淺談某黃銅殼體內底轉角裂紋缺陷分析及解決措施
2015-12-03 19:34:38張雷錢曉亮王紅梅姜立實蔣宇
中小企業管理與科技·中旬刊 2015年8期
關鍵詞:裂紋
張雷 錢曉亮 王紅梅 姜立實 蔣宇
摘 要:目的,即為解決公司某產品整體引伸黃銅殼體在方案摸底試驗階段引伸過程中內底部出現裂紋缺陷。方法,即通過加工方案審查,對裂紋缺陷原因分析并逐一排查,并采用進行驗證試驗的方法確定裂紋缺陷的原因。結果,即通過進行驗證試驗成功對裂紋復現,采取優化沖模具的方法,進行改進后引伸試驗,殼體無裂紋缺陷。結論,即通過優化沖模具,保證沖模具各節點圓滑過渡,表面粗糙度滿足設計要求,可避免整體引伸黃銅殼體產生裂紋缺陷。
關鍵詞:黃銅殼體;引伸;裂紋
黃銅殼體采用傳統的熱擠盂及多次冷引伸的方式即可制造,但殼體引伸毛坯由于受材料、沖模具、輔助工具、熱處理、潤滑及設備等因素的影響,質量問題也比較多,經常出現的質量問題有口部偏斜及壁厚差超差、裂紋、斷裂、內外表面道線等。我廠生產的某黃銅殼體在方案摸底試驗階段引伸過程中出現了裂紋,本文通過對產生裂紋的幾種原因進行逐一分析排除,最終找出原因并予以解決。
1 殼體加工方案
根據產品圖尺寸和性能的要求,通過設計計算確定殼體采用一次熱擠盂和五次冷引伸的工藝方式,熱擠盂采用感應加熱的方式,一到四伸后進行退火處理,二伸后為保證壁偏差進行車外圓處理,五伸后經壓底、兩次烤口、收口、磨光、機加、低溫退火、表面處理最終得到成品。
2 殼體裂紋產生的原因及分析
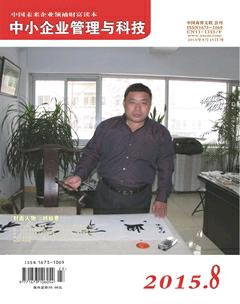
2.1 問題描述 黃銅殼體在方案摸底試驗階段,第一組殼體加工過程中,發現末伸后毛坯距內底18~26mm處有輕微斷續裂紋(見圖1),金相檢查結果為“拉裂”,深度約為0.1~0.3mm。
2.2 原因分析 通過查閱相關資料,根據多年的殼體生產經驗認為裂紋現象產生的原因主要如下:①末伸加工率過大;②毛坯未經退火處理或退火不充分;③引伸至退火間的存放期過長;④原材料中有嚴重的疵病或過量的雜質;⑤潤滑質量不好;⑥毛坯表面有嚴重的機械損傷;⑦模具表面粗糙度過高。
2.3 分析驗證
2.3.1 末伸加工率過大。引伸的關鍵工序在末伸和末前伸。末伸加工率的確定是引伸設計中至關重要的,因為它不僅是保證產品表面質量的重要因素,也是決定產品最終機械性能的重要因素。為驗證末伸加工率是否過大,對末伸的毛坯外徑Dn和末伸根部加工率進行驗算,工藝尺寸設計合理,因此可以排除末伸加工率過大產生的裂紋。
Dn=ηDj (1)
式中: Dj——產品接際部直徑;
η——系數,取0.998。
2.3.2 毛坯未經退火處理或退火不充分,引伸至退火間的存放期過長。依據加工方案要求,毛坯在每次引伸后都進行再結晶退火,目的就是消除加工硬化、恢復金屬的塑性,而且為保證產品性能穩定,在退火后均進行洛氏或布氏硬度檢測。工藝要求在每次引伸后24h內必須進行退火處理,防止引伸后長時間放置由于應力釋放產生斷裂現象。因此可排除未經退火處理或退火不充分,以及引伸至退火間的存放期過長等原因造成裂紋。
2.3.3 原材料中有嚴重的疵病或過量的雜質,潤滑質量不好。原材料在經過熔鑄后均進行探傷和化學成分分析,合格后允許進行熱擠盂、引伸等后續加工。黃銅殼體在各引伸過程中采用肥皂液進行潤滑,引伸前均將毛坯浸到肥皂液中,保證毛坯充分潤滑和起到冷卻沖模具的作用。因此可以排除原材料中有嚴重的疵病或過量的雜質,潤滑質量不好原因造成裂紋。
2.3.4 毛坯表面有嚴重的機械損傷,模具表面粗糙度過高。毛坯在熱擠盂后有除油、酸洗、內磨工序,檢驗熱擠盂后的表面質量,各引伸工序后也有酸洗工序。而且裂紋出現后又重新對五伸和四伸的沖模具和毛坯進行了表面質量檢查,模具表面粗糙度滿足模具設計要求,毛坯內表面除裂紋處以外未發現損傷。
3 裂紋復現驗證及解決措施
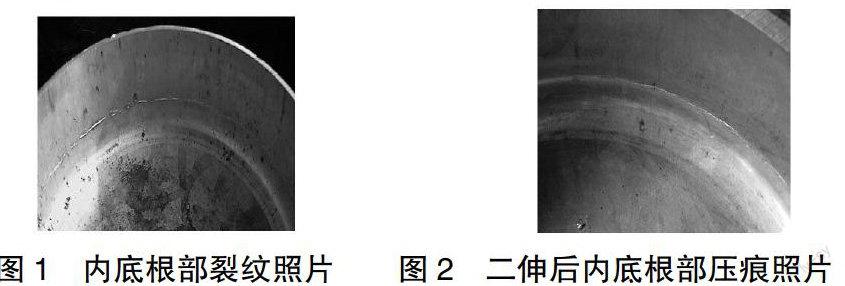
3.1 裂紋復現 為找出裂紋出現的真正原因,進行第二組殼體的加工,其過程狀態與第一組完全一致,并從熱擠盂工序開始每一道工序完成后抽1發毛坯在距底部30mm處沿徑向剖開,檢查其內表面的質量情況。結果在二伸后發現毛坯內底圓弧與筒體過渡處出現壓痕(見圖2),且具有一致性。對該狀態進行毛坯料、工藝、模具等多方面檢查發現:二伸沖子表面粗糙度滿足要求,但在端面小圓弧與體部大圓弧切點處有凸棱,沒有圓滑過渡。這種情況會造成引伸后內表面根部金屬流動遲滯,形成壓痕,壓痕位置與沖子凸棱處相吻合。為驗證二伸的壓痕是否為末伸后的裂紋,將有壓痕的毛坯隔離加工至五伸,結果毛坯出現了裂紋,而且裂紋位置和狀態均與第一組裂紋一致。證明了引伸后裂紋是由二伸壓痕導致的。
3.2 裂紋解決措施 針對裂紋出現的原因,將二伸沖子進行修磨,保證各部尺寸在圖紙尺寸公差范圍內,切點圓滑過渡。沖子修磨嚴格按尺寸設計要求執行,必須滿足如下要求:①二伸沖子根部遞減量Cq與一伸沖子和三伸沖子的間隙控制在0.2~0.6mm。②二伸沖子小圓弧半徑r及大小圓弧切點處高度hp與一伸沖子和三伸沖子相同。③沖子材料為工具鋼T10A,保證其熱處理硬度為HRC58~62。④修復后沖子表面鍍鉻,鉻層厚度為0.02~0.08mm,鍍鉻后表面拋光處理,保證粗糙度為Ra0.4。
改進后進行引伸試驗,通過后續各伸對毛坯進行解剖檢查,沒有裂紋料產生,徹底解決了殼體引伸過程中產生的裂紋問題。
4 結束語
引伸工序在黃銅殼體的制造中占有很重要的位置。因為在沖壓工序中引伸工序相對比較多,而且通過引伸為殼體的最終成形創造了條件。同時,使筒體獲得了殼體所要求的機械性能。而實際生產中引伸后的毛坯相關尺寸近似的當作沖模具的相應尺寸,沖模具表面粗糙度也會影響到引伸后毛坯的表面粗糙度。
因此引伸工序沖模具的設計至關重要,只有保證了引伸用沖模具的尺寸狀態,才能保證引伸后毛坯的尺寸狀態和體部的機械性能。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38