進(jìn)行檢測(cè)。采用激光測(cè)平儀重新測(cè)量塔筒法蘭平面度、內(nèi)傾度,法蘭平面度為1.759mm,內(nèi)傾度0.985mm,平面度、內(nèi)傾度合格。
該塔筒按上述方案返修后,經(jīng)檢測(cè)產(chǎn)品質(zhì)量合格,發(fā)往現(xiàn)場(chǎng)安裝使用。
4. 結(jié)語(yǔ)
風(fēng)電塔筒出現(xiàn)的延遲裂紋按上述方案修復(fù)后,焊接質(zhì)量、法蘭平面度、內(nèi)傾度合格,滿足了相關(guān)技術(shù)要求,該塔筒在現(xiàn)場(chǎng)已安裝運(yùn)行兩年,未出現(xiàn)質(zhì)量問(wèn)題,運(yùn)行情況良好,實(shí)踐證明該修復(fù)方案正確、合理。
《金屬加工(冷加工)》2015年第18期要目
突破汽車零部件產(chǎn)業(yè)發(fā)展的瓶頸
汽車桿類等零部件發(fā)展現(xiàn)狀及趨勢(shì)
商用車橋技術(shù)發(fā)展現(xiàn)狀及趨勢(shì)
經(jīng)濟(jì)高效的汽車變速器加工方案
新常態(tài)下如何打贏汽車核心零部件自主化戰(zhàn)役
薄壁錐度工件的加工
聚四氟乙烯管件內(nèi)腔微力夾緊車削
圓盤零件大孔加工方法
工件調(diào)頭加工的難點(diǎn)及解決方法
軸瓦尺寸鏈的換算
國(guó)內(nèi)外五軸加工機(jī)床可靠性研究現(xiàn)狀分析
可調(diào)式彈性支撐架的制作與應(yīng)用
麻花形螺旋葉片螺旋加工工裝
發(fā)動(dòng)機(jī)缸體機(jī)油泵孔粗加工技術(shù)分析
燃?xì)廨啓C(jī)輪盤榫槽拉削方法
盲孔切屑物清理方法
去除斜相貫深孔交叉處毛刺工具
雙HHU手持單元在數(shù)控大型臥式車床上的應(yīng)用
四軸加工零點(diǎn)偏移坐標(biāo)軸補(bǔ)償技術(shù)的研究與應(yīng)用
全自動(dòng)軸承溝道超精機(jī)三心合一快速調(diào)整方法
加工中心換刀故障典型實(shí)例分析
6.3 m立式車床橫梁斷裂修復(fù)
葛惠卿,保定天威電氣設(shè)備結(jié)構(gòu)有限公司,高級(jí)工程師。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
