彈簧雙端面整盤磨削技術研究與實踐
2015-12-02 01:41:58錢紀明俞家林
制造業自動化 2015年18期
錢紀明,俞家林
QIAN Ji-ming1 , YU Jia-lin2
(1.紹興市科技信息研究院,紹興 312000;2.紹興市家度彈簧機械有限公司,紹興 312000)
0 引言
彈簧是許多行業的通用零件,量大面廣,尤其是壓縮彈簧,應用領域最為廣泛,且絕大部分壓縮彈簧,尤其是大線徑壓縮彈簧、高精度壓縮彈簧的端面都需要經磨削加工。現有技術的立式或臥式磨簧機,通常是磨盤定軸旋轉,磨盤上只有四分之一左右的彈簧位于兩個砂輪之間參與磨削,同時參與磨削的彈簧數量少、產量低[1]。而且,砂輪磨削端面的內外徑處很快會出現傾斜。為保證彈簧磨削精度要求,就必須經常對砂輪磨削平面進行修平處理,既浪費時間,又增加了生產成本[1]。
重視彈簧端面磨削技術的研究,開發具有自主知識產權的先進彈簧端面磨床對提升我國彈簧制造業水平顯得尤為迫切。為此,我們研發了一種彈簧雙端面整盤磨削技術,并已成功應用該技術開發了精密高效數控磨簧機,攻克了磨削大線徑、高垂直精度的彈簧時,經常需要修割砂輪平面、磨頭主軸受力狀態差等一系列技術難題。
1 彈簧雙端面整盤磨削技術原理
圓柱螺旋壓縮彈簧的端面磨床大多數采用圓盤式徑向轉動送料進給結構。而我們研究創立了一種砂輪作軸向進給運動、整盤彈簧同時在砂輪平面上進行磨削、每個彈簧都在砂輪內外徑之間移動的雙端面磨削技術,而且實現了磨削彈簧的整盤式送料和卸料。其主要技術原理如圖1所示。需加工的彈簧放入送料磨盤3中呈徑向均布的一系列孔中,在具有磨盤擺動和磨盤平行移動的組合機構作用下,固定在平動連桿上的送料磨盤3平動擺入上砂輪1和下砂輪4之間,上砂輪1作向下的進給運動,平動連桿上的送料磨盤3作跡點軌跡為圓的平動運動,工件彈簧2作緩慢自轉,三者綜合作用使砂輪磨損均勻,能持久保持高的砂輪平面度,從而持久保持磨削的高精度。同時,還可調節平動連桿上送料磨盤運動軌跡圓的直徑,實現砂輪平面的自動修磨。
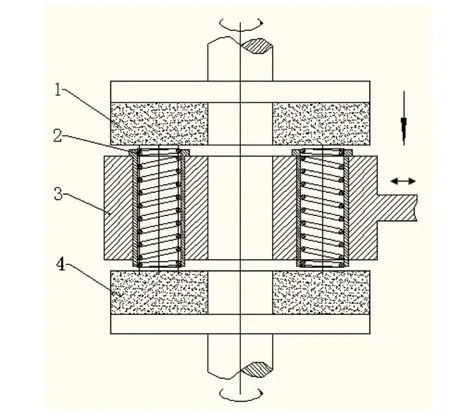
圖1 彈簧雙端面整盤磨削技術原理圖
2 彈簧雙端面整盤磨削技術及其實現方式
2.1 以曲柄搖桿機構實現送料磨盤的擺入與擺出
如圖2所示,齒輪19通過連桿銷18與連桿17鉸聯,連桿17的另一端通過搖桿銷16與搖桿15鉸聯,搖桿15固定安裝在搖軸14上,搖軸14有軸承支承,搖軸14的頂端固定聯接了齒輪箱13,磨盤10固定聯接在平動連桿11上,彈簧工件7放入磨盤10的孔中。
工作時,電機轉動通過減速箱,帶動齒輪19轉動,通過連桿銷18→連桿17→搖桿銷16,帶動搖桿15擺動,從而通過箱體13實現磨盤10整體擺入和擺出上砂輪8、下砂輪9之間的目的。具體設計中,充分利用曲柄搖桿機構的死點特性,將磨盤10擺入、擺出的停留位置設定在曲柄搖桿機構的兩個死點位置,有效地滿足了磨盤10擺入、擺出的停留位置要求。
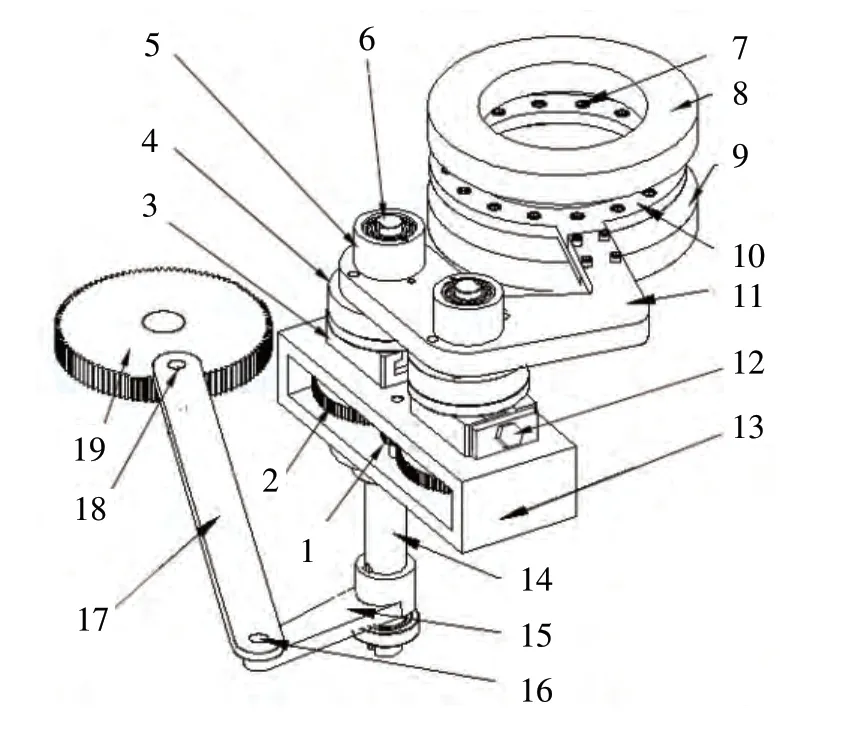
圖2 磨盤擺入砂輪箱的組合機構圖
2.2 以平行雙曲柄四連桿機構實現磨盤上跡點的平面圓周運動
如圖2所示,小齒輪1與兩個滑座齒輪2相嚙合,兩個滑座齒輪2與兩根滑座軸3用平鍵聯接,兩根滑座軸3上端的滑座內分別設置了兩根滑塊軸6(滑塊軸6的軸心線與滑座軸3的軸心線平行,兩軸心線間的距離就是平行雙曲柄四連桿機構的曲柄長度a,曲柄長度a可通過螺栓螺母組件12調節,工作時兩曲柄長度必須調節為等長),兩根滑塊軸6上分別套裝了軸承座5,連桿11套裝在兩個軸承座5上(連桿11的兩個軸承座孔中心距離與兩個滑座軸3的軸心線距離相等,與前述的兩等長曲柄共同構成一個平行四邊形)[1]。上述結構組成了曲柄長度可以調節的平行雙曲柄四桿機構。在連桿11的延伸位置上固定聯接了磨盤10,磨盤10上設計了一個以磨盤中心為圓心,直徑為砂輪平面中徑尺寸的中心圓,彈簧工件7放在這個中心圓上的一系列孔中。
工作時,電機轉動,通過聯軸器帶動小齒輪1與兩個滑座軸齒輪2嚙合轉動,又帶動兩根滑座軸3轉動,最后帶動兩根滑塊軸6分別圍繞各自的滑座軸3的軸心線轉動,轉動軌跡分別是一個以平行雙曲柄四桿機構的曲柄長度a為半徑的圓,實現連桿11作軌跡為圓的平動運動,與連桿11固定連接的磨盤10上各彈簧工件7的移動軌跡也為同樣大小的圓[1]。圖3為磨盤(送料盤)平行雙曲柄機構原理圖。設計計算中,這個圓的直徑尺寸2a與彈簧工件7的直徑尺寸2r之和等于砂輪有效磨削面的內外半徑之差,即:
其中,a為平行雙曲柄四桿機構的曲柄長度;
R為彈簧工件外徑;
R1為砂輪磨削平面外徑;
R2為砂輪磨削平面內徑。
這樣設計的效果是,由于磨盤10在上下砂輪之間不停地作小范圍的圓弧形平動,使彈簧工件7在上下砂輪的內外徑之間作往返移動,并且上砂輪作向下的軸向進給運動,使得上下砂輪的整個端面都同時參與磨削,而且砂輪內外徑的磨削量大小相同,從而實現砂輪平面內外徑處的均勻磨損[1]。
在彈簧雙端面磨削實踐中,即使由于某種原因出現了砂輪平面的不平,還可以通過調節螺栓螺母組件12調節平行雙曲柄四桿機構的曲柄長度(調節時須保證兩曲柄長度同時等量調節),實現砂輪平面的自動修整[1]。
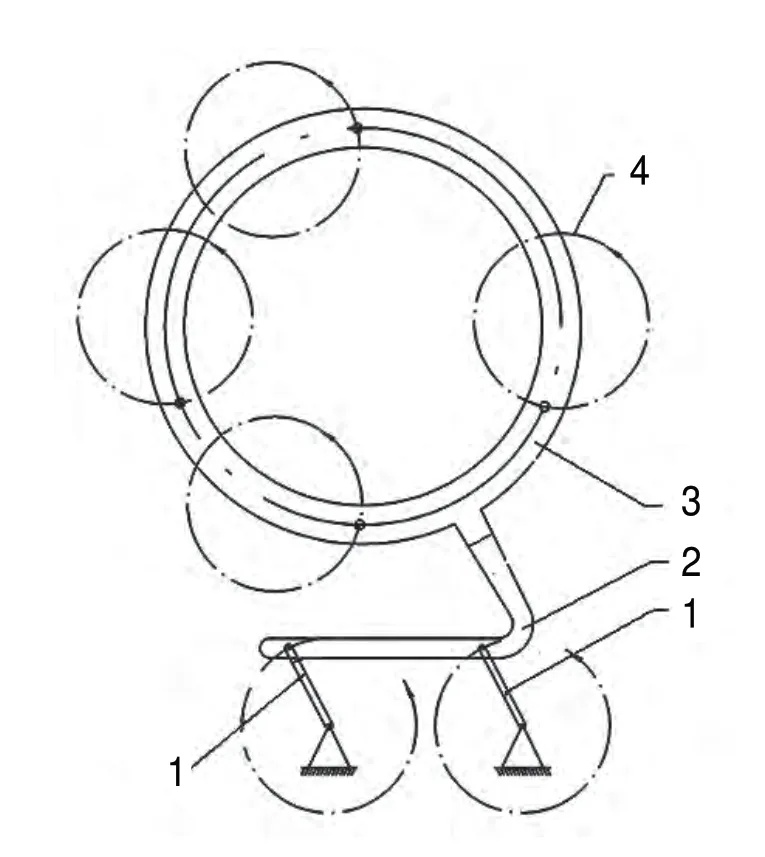
圖3 磨盤(送料盤)平行雙曲柄機構原理圖
2.3 以內外側磨削力差實現工件彈簧的自轉
砂輪在高速轉動下磨削彈簧,彈簧工件端面內外側點的線速度不同,選擇合理的砂輪幾何參數、轉速以及進給量,磨削平面上內外側磨削力差能使彈簧產生自轉,實現彈簧工件在自轉狀態下進行磨削。
3 與現有彈簧雙端面磨削技術的比較優勢
3.1 現有彈簧雙端面磨削技術。
現有彈簧雙端面數控磨簧機,大多數采用磨盤定軸轉動機構,磨盤軸設置在砂輪圓周外,磨盤360°旋轉,將彈簧依次送入上下磨頭砂輪面間進行磨削,同時參加磨削的彈簧只有整盤彈簧數量的四分之一左右,效率低。磨削過程中,彈簧從砂輪外徑處進入砂輪內徑處,再從砂輪內徑處轉到砂輪外徑處。而磨頭作連續進給作運動,當彈簧工件從砂輪外徑處進入兩砂輪平面之間的過程中,先接觸砂輪外徑處。此時彈簧磨削量大、壓縮變形量大、砂輪磨削力大、砂輪軸所受彎矩大,導致砂輪平面外徑處的磨損大;當彈簧工件進入砂輪內徑處時,磨削量已很小、壓縮變形量小、砂輪磨削力小、砂輪軸所受彎矩小,砂輪平面內徑處磨損也較小。這樣,砂輪平面就出現傾斜不平,影響磨削彈簧的垂直度[1]。為了保證磨削彈簧的垂直精度,需經常檢測砂輪面的磨損程度,修割砂輪平面度,并通過上下砂輪磨損補償電機調整砂輪高度,保持上下磨頭砂輪面的間距不變。
目前,國內外磨簧機存在的主要問題有:1)砂輪磨損不均勻,經常需要修割砂輪平面;2)由于是非對稱磨削,主軸既受扭矩、軸向力的作用,又受大彎矩的作用,主軸受力狀況不理想,繞度變形大,影響磨削精度;3)未能實現全封閉磨削,操作不夠安全,工作環境灰塵多[2]。
3.2 彈簧雙端面整盤磨削技術與現有技術的比較優勢
與現有技術相比較,應用該彈簧雙端面整盤磨削技術的數控磨簧機具有如下優點:
1)優化了彈簧端面磨削的進給方式。用曲柄搖桿機構實現送料磨盤整體擺入與擺出上、下砂輪之間,磨削時,磨盤軸與砂輪軸共線;上砂輪作向下的進給運動。實現了整盤彈簧同時在上、下砂輪平面間的對稱磨削,優化了彈簧端面磨削的進給方式,砂輪主軸的受力狀態好,實現了磨削彈簧兩端面工作原理的創新。
2)解決了砂輪平面不均勻磨損的共性技術難題。在磨削開始時,砂輪和彈簧端面接觸的瞬間,砂輪相對彈簧作軸向進給運動,同時,磨盤中彈簧端面上每個跡點在砂輪內、外徑間作軌跡為圓的平面運動,砂輪內、外徑之間的磨粒參與磨削的機會是均等的,砂輪內、外徑之間呈均勻磨損狀態。因此,可持久保持砂輪的平面精度,不需要修割砂輪平面。攻克了磨削大線徑、高垂直精度彈簧時,需要經常修割砂輪平面的關鍵共性技術難題。而且,即使出現砂輪平面精度不符合要求的情況,還可以采用調節曲柄長度或者改變曲柄轉動方向及轉動速度的方式,邊磨削邊自動修磨砂輪平面度。
3)提高了彈簧磨床的精度耐久性。上砂輪作向下的進給運動時,整盤彈簧同時與砂輪平面接觸并參與對稱磨削,磨削時的合成磨削力使主軸幾乎只受到軸向力和扭矩作用,而不受彎矩作用,砂輪主軸幾乎不存在彎曲變形,從根本上改善了砂輪主軸的受力狀態,使得砂輪主軸能持久保持高的運動精度,從而持久保持磨削彈簧的高精度,解決了大線徑彈簧端面磨床精度保持性低的共性技術問題。
4)簡化了高精度彈簧的制造工藝。由于是整盤彈簧同時參與磨削,即使是大線徑彈簧,只要砂輪軸向進給量選擇合理,較高精度要求的彈簧也能一次磨削成形。改變了生產較高精度以上彈簧通常需要經過“粗磨—校正—精磨”的傳統工序,實現了較高垂直度彈簧的一次磨削成型。
5)大大提高了生產效率。首先是磨削效率大大提高。由于整盤彈簧同時在砂輪平面上磨削,與國內外現有數控磨簧機通常只有四分之一盤彈簧同時被磨削相比,其生產效率成倍提高。其次是卸料效率大大提高。可在兩側各安裝一套磨盤擺動機構,交替進行磨削、卸料;而且,實現了磨后整盤彈簧的瞬間卸料,提高了彈簧工件的卸料效率[2]。
6)改善了彈簧端面磨床的操作環境。采用磨盤擺動機構和砂輪箱門自動開閉機構,可設置防塵罩,實現整盤彈簧的全封閉磨削,既安全、又環保。解決了磨削灰塵污染導致操作環境惡劣的共性技術問題[2]。
4 結束語
應用該項彈簧雙端面整盤磨削技術研發的精密高效數控磨簧機,解決了國內外現有的磨簧機存在的砂輪磨損不均勻、主軸受大彎矩作用繞度變形大、工作環境灰塵多等關鍵共性問題,經多家用戶使用驗證,達到了設計要求,特別適用于大線徑磨簧機,具有較強的市場競爭力,具有較好的經濟效益和社會效益。
[1]俞家林,黃花麗,俞度,等.磨簧機的磨盤平行移動機構:中國,201110158483.4,中國,201120198846.2[P].
[2]俞家林,黃花麗,俞度,等.雙端面立式磨床的磨盤擺動機構:中國,201120422055.3[P].
