高強(qiáng)鋼薄板I形坡口對(duì)接激光填絲焊的焊縫實(shí)時(shí)跟蹤
2015-11-30 03:35:17張軻謝妤陳易新陳永亮王歡施可揚(yáng)
金屬加工(熱加工) 2015年18期
張軻 謝妤 陳易新 陳永亮 王歡 施可揚(yáng)
高強(qiáng)鋼薄板I形坡口對(duì)接激光填絲焊的焊縫實(shí)時(shí)跟蹤
張軻 謝妤 陳易新 陳永亮 王歡 施可揚(yáng)

為解決I形坡口平板對(duì)接激光焊接的跟蹤要求,構(gòu)建了平板對(duì)接的激光焊接高精度焊縫實(shí)時(shí)跟蹤系統(tǒng)。進(jìn)行了6mm板厚、I形坡口、對(duì)接間隙在0.2mm以內(nèi)的平板對(duì)接進(jìn)行了焊縫實(shí)時(shí)跟蹤試驗(yàn)。試驗(yàn)表明:在焊接過程中,焊槍在左右方向和高低方向的跟蹤精度可以控制在±0.15mm之內(nèi),滿足平板對(duì)接激光焊的高精度實(shí)時(shí)跟蹤要求。
1. 概述
激光焊接技術(shù)由于功率密度高、焊接速度快、熱輸入少、焊后變形和殘余應(yīng)力小,在提高焊接效率的同時(shí),更可提高焊接的質(zhì)量和構(gòu)件的位置精度,因此成為工程機(jī)械、船舶制造、航空航天及核電制造業(yè)中最具發(fā)展?jié)摿Φ墓?jié)能、高效、優(yōu)質(zhì)焊接技術(shù)。
激光填絲焊的裝配精度高,間隙和坡口控制嚴(yán)格,無論在裝夾定位時(shí),還是在焊接過程中,很難保證工件的位置和裝配精度始終保持一致,尤其在所焊結(jié)構(gòu)件工件較薄,拼接焊縫又長(zhǎng)情況下,焊接工作量大。因此采用跟蹤方法,減小重復(fù)示教的工作量,焊接過程中實(shí)現(xiàn)實(shí)時(shí)糾偏是提高工作效率,保證焊接質(zhì)量的較為理想的解決方案。
平板緊密對(duì)接焊縫由于對(duì)接間隙非常小,焊縫圖像的處理及焊縫特征點(diǎn)的識(shí)別都較為困難,為了準(zhǔn)確識(shí)別焊縫及提前特征點(diǎn),需采用高精度、高分辨率的激光視覺傳感器,本文選用了加拿大賽融公司的高分辨率激光視
覺傳感器Quanta-LF來檢測(cè)和識(shí)別焊縫。下面將基于該傳感器對(duì)平板對(duì)接激光焊的焊縫實(shí)時(shí)跟蹤問題展開研究。
2. 實(shí)時(shí)跟蹤控制方法
(1)跟蹤系統(tǒng)組成 為了實(shí)現(xiàn)平板緊密對(duì)接焊縫的實(shí)時(shí)跟蹤,設(shè)計(jì)了激光填絲焊的激光跟蹤控制系統(tǒng),控制結(jié)構(gòu)如圖1所示。激光跟蹤傳感器Quanta安裝在KUKA機(jī)器人第六軸上,焊接過程中傳感器實(shí)時(shí)拍攝焊接位置圖像,并送入跟蹤控制器經(jīng)過圖像處理、特征提取后得到焊縫相對(duì)于焊槍的實(shí)時(shí)偏差,該偏差被實(shí)時(shí)傳送到機(jī)器人控制器,機(jī)器人控制器對(duì)安裝在機(jī)器人上的焊槍的位置進(jìn)行實(shí)時(shí)調(diào)整,從而完成焊槍的實(shí)時(shí)糾偏,實(shí)現(xiàn)焊縫實(shí)時(shí)跟蹤,保證焊接質(zhì)量。在跟蹤的過程中,通過電腦可以對(duì)焊縫跟蹤的情況進(jìn)行實(shí)時(shí)監(jiān)控。
由于激光跟蹤傳感器與工件非接觸,響應(yīng)速度快,獲取的焊縫特征信息豐富,除了能對(duì)焊接路徑進(jìn)行實(shí)時(shí)糾偏外,也可以通過該傳感器獲取坡口的角度、深度、寬度,甚至錯(cuò)邊等信息。這些信息的獲取也為后續(xù)的焊接參數(shù)自適應(yīng)調(diào)整奠定了基礎(chǔ)。
(2)I形對(duì)接坡口特征 獲取了激光條紋在被檢測(cè)表面的分布情況后,系統(tǒng)需從其中抽取出有效信息來識(shí)別焊縫。對(duì)于兩板厚度一樣,裝配后無錯(cuò)邊的對(duì)接焊縫來說,其與激光條紋相交的輪廓通常是兩個(gè)相似的“L”形,實(shí)現(xiàn)焊縫跟蹤的第一步是從這個(gè)輪廓線中提取特征點(diǎn)。對(duì)I形對(duì)接坡口特征點(diǎn)按如下定義:在左右兩個(gè)“L”形特征曲線上,定義曲率發(fā)生突變?yōu)閿帱c(diǎn)(Break points),如圖2所示,在每個(gè)“L”形特征曲線上設(shè)定三個(gè)特征斷點(diǎn),一個(gè)對(duì)接焊縫上有兩條“L”形曲線,共6個(gè)特征斷點(diǎn)。
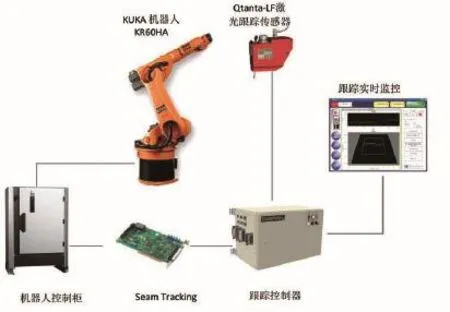
圖1 焊縫實(shí)時(shí)跟蹤系統(tǒng)組成
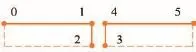
圖2 I形坡口的特征模型
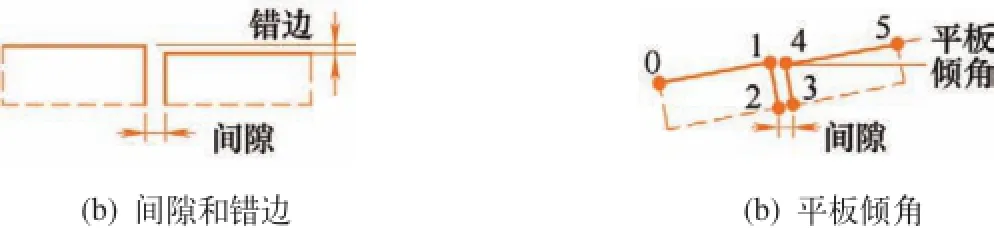
圖3 I形坡口的特征參數(shù)
為了準(zhǔn)確識(shí)別I形坡口,除了特征點(diǎn)外,還需要建立I形坡口的特征參數(shù),如圖3所示。
間隙:模板匹配的間隙大小包括最小間隙和最大間隙兩個(gè)參數(shù),是對(duì)接焊縫識(shí)別過程中用來辨認(rèn)焊縫的一個(gè)標(biāo)準(zhǔn)。一般來說焊縫間隙的實(shí)際大小應(yīng)該包含在最小間隙和最大間隙的區(qū)間之內(nèi),而這個(gè)區(qū)間應(yīng)盡可能小,才能使焊縫的識(shí)別更加精準(zhǔn)。然而在實(shí)際的操作中,常常在確保激光跟蹤器的檢測(cè)區(qū)域內(nèi)不存在無關(guān)干擾間隙時(shí)使這個(gè)范圍大于焊縫間隙的實(shí)際變化波動(dòng)區(qū)間。因?yàn)榧す飧櫰鞯淖R(shí)別存在偶然誤差,當(dāng)誤差出現(xiàn)時(shí)會(huì)出現(xiàn)檢測(cè)出的焊縫間隙大于或小于設(shè)定的最小、最大焊縫間隙值得情況,這時(shí)候如果采取的濾波算法不足以使這部分突兀變化消除并落在設(shè)定的焊縫區(qū)間時(shí),系統(tǒng)就會(huì)無法捕捉到跟蹤點(diǎn),導(dǎo)致跟蹤意外終止。如果設(shè)置了太多點(diǎn)來進(jìn)行濾波又必然會(huì)降低跟蹤的準(zhǔn)確度,所以較為理想的做法是適當(dāng)放大焊縫識(shí)別的間隙區(qū)間。
錯(cuò)邊:包括“最小錯(cuò)邊”和“最大錯(cuò)邊”兩個(gè)參數(shù)。這兩個(gè)參數(shù)的設(shè)定,要根據(jù)工件的裝配以及實(shí)際錯(cuò)邊情況進(jìn)行合理設(shè)定,考慮信號(hào)處理和識(shí)別有一定的誤差度,實(shí)際設(shè)定區(qū)間應(yīng)當(dāng)比理論值要略大,才更為可靠。試驗(yàn)中針對(duì)零間隙零錯(cuò)邊的薄板對(duì)接焊,考慮到實(shí)際裝配情況,錯(cuò)邊區(qū)間設(shè)定在0~0.2mm之間較為
合適。
工件傾角:表示待測(cè)表面與水平線之間的交角。凡不符合這一角度的平面都會(huì)被系統(tǒng)拒絕。
此外還有傾角容差:表示傾角的容差大小。通常把它設(shè)置為15°左右,在環(huán)境噪聲較大的使用場(chǎng)合可能還需要設(shè)置到30°左右。
(3)濾波算法 為了在焊縫識(shí)別前,盡可能得到干凈、無干擾的信號(hào)是非常重要的,因此,在焊縫識(shí)別前需要首先對(duì)采集的圖像信號(hào)進(jìn)行濾波,以獲得較好的激光輪廓。針對(duì)焊縫跟蹤,通常的濾波算法主要有抗反光濾波器、中值濾波器、平均濾波器、連續(xù)性濾波器等。抗反光濾波算法通常用于鋁合金等高反光的材料的焊接,而常規(guī)的情況一般采用中值濾波就可以得到較好的效果。本試驗(yàn)采用中值濾波器,長(zhǎng)度設(shè)為5,既可濾去偶然出現(xiàn)的誤差點(diǎn),又能減少過度使用濾波造成軌跡失真。
(4)跟蹤點(diǎn)確定 針對(duì)不同的坡口特征,焊接中需要實(shí)時(shí)跟蹤的坡口特征點(diǎn)叫跟蹤點(diǎn),對(duì)于I形平板對(duì)接坡口特征模型,跟蹤點(diǎn)可以是根據(jù)左平面,右平面以及特征點(diǎn)1、2、3和4的情況來綜合確定,根據(jù)不同的情況可以跟蹤不同的點(diǎn)。
試驗(yàn)中使用的鋼板厚度相等,且形狀較為規(guī)則。考慮到跟蹤過程中送絲嘴出來的焊絲幾乎貼著焊縫行進(jìn),而裝配時(shí)不能保證兩塊板的上表面完全在同一水平面上,為避免送絲機(jī)構(gòu)與鋼板發(fā)生碰撞而影響送絲,故選擇根據(jù)最高板,且坡口特征點(diǎn)2和3分別在最高面投影的中點(diǎn)作為實(shí)際跟蹤點(diǎn)的位置,如圖4所示。
(5)跟蹤程序示教方法 激光傳感器超前焊槍一定距離,而焊槍的位置實(shí)際是通過傳感器檢測(cè)到的焊縫位置坐標(biāo)變換而來,故在跟蹤之前,實(shí)際上傳感器需要在進(jìn)入焊縫之前就要提前打開,而在焊槍達(dá)到結(jié)束點(diǎn)時(shí),才能夠關(guān)閉傳感器的檢測(cè)。故焊接軌跡點(diǎn)的示教要滿足如圖5所示的條件。
P1和P2是預(yù)備位置,讓激光器逐步靠近焊縫起始點(diǎn)。在到達(dá)P1前,機(jī)器人開始進(jìn)行傳感器初始化,隨后以直線運(yùn)動(dòng)的方式逐步到達(dá)P1和P2。
P2是系統(tǒng)啟動(dòng)激光傳感器的位置,其設(shè)置需要滿足兩個(gè)條件。首先,當(dāng)傳感器在P2點(diǎn)開啟時(shí),激光條紋應(yīng)該處在焊縫起始點(diǎn)之前,否則無法獲取完整的焊接路徑。其次,P2的高度應(yīng)在激光器的視域之內(nèi)或接近視域范圍,否則系統(tǒng)將因無法探測(cè)到鋼板表面而捕捉不到對(duì)接焊縫輪廓,進(jìn)而無法獲取跟蹤點(diǎn)位置。
P3設(shè)置在焊縫的起始點(diǎn),P6設(shè)置在焊縫的終點(diǎn),P4和P5設(shè)置在行走的途徑的方向上,不必嚴(yán)格精確到焊縫的位置,這里只起到一定的引導(dǎo)作用。到達(dá)P6后,關(guān)閉傳感器,并沿P7和P8離開焊接位置。
在焊縫跟蹤過程中,激光焊槍沿著示教點(diǎn)往前行進(jìn),在此過程中,傳感器不斷地檢測(cè)焊縫間隙獲取跟蹤點(diǎn),實(shí)時(shí)地向機(jī)器人傳輸y軸坐標(biāo)和z軸坐標(biāo)的偏差糾正值,使激光焊槍能夠準(zhǔn)確沿著焊縫行走。

圖4 根據(jù)最高板確定跟蹤點(diǎn)
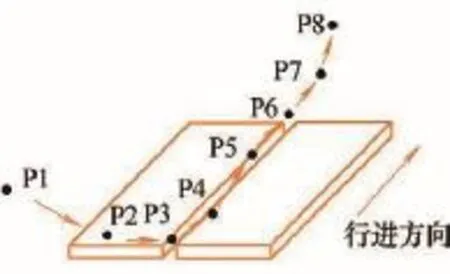
圖5 跟蹤程序示教方法

圖6 對(duì)接鋼板焊縫跟蹤過程
3. 實(shí)時(shí)跟蹤試驗(yàn)
(1)跟蹤試驗(yàn) 試驗(yàn)用材料為E63A高強(qiáng)鋼,6mm薄板,采用兩塊300mm×75mm×6mm的平板對(duì)接,I形坡口,坡口間隙盡量控制在<0.2mm。試驗(yàn)前將鋼板表面的氧化層刨去,用砂帶機(jī)選取一個(gè)較為平整的300mm×6mm側(cè)面稍加打磨,去除表面的鐵銹、油污等會(huì)影響焊縫識(shí)別的物質(zhì),用潔凈的干抹布擦拭干凈,并用夾具將兩塊板固定起來。
運(yùn)行機(jī)器人上已經(jīng)示教好的程序開始焊縫跟蹤,觀察運(yùn)行路徑,可見其精準(zhǔn)地沿著焊接路徑行進(jìn)。焊縫實(shí)時(shí)跟蹤過程如圖6所示,圖7為通過視頻監(jiān)視得到的焊縫跟蹤過程中坡口特征點(diǎn),實(shí)時(shí)跟蹤點(diǎn)的實(shí)時(shí)變化情況。
(2)跟蹤精度分析討論 對(duì)跟蹤過程中的實(shí)時(shí)糾偏數(shù)據(jù)提取出來進(jìn)行跟蹤精度分析,
跟蹤情況如圖8和圖9所示,圖8表示焊接過程中左右方向的跟蹤情況,其中x軸表示工件的焊接方向,而y軸表示沿著焊接方向隨著工件實(shí)際路徑的變化焊槍在左右方向,即y向的跟蹤情況,實(shí)現(xiàn)表示工件的真實(shí)焊接路徑,而虛線表示在跟蹤過程中經(jīng)過圖像檢測(cè)、處理、特征提取,坐標(biāo)變換、糾偏后機(jī)器人焊槍在左右橫向?qū)嶋H走的跟蹤路徑。
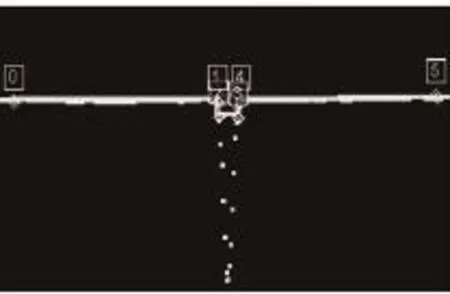
圖7 焊縫識(shí)別界面
同理,圖9表示在焊過程中沿著焊接方向z方向工件位置的高低變化以及焊槍相應(yīng)的高低跟蹤的情況。其中x軸表示工件的焊接方向,而y軸表示在高低方向上的路徑變化以及焊槍在高低方向,即z向的跟蹤情況。黑色的實(shí)線表示工件的真實(shí)焊接路徑,而虛線表示在跟蹤過程中經(jīng)過圖像檢測(cè)、處理、特征提取,坐標(biāo)變換、糾偏后機(jī)器人焊槍在高低方向?qū)嶋H走的跟蹤路徑。
將上述的數(shù)據(jù)作進(jìn)一步的處理,可以得到焊槍分別在左右方向(y向)和高低方向(z向)沿著焊接方向的跟蹤精度,分別如圖10和圖11所示,圖中x軸表示工件的焊接方向,而y軸分別表示焊槍在左右方向的跟蹤精度和高低方向的跟蹤精度。從圖可知,在y方向焊槍的跟蹤精度可以控制在±0.15mm之間,在z方向焊槍的跟蹤精度也基本控制在±0.15mm之間,很好地滿足了平板對(duì)接激光焊接的跟蹤要求。
4. 結(jié)語
(1)構(gòu)建了平板對(duì)接的激光焊接焊縫實(shí)時(shí)跟蹤系統(tǒng)。采用高分辨率的激光跟蹤傳感器進(jìn)行焊接坡口的實(shí)時(shí)檢測(cè),通過圖像處理,特征匹配,坐標(biāo)轉(zhuǎn)換、機(jī)器人糾偏等實(shí)現(xiàn)激光焊接的高精度焊縫實(shí)時(shí)跟蹤。
(2)建立了I形坡口的雙“L”形特征模型,該模型通過6個(gè)特征點(diǎn),坡口間隙、錯(cuò)邊量、平板傾角,傾角容差等特征參數(shù)來表征。同時(shí)也對(duì)對(duì)接坡口的常用濾波算法,跟蹤點(diǎn)的確定進(jìn)行了分析和討論。
(3)基于上述方法,進(jìn)行了6mm板厚、I形坡口、平板對(duì)接的焊縫跟蹤試驗(yàn)。試驗(yàn)表明:焊槍在左右方向和高低方向的跟蹤精度基本可以控制在±0.15mm之內(nèi),滿足平板對(duì)接的激光焊接的高精度跟蹤要求。
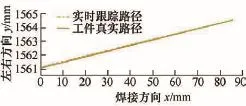
圖8 左右方向的實(shí)時(shí)跟蹤情況
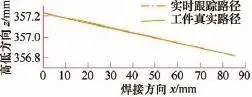
圖9 高低方向的實(shí)時(shí)跟蹤情況
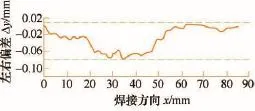
圖10 左右橫向的實(shí)時(shí)跟蹤精度
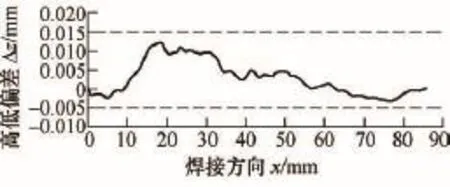
圖11 高低方向的實(shí)時(shí)跟蹤精度
[1] 巴根,劉勇,明珠. 激光視覺焊縫跟蹤系統(tǒng)的研究[J].兵器材料科學(xué)與工程,2004,27(4):55-58.
[2] 陳武柱,張旭東.視覺傳感器與焊縫自動(dòng)跟蹤[J]. 傳感器,2002(18):58-60.
[3] 周律, 陳善本, 林濤. 弧焊機(jī)器人焊縫跟蹤方法的研究現(xiàn)狀[C].第十一次全國(guó)焊接會(huì)議,2005.
[4] Servi-robot. image processing software module for the it platform user’s Manual[M]. 2013, Canada:36-45 .
張軻,陳易新,上海交通大學(xué)激光制造與材料改性重點(diǎn)試驗(yàn)室;謝妤等,滬東中華造船(集團(tuán))有限公司。
國(guó)防基礎(chǔ)科研計(jì)劃資助,項(xiàng)目編號(hào)A0720132003
上海市重大技術(shù)裝備研制專項(xiàng),項(xiàng)目編號(hào) ZB-ZBYZ-03-11-0485
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
數(shù)學(xué)小靈通·3-4年級(jí)(2017年9期)2017-10-13 08:10:54
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
