反應堆一體化頂蓋鎳基合金焊接材料的選用
2015-11-30 03:35:24孫靈飛吳庭志江浩斌
金屬加工(熱加工) 2015年18期
孫靈飛 吳庭志 江浩斌
反應堆一體化頂蓋鎳基合金焊接材料的選用
孫靈飛 吳庭志 江浩斌

反應堆一體化頂蓋(IHP)屬于反應堆冷卻劑系統一部分,工藝管道材質主要為ASME SB—167 UNS N06690,選擇適用于反應堆冷卻劑系統的焊接材料,是整個焊接工作中最為重要的工作之一。技術人員通過化學成分優化、力學性能匹配及附加試驗要求等一系列工作,最終確定焊接材料為ERNiCrFe—7/7A,以保障選擇的焊接材料符合西屋公司的設計要求,確保核電站反應堆冷卻系統運行的安全性、可靠性。
1. 概述
在AP1000核電堆型中,反應堆冷卻水劑系統是核電站中最為關鍵的管道系統,設計方采用的管道材質為ASME SB—167 UNS N06690金屬材料。按照ASME第二卷C篇《焊條、焊絲及填充金屬》(1998+2000年)及依托化項目相關技術規格書要求,并針對核電站管道系統的特殊性,根據正常焊接施工及焊接產品返修多種情況,確定焊接材料的化學成分、力學性能、鐵素體含量要求,其他制造、包裝、運輸、文件要求全盤執行ASME規范要求即可。
2. 焊接材料選擇
(1)焊接材料化學成分 反應堆冷卻劑系統使用的SB—167 UNS N06690鎳基合金管道焊接的焊接材料應為合金690填充金屬52、52M或152,在ASME第二卷SFA 5.14中ERNiCrFe—7或者ASME規范案例2142—2中的UNS N06054 ERNiCrFe—7A中選擇,同時也要滿足ASME第III卷相關要求。
適用于低碳奧氏體不銹鋼的焊接材料在ASME第二卷中化學成分的基礎上增加Cb+Ta 、V、Ti、Co五種化學元素,化學成分含量的控制以 ERNiCrFe—7(7A)要求的化學成分為基準。Cb+Ta 、V、 Ti及Co均為有益元素,適當地添加可細化組織晶粒,提高強度、韌性、淬透性,可防止晶間腐蝕現象,但是在反應堆冷卻劑系統中Co元素應該被嚴格控制。
與反應堆冷卻水接觸的焊接填充金屬wCo=0.20%或更少,與反應堆冷卻水接觸的任何包層焊接材料不應超過0.05%。對于堆焊或焊縫修補,如果與反應堆冷卻水接觸的焊縫表面區域比較大時,焊接材料的wCo=0.10%或更小。
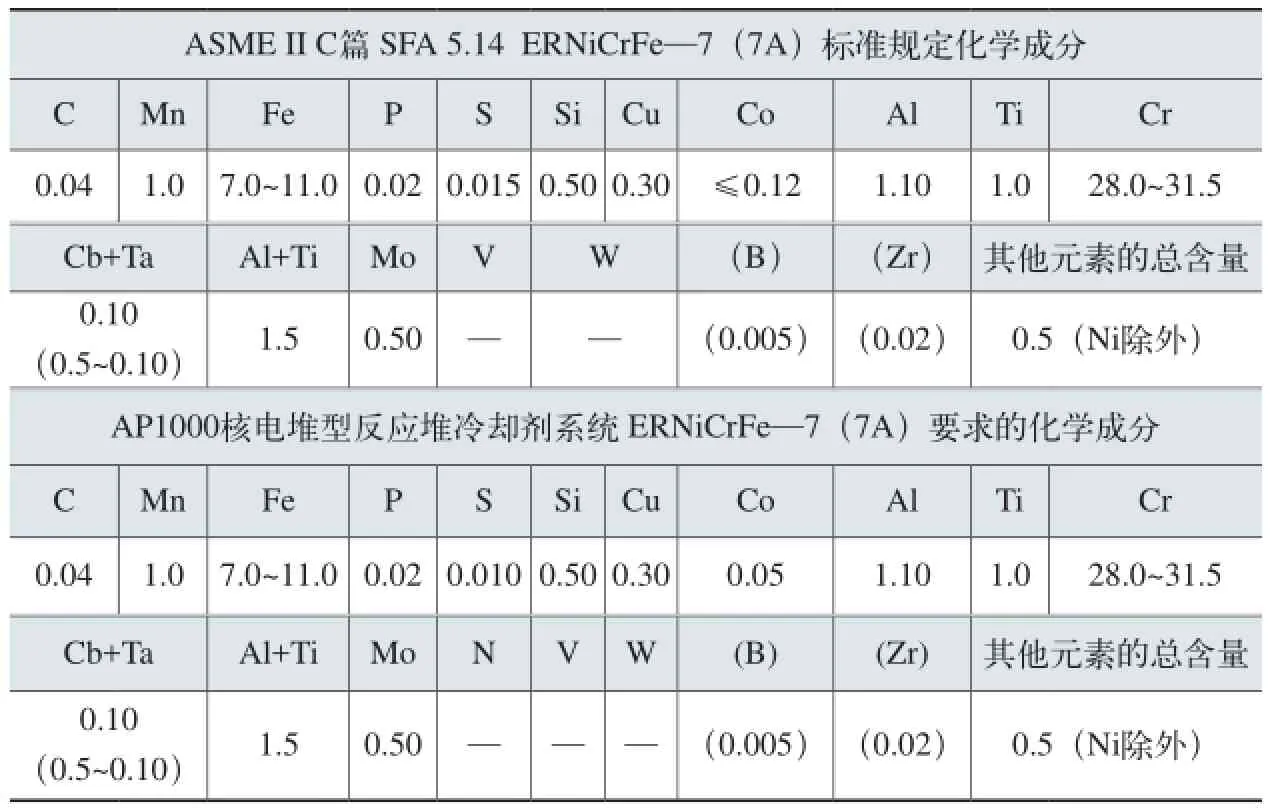
表1 GTAW ERNiCrFe—7(7A)化學成分對比
AP1000核電堆型反應堆冷卻劑系統管道焊接全部采用GTAW焊接工藝,選配的焊接材料化學成分與ASME標準第II卷中的參數對比情況如表1所示。
(2)焊接材料力學性能選擇 反應堆冷卻劑系統管道焊接全部采用GTAW焊接工藝,ERNiCrFe—7或者規范案例2142—2中的UNS N06054 ERNiCrFe—7A在ASME標準第二卷C篇中僅規定了分類,力學性能是在附錄A中已推薦方式提供,為焊接材料和產品母材力學性能有效結合起來提供了依據。反應堆冷卻劑系統管道母材的抗拉強度540MPa,屈服強度275MPa,伸長率 60%。根據等強匹配原則,反應堆冷卻劑系統焊接材料力學性能按照表3中的參數制定為抗拉強度550MPa,屈服強度310MPa,伸長率30%。力學性能參數對比如表2、表3所示。
3. 結語
反應堆冷卻劑系統使用的焊接材料ERNiCrFe—7A在遵循以上化學成分、力學性能的基礎上 ,增加了低硫模擬件評估熱裂紋試驗。通過三門IHP工程最終證明,反應堆冷卻劑系統低硫低碳不銹鋼材質的管道焊縫產品質量符合ASME 第三卷 NBNG分卷和相關技術規格書驗收要求。本系統使用的焊接材料是在ASME 1998+2000年為執行標準和依托化項目相關技術規格書的要求下選擇,因此僅適用于AP1000核電堆型依托化項目。后續核電項目及CAP1400項目適用標準版本不同時,需要具有ASME認證資質的單位按照NCA—1140(e)的要求完成相關工作,并根據具體產品完成相關論證。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
家庭影院技術(2017年9期)2017-09-26 03:41:45
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
