大型球磨機端蓋裂紋焊接修復
2015-12-01 00:57:30王歡李寧
金屬加工(熱加工) 2015年20期
王歡 李寧
大型球磨機端蓋裂紋焊接修復
王歡 李寧
通過對MQY458型球磨機入口端蓋裂紋的焊接修復工作進行總結,為同類型球磨機端蓋焊接修復工作提供參考依據。

1. 概述
MQY4585球磨機是我公司為山東魏橋集團提供的產品,規格為φ4.5m×8.5m。球磨機在運行19個月后,在運轉過程中發出異常聲音,停機檢查發現端蓋出現裂紋,經檢測裂紋長為2 500mm,貫穿長度為1 500m m(見圖1)。處理的辦法最好是立即停機更換端蓋,但無備件,新的備件從制模鑄造到加工,工期最少兩個月,而生產任務又非常緊急,為不影響客戶的正常生產,我公司一方面迅速制作備件,另外著手進行現場裂紋補焊,爭取達到磨機正常運轉條件。
2. 焊接性分析
根據設備出廠資料,端蓋為Z G35材料制成,產生裂紋部位在φ3 400mm附近,壁厚125mm,材料焊接性能優良,但因為壁厚較大,易出現三維應力,補焊時應該采取預熱措施,以防止焊接裂紋出現;但結構因素限制,如果整體預熱,肯定不現實,局部預熱焊接,則有可能因為受熱不均勻導致焊接變形過大,最后可能出現裂紋焊補好了,因變形大,磨機仍然無法運轉。
3. 焊接方案制定
以控制焊接變形為主要目標,裂紋補焊時采用不預熱焊接工藝;冷焊采用小參數多層多道焊,注意使用風鏟錘擊打底層焊縫釋放應力。本次端蓋裂紋焊接修復采用半自動熔化極CO2氣體保護焊,相比于焊條電弧焊,既可減少焊接變形,保證焊接質量,又能提高焊接速度 ;焊接材料選用實芯焊絲H08Mn2SiA。

圖1 中空軸
對于端蓋裂紋等構件,由于運轉時間相當長,材料可能有疲勞現象,同時裂紋處的拘束度都非常大,這樣常常在焊接根部的1~2道焊縫時容易出現裂紋,為此選用伸長率比較高的奧氏體填充材料。本次維修過程中我們底層焊縫均采用了ER308L不銹鋼焊絲填充,效果非常理想。
4. 焊接實施
(1)止裂孔鉆削 著色檢測,找出裂紋內外端頭位置,經分析裂紋走向,我們在裂紋終端50mm 處鉆出φ8~φ10mm止裂孔。 由于裂紋內外兩側端部沒有重疊貫穿,所以止裂孔的深度鉆到所在位置板厚的一半即可。
(2)坡口制備 采用碳弧氣刨在端蓋開外部形坡口(見圖2),這是一道非常關鍵的工序,為了控制變形,裂紋必須分段刨出坡口,此裂紋長度分為5段(見圖3),先開1、3、5坡口,坡口開好后,要仔細打磨和清理積炭部位,在1、3、5段焊接完成后,在開2、4段坡口,注意不得將裂紋一次處理完,這樣裂紋未刨開部位可以支撐防止出現過大收縮變形。
(3)焊接過程 為保證焊接質量并控制焊接變形,焊接參數如附表所示。
采用多層多道焊接,每焊接一道,先用風鏟錘擊焊縫表面直到金屬產生塑性變性,以細化晶粒改善組織,減小應力,同時冷卻焊縫和清渣,再焊下一道;道間溫度控制在50℃左右,即用手摸不至于燙手再焊接后續焊縫。局部焊接完畢及時用硅酸鋁巖棉墊對焊縫進行保溫。對此類較深坡口(板較厚)又不能開較大角度的焊縫焊接,一般推薦采用加長窄噴嘴進行焊縫填充,如果用標準噴嘴,難以伸到根部導致焊絲伸出過長,電弧不穩,焊接質量難以控制。
(4)焊后處理及檢測 焊接結束后即刻用履帶式加熱器進行焊后熱處理,以消除焊接應力,熱處理參數如圖4所示。熱處理完成后,進行超聲波無損檢測。
5. 焊接效果
該端蓋的裂紋按上述工藝焊接完成后,對焊縫進行修磨,端蓋進行檢測,符合圖樣設計要求,再經空車運行,滿足運行條件,于是空車運行8h后加50%負荷,運行一個班,設備運行均正常,再滿負荷工作。經該工藝修復后的端蓋,現在仍正常運行,說明此次維修是比較成功的,重新制作的端蓋備件已經發到用戶現場,待設備停機維護時更換新端蓋。
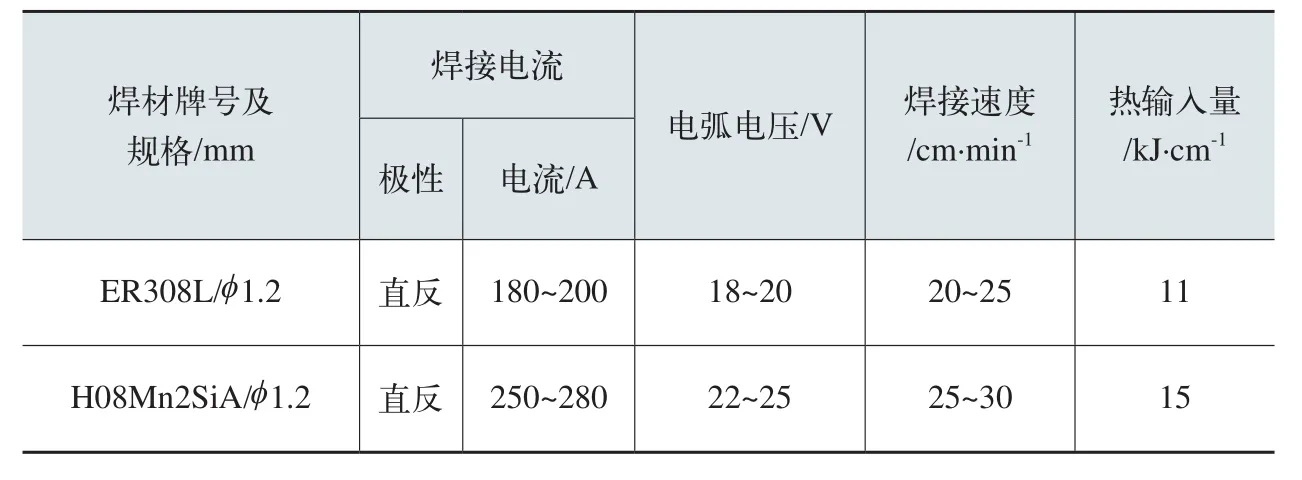
焊接參數
6. 結語
本文所涉及的大型球磨機端蓋鑄件的焊接修復工藝方法,希望能給同類鑄件裂紋的焊接修復工作提供一定的參考,同時,望廣大專家、同行對本文的焊接修復工藝方法提出寶貴意見,使該工藝方法更加完善。
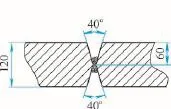
圖2 坡口
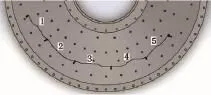
圖3 裂紋分段

圖4 熱處理曲線
[1]于存喜,張吉.大型球磨機端蓋裂縫的焊接修復[J ].技術交流與應用,2010(10):54-56.
[2]趙洪生.球磨機端蓋的CO2焊接 [J ].焊接,1995 ( 9 ) :22-23.
[3]殷樹言,劉嘉. CO2焊接工藝控制及CO2焊接方法的發展[J].金屬加工(熱加工),2001(11):4-5,50.
[4]郭實英,梁鍵. CO2氣體焊修復水泵殼體裂紋[J].金屬加工(熱加工),2008(24):74.
[5] 張運孟.大型磨機中空軸多裂紋的焊補[J ].科學創新與應用,2014(6):50.
王歡,中國有色(沈陽)冶金機械有限公司;李寧,北方重工集團輸送設備分公司。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
