先進的挖掘裝載機斗桿工藝
2015-11-30 03:35:25孫響王磊
金屬加工(熱加工) 2015年18期
孫響 王磊
先進的挖掘裝載機斗桿工藝
孫響 王磊
斗桿作為挖掘裝載機挖掘部分的關(guān)鍵零部件,其與挖臂、挖斗以及液壓缸等相連,屬于長臂類零件,結(jié)構(gòu)特點是鉸接孔多,且鉸接孔間有一定的同軸度和平行度要求。其加工工藝直接影響產(chǎn)品的生產(chǎn)效率和產(chǎn)品質(zhì)量。本文從點焊工裝和鏜工裝的設(shè)計、以及焊接機器人的使用等方面介紹一種先進的斗桿加工工藝。
挖掘裝載是一種前端裝載、后端挖掘的特種工程機械。斗桿作為挖掘裝載機挖掘部分的關(guān)鍵零部件(見圖1),其通過鉸接孔D1~D5與挖斗、挖臂、液壓缸、小搖臂及連桿等相連構(gòu)成挖掘裝載機的挖掘工作機構(gòu),鉸接孔間有較高的同軸度和平行度要求,因此斗桿加工工藝為焊接后整體進行鏜加工。
斗桿的工藝流程為:下料→單板件加工→總成鉚焊→總成通焊→人工補焊→總成鏜→拋丸、涂裝→入庫待裝。
研究斗桿加工工藝流程后發(fā)現(xiàn),影響斗桿生產(chǎn)效率和加工質(zhì)量的主要工序為總成鉚焊、總成滿焊和總成鏜。本文主要介紹這三個工序的工藝及其工裝夾具設(shè)計。
1. 斗桿鉚焊工藝及其工裝
斗桿鉸接孔D1~D5上焊套鉚焊前加工出底孔(單邊留3.5mm余量),其余單板件加工至圖樣尺寸;鉚焊工藝:將側(cè)板吊上工裝后,依次用心軸定位鉸接孔D1~D5焊套,并將其余側(cè)板鉚焊;然后將底板吊上工裝鉚焊、筋板(中間所有筋板)和板定位鉚焊,并將內(nèi)部所有焊縫焊滿;最后將上板吊上工裝定位鉚焊,并將其與小件定位鉚焊。
斗桿點焊工裝(見圖2)由底座、鉸接孔D1~D5 定位機構(gòu)、水平夾緊結(jié)構(gòu)和豎直夾緊機構(gòu)四部分組成。焊套定位采用心軸定位,大缺口墊片螺母配合式快速夾緊機構(gòu),具有定位準確,易于操作的特點;豎直夾緊機構(gòu)采用旋轉(zhuǎn)式快速夾緊機構(gòu),水平采用大螺栓頂緊墊板夾緊,具有夾緊力大,夾緊快速的特點。
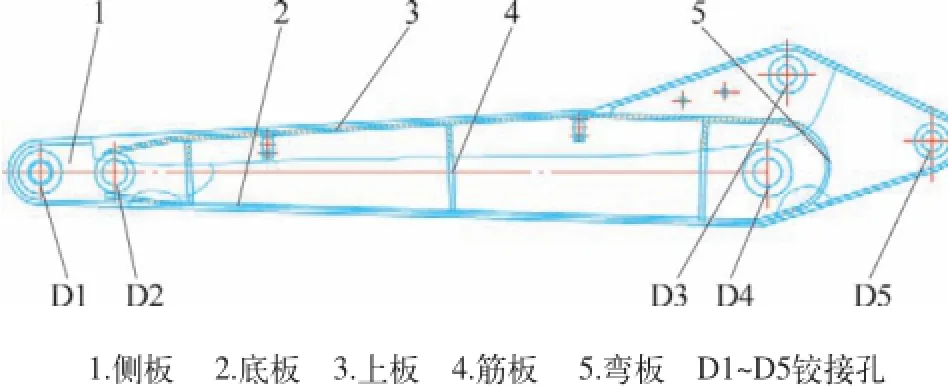
圖1 斗桿結(jié)構(gòu)
圖2 鉚焊工裝示意

圖3 焊接機器人工作照片
2. 斗桿通焊
為減小斗桿的焊接變形,我公司斗桿主要焊縫采用焊接機器人工作站(見圖3)焊接的通焊
工藝,這大大降低了焊接質(zhì)量對工人技能的依賴,減小了人為不確定因素的影響。由于船型焊縫是最適合機器人焊接,所以我們設(shè)計頭尾架式雙支撐單軸變位機,實現(xiàn)斗桿焊接過程中的位置調(diào)節(jié),保證焊接質(zhì)量。
在機器人上完成的焊縫有:側(cè)板(左右各一塊)分別與底板和上板間的四條長直焊縫(見圖1),其為角焊縫,焊腳高為8mm,每條焊縫長達1.7m;鉸接孔(D2~D4)的焊套四周的環(huán)焊縫,其也為角焊縫,焊腳高為8mm。通焊要求:焊接順序為先焊接四條長直焊縫,然后焊接D2~D4鉸接孔。焊接長直焊縫時,為了利于預(yù)熱和散熱,減小焊接變形,要求從大頭向小頭進行焊接,同時利用焊接變位機翻轉(zhuǎn)斗桿,實現(xiàn)對稱焊接;焊接參數(shù)如附表所示。
3. 鏜加工
斗桿鏜加工主要完成D1~D5五個鉸接孔系的加工,其尺寸精度要求為H8,相互間平行度要求為0.2mm。為了保證進度要求,我們采用精密落地對頭鏜床配合鏜工裝的方法加工。精密鏜床
具有兩個雙交換工作平臺,可以實現(xiàn)一個平臺進行鏜加工,另一平臺進行裝夾工件。
鏜工裝的設(shè)計原則為:定位快速準確,夾緊可靠,且設(shè)計為兩組同步工裝,實現(xiàn)兩個斗桿同時加工,這種設(shè)計大大提高了鏜加工效率。
斗桿鏜工裝(見圖4)由底座、錐形定位機構(gòu)、壓緊機構(gòu)、頂緊機構(gòu)和定位機構(gòu)等組成,錐形定位機構(gòu)由一組正反旋傳動絲桿、定位錐和定位座等組成,通過定位錐快速定位鉸接孔D2和D4,然后調(diào)節(jié)好定位機構(gòu),通過壓緊機構(gòu)和頂緊機構(gòu)將斗桿固定,最后取下定位錐進行鏜加工。
4. 結(jié)語
本文從工裝夾具的設(shè)計、焊接機器人工作站和先進機床的使用等方面介紹一種先進的斗桿加工方法。
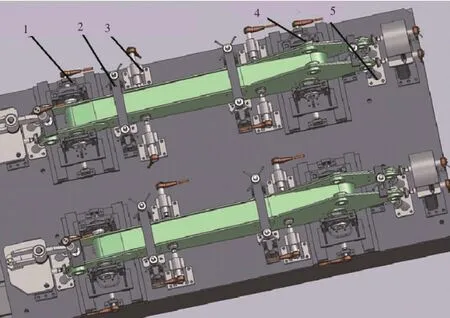
圖4 鏜工裝
具有以下特點:
(1)鉚焊工裝以孔定位,定位準確,采用機械式定位快速加緊機構(gòu),定位夾緊效率高。
(2)通焊采用焊接機器人工作站焊接,降低了對工人技能的依賴,焊接質(zhì)量好,生產(chǎn)效率高。
(3)鏜加工采用先進的加工設(shè)備,具有雙交換平臺,鏜工裝設(shè)計為兩組同步工裝,大大提高了加工效率和產(chǎn)品質(zhì)量。
[1] 陳煥明.焊接工裝設(shè)計[M].北京:航空工業(yè)出版社,2006.
[2]劉偉、周廣濤、王玉松.焊接機器人基本操作及應(yīng)用[M].北京:電子工業(yè)出版社,2012.
[3] 吳拓.現(xiàn)代機床夾具設(shè)計(二版)[M].北京:化學工業(yè)出版社,2006.

斗桿焊接參數(shù)
孫響等,徐州徐工特種工程機械有限公司。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
