激光熔覆技術研究現狀及趨勢
2015-12-07 02:52:00江吉彬練國富許明三
重慶理工大學學報(自然科學) 2015年1期
江吉彬,練國富,許明三
(福建工程學院機械與汽車工程學院,福州 350118)
激光熔覆技術通過金屬合金或其他類型材料在基體上沉積,實現涂層和基層材料間的冶金結合,獲得無孔、晶粒細小的顯微組織以及良好機械性能的熔覆層[1-2]。同其他涂覆工藝技術如等離子噴涂(atmospheric plasma spraying,APS)和高速火焰噴涂(high velocity oxy-fuel spraying,HVOF)相比,熔覆層的結合性能和摩擦性能更優;同其他冶金結合工藝如電弧堆焊等相比,激光熔覆工藝對基體的熱傳導低、熱影響區(heat affected zone,HAZ)較小、基體變形較少。基于上述優點,激光熔覆技術逐漸應用于不同領域,如高附加值產品再制造或復雜形狀金屬零件的直接制造等。
隨著大功率激光器件的價格下降,在國內外高校、研究院所,越來越多的研究者開展或計劃開展激光熔覆技術研究。目前,該領域研究的新名詞不斷出現,研究內容紛繁多樣,從而給新加入的研究者在選擇研究內容、構建研究體系方面帶來困難。本文試圖在近幾年公開發表的論文和成果分類的基礎上,對現有的基礎理論、技術方法、研究內容進行歸類分析,對主要開展的研究工作進行介紹,并就后續發展方向進行展望。
1 熔覆工藝界定
激光熔覆利用高能激光束,將通過輸送裝置的金屬粉末或事先預置于基體上的涂層熔化,在基體上形成熔池。在光束通過后,熔化金屬(包括增材材料和部分基體材料)快速凝固后與基體冶金結合,形成厚0.2~2 mm、寬0.4~5 mm的單道熔覆軌跡,并通過多道軌跡搭接,在基體上建立一定體積范圍的熔覆層[3]。通過有目的地選擇材料可獲得預設計的表面屬性(耐磨性和耐腐蝕性),或通過層疊添加方式制造出預設計的零件。
根據熔覆層材料準備方式不同,激光熔覆分成一步法和兩步法2種工藝類型[1]:兩步法工藝流程的第1步是將熔覆材料預置于基體表面,通常采用膠粘方式保證材料不流動;第2步中激光束對金屬熔化,冷卻后形成熔覆層。一步法熔覆工藝是在激光束持續工作過程中增加材料被連續地輸送到熔池,輸送材料形狀可以是粉末、線材,或是被膠粘在一起的條狀材料。熔覆材料類型可以是金屬或陶瓷等非金屬。針對粉末噴射送料工藝,根據粉末噴射頭和激光工作頭的集成情況,還可以分成同軸送粉方式(圖1(a))或側向送粉方式(圖1(b))。
針對上述的不同工藝類型,本文的研究選擇目前應用更為廣泛的類型:氣體噴射金屬粉末、一步法激光熔覆工藝。工藝系統的硬件配置組成如圖2所示,按圖例順序分別包括:1激光光源,2光束轉移器,3熔覆基體,4激光工作頭(光路系統和保護氣體輸送裝備),5粉末噴射頭,6光纖,7送粉器,8實時監控單元(如光學CCD探測器),9位置坐標單元,10圖像采集器和11中央控制單元(圖像采集、圖像處理、模式識別、CAD/CAM和通信接口)等。除了圖2所示的坐標機床配置形式[1]外,機器人配置方式也較為普遍,即熔覆工作頭由機器人夾持,并控制其軌跡運動,完成熔覆工藝全過程。
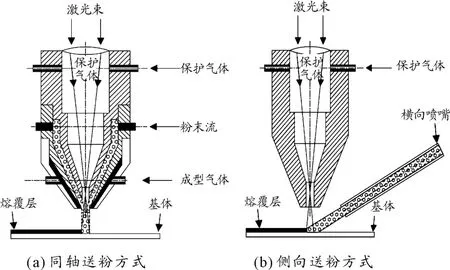
圖1 送粉方式示意圖
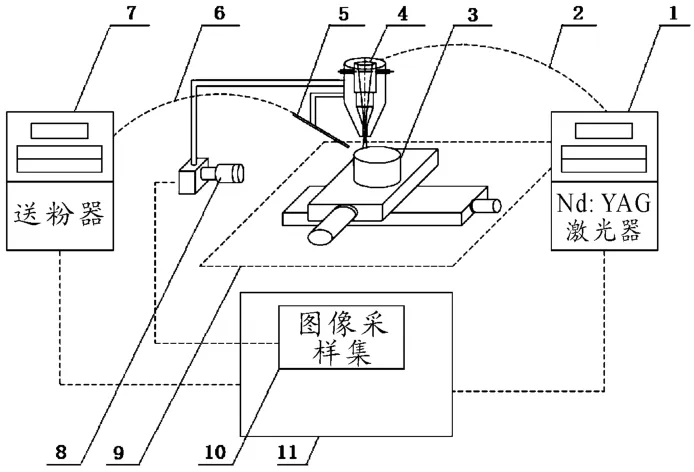
圖2 粉末噴射激光熔覆工藝系統
針對上述界定工藝,主要涉及的參數類型有工藝參數、過程參數、質量參數。其中:① 工藝參數包括光源參數(功率、焦點尺寸、波長,脈沖,光束輪廓)、工件運動參數(精度、速度和加速度)、基體參數(幾何形狀、材料屬性、預熱溫度)、粉末參數(材料成份、幾何形狀、粒度、分布狀態)、送料參數(送粉率、噴嘴形狀)和環境參數(保護氣種類、流量)等;② 過程參數包括能量吸收率、熱傳導率、粉末利用率、材料擴散、熔池溫度和流動性、粉末對激光能量損失率、凝固速率等;③質量參數包括宏觀幾何形狀(層寬、高、過度層深度)、硬度、表面粗糙度、稀釋率、結合性、微觀金相結構、殘余應力、缺陷(裂紋、氣孔)等。這些參數正是激光熔覆技術研究的控制和結果對象。
2 激光熔覆技術研究現狀
2.1 激光熔覆的同義詞
目前有關上述激光熔覆工藝,在不同文獻中有不同名稱,如激光涂層(laser coating)、激光粉末沉積(laser powder deposition)等[4]。其主要原因之一是相關研究機構和公司所采用的工藝對象、設備配置等技術細節存在差異,但基本工藝流程相似。
按本文界定的工藝特征,對近年來的研究論文和報告分析進行總結。國內外的主要研究單位提出的名稱有:在歐美國家中,美國Sandia國家實驗室稱作“激光工程化近成形 (laser engineered net shaping)”[4];密西根大學的激光輔助智能制造中心冠名為“直接金屬沉積 (direct metal deposition)”[5];Los Alamosl國家實驗室稱作“直接激光制造 (direct light fabrication)”[6];加拿大國家科學院集成制造技術研究所稱為“激光合成 (laser consolidation)”[7];加拿大滑鐵盧大學稱為“激光粉末沉積(laser powder deposition)”[8];英國曼徹斯特大學稱為“激光沉積(direct laser deposition)”[9];英國利物浦大學稱作為“激光鑄造(laser direct casting)”[10];伯明翰大學稱為“激光直接制造(direct laser fabrication)”[11]。在國內的研究機構中,香港理工大學和上海交通大學都將其定義為激光快速成型(laser rapid forming)[12-13];西北工業大學則稱為激光立體成形技術(laser solid forming,LSF)[14]。
2.2 研究內容歸類分析
目前研究工作主要集中在激光熔覆機理基礎理論和工藝參數影響性技術方法研究2個方面。研究多以樣件為對象,采用理論計算、模型仿真和實驗驗證的對比方法,研究工藝控制參數對熔覆層形成過程中熱引起的溫度場變化,熔融與凝固過程的微觀組織變化以及對最終質量特征參數中的形狀、殘余應力、結合性的影響關系。同時,結合上述研究需要,開展實時監控系統、工藝設備的開發研究。主要研究內容可歸納如下:
2.2.1 熔覆層形性建模與實驗驗證研究
由于激光熔覆屬于自由成型且具有快速冷卻的冶金工藝過程,形狀(包括表面質量)和性能(包括應力集中)控制是最關鍵的技術。針對形狀、性能綜合控制方法研究,多采用模型預測加實驗驗證方式,探究熔覆層形狀、表面質量、力學性能等同工藝參數間的對應關系,為熔覆工藝的實施提供控制依據。
Hussam ElCheikh 等[15]認為:對于單道軌跡的激光熔覆,功率、送粉率和掃描速度是影響熔覆層橫截面尺寸的3個重要工藝參數。采用解析法開展軌跡幾何參數(熔覆層寬度、高度、面積、過度區深度)和工藝參數間的相關性分析,提出2種以工藝參數為變量的形狀預測模型,包括噴射粉末分布模型(即高斯、均勻和多項式3種分布模式)以及截面圓幾何解析模型(即圓中心、半徑同參數間關系)。同時,開展3個工藝參數的交叉實驗研究,利用27道熔覆軌跡的實際截面形狀,對預測模型的有效性進行驗證。
S.Santhanakrishnan等[16]開發了基于實驗的有限元熱模型,包括材料溫度屬性、相變和實驗邊界條件,以預測激光熔覆過程中橫截面隨時間的溫度變化以及加熱和冷卻周期速率、溫度梯度、凝固速率。在該模型的基礎上,進行熱力耦合場的數值模擬分析,實現對熔覆層的微觀結構和硬度變化的預測。在AISI4140鋼上用側向送粉系統進行H13工具鋼熔覆實驗,驗證了過程參數對熔覆層幾何、微結構和硬度變化的影響。
A.Suárez等[2]針對高溫、快速凝固而引起的殘余應力,開發了瞬態非線性熱力耦合有限元模型對過程溫度、應力和應變進行預測。該模型使熔覆層殘余應力分布結果更直觀、更易理解,并可進行部分優化任務。為了驗證模型的有效性,采用能量色散X射線衍射儀(EDXRD)對樣件(AISI 304不銹鋼基體、6B硬質合金熔覆層)進行測量,將樣件殘余應力分布與模型預測進行比較。由圖3可知預測結果與測量結果具有一致性。
Subrata Mondal等[17]在 CO2激光熔覆過程中考慮熔覆的寬度、深度和性能特征,利用Taguchi’s質量損失函數進行多參數優化。通過大量的實驗,應用人工神經網絡的反向傳播方法,建立輸入參數和響應參數間的相互關系模型。其中響應參數確定為熔覆層高度、寬度、結合層深度,輸入工藝參數確定激光功率、工作臺速度和送粉率,并采用方差分析確定各控制參數對熔覆層質量的影響權重。為了驗證模型預測結果的有效性,利用優化控制參數進行熔覆實驗驗證。
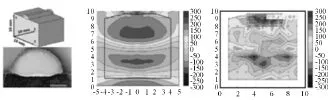
圖3 Z方向殘余應力三維模型預測與實際測量值
2.2.2 熔覆過程數值模擬與實驗驗證研究
熔覆過程的熔池溫度、粉末和保護氣流場等環境要素一方面由工藝參數確定,另一方面它們直接決定冷卻后的熔覆層質量。從機理研究角度來說,需要清晰了解熔覆過程中上述環境要素的變化情況,以獲得熔融和冷卻的相組織變化規律,為參數與質量間的相關性分析提供理論支撐。但由于上述環境要素變化的實際測量比較困難,故數值模擬成為解決上述問題的基本研究方法。
I.Tabernero等[18]應用計算流體動力學(CFD)開展了同軸送粉器的粉末流量分布數值模擬研究。流場模型由2個不同相模塊組成,其中連續相(輸送和保護氣體)采用Navier-Stokes方程,離散相(粉末顆粒)采用歐拉-拉格朗日近似方程,可實現對粉末分布狀態、顆粒速度和軌跡的數值模擬。圖4是對AISI-D2粉末濃度、顆粒速度、流場的模擬結果。由圖5可見:在噴嘴出口附近的粉末成環形分布,焦點平面為高斯分布,整個流場軸向截面表現為環形區、轉換區和高斯區的連續變化分布。該模型可用于評價最優工藝參數,或者用于優化粉末通量的同軸噴嘴設計。作為CFD模型的一個應用實例,研究者利用粉末流量模擬值計算了熔覆層幾何高度。在上述成果的基礎上,該研究組進行了熔覆過程中粉末流影響激光能量損失的研究[19],提出了一種基于“基體上粉末顆粒陰影”的能量損失模型,用于估算光束能量衰減和表征基體表面的能量密度。

圖4 模擬后得到的AISI-D2濃度(a)和速度場(b)
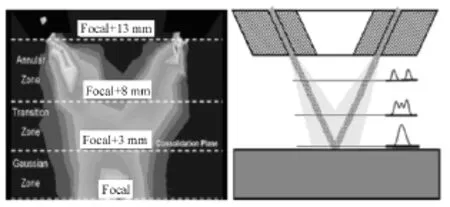
圖5 噴嘴粉末濃度分布的演變
LUO Fang等[20]采用有限元法建立同步送粉的高斯熱源三維數字模型,分析熔覆過程中激光功率同熔池溫度、熱影響區(heat affected zone,HAZ)范圍的相關性。研究選擇了以塑料模具鋼P20為基體的H13粉末熔覆實驗比較分析,并將激光功率分別設定為1.2,1.8和2.2 kW。為了實現熔池在熔覆過程的位置變化運動模擬,利用ANSYS軟件的APDL功能模塊將空間連續運動轉化為離散時間域,然后以實際時間步長進行循環加載。表1顯示了研究的熱影響區在深度和寬度方向的范圍。
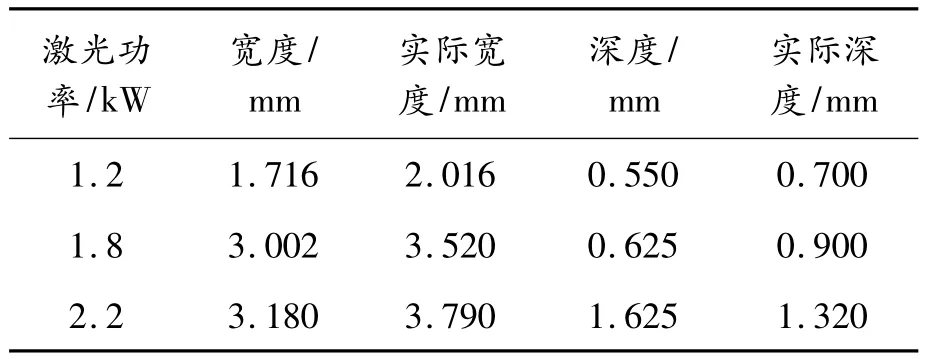
表1 激光參數、寬度和熱影響區深度
2.2.3 工藝參數變化對熔覆層質量影響研究
工藝參數對熔覆層形狀、表面質量和微裂紋的形成有重要的決定作用,它將影響熔覆層和基體的結合性以及冷卻速率,進而影響結晶過程,形成不同的力學性能。因此,有關工藝參數優化和控制的研究是目前最為廣泛的研究課題。
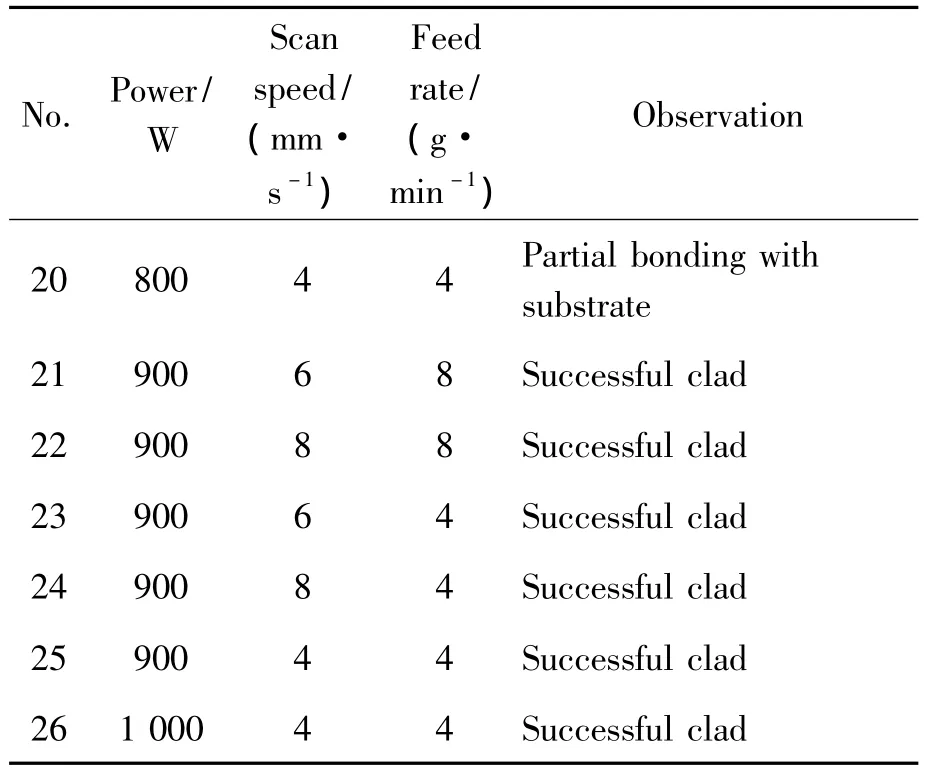
Ali Emamian等[21]以工藝參數對熔覆層密度、結合性、顯微結構的影響為目標,針對傳統研究使用過多成份元素合金粉末而使顯微結構過于復雜從而干擾結果分析的問題,采用少合金元素的原位激光熔覆(insitu laser cladding)實驗進行研究。研究使用了純鈦、石墨和Fe三種元素的混合粉末。選擇工藝參數范圍如下:激光功率為250~1000 W、送粉速率為4~8 g/min、掃描速度為2~16 mm/s。通過工藝參數交叉實驗獲得26組不同工藝參數熔覆層,如表2所示。其中,僅有6組參數的熔覆層完全同基體結合,狀態良好。研究結果表明:激光工藝參數對質量和微觀結構起著至關重要的作用。

表2 激光參數和熔覆質量
續表
Shuang Liu等[22]從粉末利用的角度,采用實驗和統計分析相結合的方法研究了工藝參數、粉末利用率、熔覆層幾何尺寸間的關系研究。由直觀的熔覆過程可知:高速噴射的粉末會有部分直接沖擊到熔池邊緣而被反彈未落入熔池形成有效利用,進而影響實際成形幾何形狀。研究工作利用鐵基粉末、中碳鋼基體交叉實驗以及反應曲面法(response surface methodology,RSM)的二次回歸模型,對比分析工藝參數(激光功率、送粉率、載氣流量和噴嘴至基體距離)對粉末利用、層高、層寬的影響。
Didier Boisselier等[23]對粉末特性參數同供粉效率、熔覆層尺寸、表面粗糙度、力學性能以及工藝參數設置的影響進行研究。研究選擇3種不同成分的氣體霧化A.316L粉末,在對粉末的特性(包括化學成分、尺寸、形狀和分布狀態)分析的基礎上進行熔覆實驗研究。分析結果表明:熔覆層形貌同粉末特性高度相關,且實際工藝參數需要根據粉末特性參數不同進行適當調整。
2.2.4 材料成份變化對熔覆層質量影響研究
有關該方面的研究,主要以獲得高質量合金涂層為目標,通過合金元素比例調整、不同材料粉末比例混合2類實驗研究,分析元素或材料成份對熔覆層組織結構和性能的影響,為熔覆材料的設計提供基礎。
在合金元素的影響性分析方面,A.Farnia等[24]開展Stellite 6和Ta的混合粉末的激光熔覆實驗。他采用掃描電子顯微鏡、能量色散光譜和透射電子顯微鏡等設備,研究了不同含量的Ta元素對Stellite 6合金顯微組織的影響。這些微觀結構的變化使熔覆層合金硬度得到提高,如圖6所示。另外,其研究發現隨著Ta含量的增加,硬度在整個涂層變得更均勻。
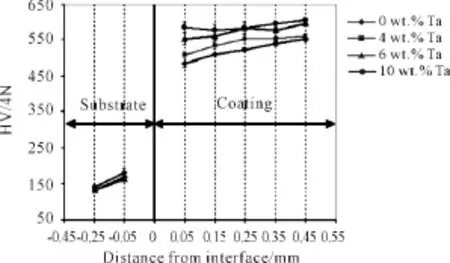
圖6 不同量Ta的涂層的硬度分布
Q.H.Li等[25]利用鈦粉末,加入不同比例納米碳管(CNT),在鈦基體材料上制備具有高溫磨損性能的TIC復合涂層。通過干滑動條件下的銷-盤(pin-on-disk)磨損測試發現,TiC復合涂層的高溫耐磨性比鈦基體高出10倍,涂層的摩擦系數比鈦基體更穩定,具有較低的平均值。由進一步的機理研究發現:TiC復合涂層的主要磨損行為是粘著磨損和氧化,而Ti基體具有磨料磨損、粘著磨損,以及嚴重塑性變形、高溫氧化現象。正是由于TiC這一硬質相,提高了熔覆層硬度,使高溫耐磨性能得到改善。
在不同材料粉末比例混合研究方面,G.J.Xu等[26]對鎢鉻鈷合金6和硬質合金(WC)混合粉末中WC比例的影響進行分析。對WC重量比例在0~47%范圍內調整,以獲得不同成份的合金粉末,然后進行2種方式的熔覆實驗,即恒定成份材料多層熔覆(CCCMLC)和功能梯度材料多層熔覆(FGMMLC),以分析考查WC成份變化對金相組成、微觀結構、硬度和耐磨性的影響。研究結果表明:金相組織為亞共晶結構、未熔解WC分散在Co合金基體、硬度隨WC成份增加而增加。CCCMLC和FGMMLC 2種工藝方法第3層的WC比重相同,由于它們具有相同的微觀結構,故熔覆層的耐磨性幾乎相同,但在微裂紋敏感性方面,FGMMLC模式比CCCMLC方式更低。
Yibo Wang等[27]從改善 FeCrBSi熔覆層組織韌性角度,將鎳基和鐵基合金粉末加入FeCrBSi合金粉末,并進行不同比例的粉末材料混合實驗,分析熔覆層裂紋敏感性影響。實驗結果表明:熔覆層的硬質相主要由碳化物M23C6、韌性相的由奧氏體γ-Fe和γ-Ni組成。隨著Ni和Fe基合金粉末含量的增加,其韌性相得以增加,相對的硬質相變得稀疏,從而降低了微裂紋產生傾向,使熔覆層韌性變高、表面粗糙度變小、內部缺陷變少。
除了外加材料成份對熔覆層性能影響外,熔覆過程材料稀釋狀態對性能影響也比較大。最低稀釋率可保證熔覆層和基體之間的良好結合,過度稀釋率則會影響熔覆層的成分和性能。I.Hemmati等[28]對Ni-Cr-B-Si-C激光熔覆層性能的稀釋影響進行分析,從稀釋基體被額外補充的鐵方面研究熔覆層的顯微組織、硬度與稀釋之間的關系機制。
2.2.5 搭接和對接對成形件質量影響研究
由于激光功率所限,單道軌跡掃描寬度較小,搭接、層疊是大面積表面工程、零件直接成型的基本工藝方法。在多道搭接熔覆中由于熔覆層多次加熱、冷卻會使熔覆層和基體材料產生變形,開裂傾向加大,且搭接界面有與其他區域不同的組織結構特征。另外,對于回轉面基體的熔覆加工(如軋輥表面強化),需要封閉環形軌跡對接工藝。對接工藝除存在著材料反復加熱問題外,還有表面形狀偏差問題。若沒有對起點、終點進行精確軌跡控制,會在對接處產生凹或凸的形狀偏差,后續磨削會產生誤差復印,直接影響零件的最終成型質量。因此,有關搭接和對接研究是改善組織、減少缺陷、提高精度不可缺少的環節。
黃鳳曉等[29]探討了工藝參數對熔覆層橫向搭接結合界面組織的影響。采用中碳鋼基體熔覆鎳基合金材料組合,進行單層兩道橫向搭接熔覆實驗,搭接率為35%。實驗和顯微組織分析結果表明:工藝參數對結合界面組織的影響與其對前一道熔覆層表面轉向枝晶區域的重熔深度,以及前一道表面晶粒取向、各晶粒的熔化程度與激光熔池內存在的對流作用有關。
Andrea Angelastro 等[30]用鎳基合金(colmonoy 227-f)和碳化鎢/鈷/鉻(WC/Co/Cr)采用多層激光熔覆工藝制備復合涂層。以最小孔隙率和良好結合性為優化目標,建立了激光束平移速度、橫向掃描間距和層間沉積厚度為控制參數的優化模型,并通過同軸送粉熔覆進行實驗驗證。
V.Ocelík[31]等針對環形幾何軌跡對接處出現的材料性能差異和裂紋缺陷的問題,在IPG光纖激光器、四軸運動控制組成的實驗系統中,用鐵基、鈷基2種粉末、直徑為40 mm的SS304棒料基體進行對接實驗。通過對回轉運動、光源開關延時控制邏輯的設計,設計了“Laser after motion、Gradient power、Variable defocus、Track-in/Trackout、Remelting”5 種對接方式。通過對“起/停”接合區的厚度、硬度和界面組織進行分析,評估對接方式的可行性,研究表面只有“Gradient power、Variable defocus”可以滿足要求。同時,通過對接合區材料成份、晶體結構的分析,進一步研究了對接區硬度變化和局部“稀釋率”之間的相關性。
2.2.6 熔覆工藝系統研發及設備應用比較研究
高性能熔覆工藝系統是高質量熔覆層獲取的前提之一。目前,已有的工藝系統研究主要集中在激光器、送粉器、進給系統等工藝設備和狀態監控等質量保障設備方面。由于目前應用的激光熔覆系統多是開環控制,熔覆層質量在很大程度上依賴于操作者的技能,后處理過程經濟和時間成本高,因此狀態監控和實時控制已成為急需解決的工程應用關鍵問題。
J.T.Hofman等[32]開發了激光功率閉環控制系統進行熔覆層寬度過程控制研究。該系統采用CMOS相機、離散信號處理器、熔池寬度的控制算法,在確定指定熔池寬度所需的激光功率基礎上,通過處理器增益控制,實現對熔覆過程的有效擾動(如熱變化、速度變化)引起寬度變化的補償。實驗結果表明:該系統在有效控制軌跡寬度的同時,通過實時調整激光功率,使得熔覆層的稀釋率、顯微硬度等質量指標在整個軌跡上保持相對恒定的值。
L.Song等[33]開展了熔覆層高度過程控制研究,開發了基于CCD相機和雙色高溫多信號處理控制器。該系統包括基于規則邏輯的高度主控制器以及基于預測控制算法的熔池溫度輔助控制器。在實際熔覆過程中,當熔池高度超過預定熔覆層的厚度變化范圍時,溫度控制器會激活主控制器,增加和減小激光功率,實現高度恒定在線控制。
J.L.Arias等[34]從解決圖像處理速度慢、影響控制精度問題的角度,開展了基于現場可編程門陣列FPGA的控制系統研發。系統同樣利用相機圖像處理,實現寬度和功率間的閉環控制。所有的控制和監測的任務均通過FPGA進行,從而充分利用其資源和運行速度,保證系統監控的實時處理能力。同時,系統還集成了激光焦點距離控制的功能。
工藝設備應用比較方面的研究工作為現有設備選型、針對熔覆工藝的設備性能改善提供理論依據。
J.del Val等[35]進行了 Yb:YAG單模光纖激光器和Nd:YAG激光器作為熔覆能源的性能差異性研究。通過相同條件下的兩光源熔覆實驗,對幾何形狀、硬度、楊氏模量和剛度測量比較分析。結果表明:只有在很窄的軌跡寬度熔覆時,才需要選擇高能量的激光器;而大面積熔覆時,選擇傳統的Nd∶YAG激光更為適用。
Alain Kusmoko等[36]在鎳合金基體上進行Stellite 6涂層實驗,對激光熔覆、高速氧燃料(HVOF)噴涂和等離子噴涂技術進行工藝比較研究。結果表明:相對于其他2種涂覆工藝,激光熔覆沉積層最為致密、無裂紋,硬度、耐磨性最高。
2.2.7 激光熔覆直接制備新型金屬/合金/生物材料
由于激光熔覆同傳統技術方式相比,具有更快的處理速度、高加熱/冷卻速率(105 K/s)和凝固速度(最高可達30 m/s)、過程易于自動化、環境清潔等優勢,被成功應用于材料設計研究與開發方面。目前主要集中在設計金屬基復合材料、高熵合金以及生物質活性材料方面。
J.D.Majumdar等[37]開展碳化硅分散(5 和20%)AISI316L不銹鋼金屬-基體復合材料的研究,成功地在最佳工藝條件下獲得2種無缺陷均勻不銹鋼陶瓷復合材料,2種(5和20%SiC)不銹鋼陶瓷復合材料的顯微硬度有明顯提高,20% 的SiC不銹鋼陶瓷復合材料的耐磨性得到了較大的改進。
T.M.Yue等[38]在純鎂基體上通過激光熔覆方法制造AlCoCrCuFeNi高熵合金(HEA)。實驗結果的熔覆層可分為2部分,頂部為AlCoCrCuFe-Ni合金層,下層為含有部分熔化高熵合金的富鎂基復合材料層。研究同時發現:在熱凝固過程中,由于銅元素同其他元素的低親和力,部分Cu元素擴散到鎂熔液中,隨后固化銅鎂合金。借助KGB(the Kurz-Giovanola-Trivedi and the Gaümann model)模型,對 HEA凝固的分析結果也表明銅從HEA熔液中析出,且析出量與實測值高度一致。
R.Comesa?at等[39]采用激光熔覆快速成型技術研制磷酸鈣移植材料—羥基磷灰石(hydroxyapatite,HA),基于過程參數和熱/溫歷史數據評估實現熔覆過程優化,得到完全的HA脫羥基材料。其微觀結構是α-磷酸三鈣(A-TCP)基體上分布著核磷酸四鈣(TTCP)顆粒,并與氧基磷灰石和無定形磷酸鈣共存。
3 激光熔覆技術研究趨勢
1)在研究體系構建方面,激光熔覆作為材料科學、機械工程等多學科交叉技術,其研究需要由材料科學領域向制造工程領域拓展,并面向工程應用對象來構建研究體系。
盡管激光熔覆已經成為國內外表面工程材料領域和增材制造領域的研究熱點,但目前還主要集中在材料工程領域的理論和應用基礎研究,其工程化應用研究相對較弱,批量、規模應用還未見報道,更多的是少量試驗驗證應用。隨著關鍵設備價格的下降,越來越多的企業會引入激光熔覆工藝,因此工程化應用研究趨勢成為必然。激光熔覆技術涉及的學科領域廣泛,且未知研究方向不斷被發掘,需要研究者和研究機構在不斷出現的新名詞、新方法面前,結合已有的條件基礎,選擇具體工程應用對象,構建完整研究體系,包括研究方向的凝練、隊伍和實驗條件的建設等。由于激光熔覆直接制造金屬零件時,其表面粗糙度等無法滿足精密零件的需要,在研究體系構建中,還需要綜合考慮后序精密切削加工。只有這樣才能借助工程應用來發現和提煉新科學問題和新技術方法,實現研究工作的可持續化,并形成自己的研究特色。
2)在應用基礎研究方面,激光熔覆及合金化涉及遠離平衡態的復雜物理冶金過程。其研究需要在表面精度、少無缺陷2個研究方向上取得突破,尤其要解決裂紋問題。
首先,復雜形狀零件少無切削加工是增材制造的最大優勢。相對于激光金屬燒結工藝,激光熔覆直接成型零件的表面粗糙度高,形狀、位置精度低。盡管目前如德馬吉、三菱等已成功開發了增-減材料復合加工工藝及裝備,但對于具有復雜形狀內腔的零件磨削就無能為力。其次,由于“高溫、快冷”的工藝特性,造成熔覆層的應力集中、開裂傾向大,已嚴重影響了激光熔覆技術的工程化應用[40]。針對熔覆層裂紋敏感性大的問題,需要從凝固動力學、結晶學和相變理論出發,系統研究激光快速凝固行為,揭示材料微結構的形成、演化機理及其規律;同時,研究熔融時熔池溫度場分布、熔池對流機制,冷凝時熔覆層內發生的組織變化過程及其規律,為優化加工工藝參數提供基礎理論數據。
3)在應用技術研究方面,激光熔覆技術可實現形狀復雜、功能特殊的金屬零件直接制造,還需向曲面基體混合制造、梯度材料零件制造和大面積激光熔覆方向拓展。
首先,現有實驗研究對象多為平面基體、直線軌跡。而在工程上,直接成型混合制造(hybrid manufacturing)零件對象,基體多為曲面,成型軌跡也是空間曲線,如葉輪表面強化、滾刀刀刃直接成形。同平面基體、直線軌跡熔覆相比,其溶池形狀、稀釋率、光束入射角等影響因素會有較大不同。需要在平面基體研究成果的基礎上進一步研究曲面和空間軌跡參數的對熔覆過程的影響,并優化加工工藝參數;其次,在梯度功能材料零件直接成型方面,相對于傳統制造和激光燒結工藝,激光熔覆工藝已表現出便于實現自動化、過程中隨時改變熔覆合金成分的優勢。但如何控制和優化強化相的分布、實現組織變化均勻化等問題,仍需要進行深入細致的研究[41-44];第三,如前所述,實際工程中有許多大面積熔覆,多道搭接仍是基本解決方法。但搭接熔覆增加開裂傾向問題、掃描軌跡優化問題等,仍需進行深入細致的研究。
4)在功能器件研發方面,激光熔覆的動態高溫小熔池冶金、自由成型工藝需要加強實時檢測與反饋控制技術研究,研發可工程化應用的熔覆質量控制系統。
為了獲得穩定的晶粒結構、力學性能和表面質量,必須對熔覆過程進行實時控制[42]。熔覆過程是多因素互相作用的動態冶金過程,且零件成形通過單道軌跡掃描層疊循環獲得,成形質量隨時會因某一因素的不穩定而變化,并被后續層疊過程放大,使制造無法進行或失敗。因此,對熔覆制造過程的檢測與閉環反饋控制極為重要。通過對熔覆過程中熔池溫度場、熔池形狀變化、沉積層厚度等關鍵因素的實時檢測,反饋控制激光器輸出功率、掃描速度、送粉速度等工藝參數,以補償工藝過程的外部環境變化以及工藝參數的隨機偏差,是熔覆質量控制系統研發的基本思路。但由于熔池溫度高、組織變化快、電光磁干擾大,加之工藝參數間非線性耦合影響等問題,給上述思路的實驗帶來相當大的困難。因此,需要在熔覆機理研究成果的基礎上,針對熔覆工藝特性開展檢測技術和控制方法研究,從而研發出穩定工程應用的功能器件和控制系統。
4 結論
1)激光熔覆技術隨著大功率激光技術的日益成熟、制造成本的降低,以及表面工程和增材制造領域應用研究的深入,將成為學術界、工業界的熱點。
2)激光熔覆技術的理論、應用基礎研究目前較多地集中于材料科學和工程方向。但該技術作為典型的制造工藝技術,其結合工程對象的應用基礎研究相對薄弱,這也是影響工程應用效果的主要原因。
3)激光熔覆技術研究者需要將該技術作為整個制造工程領域的單元技術之一,同精密切削加工技術等一起來構建完整的研究體系,并面向工程應用對象,發現技術問題、提煉科學問題。
4)探索提高激光熔覆成形金屬零件的尺寸和形狀精度,降低缺陷產生和加工成本的方法,并以此為基礎,開展大型高性能金屬結構部件的激光快速修復研究是激光熔覆技術實現快速工程應用的有效途徑。
[1]Toyserhani E,Khajepour A,Corbin S.Laser Cladding[M].London:CRC Press,2005.
[2]Suárez A,Amado J M,Tobar M C,et al.Study of residual stresses generated inside laser cladded plates using FEM and diffraction of synchrotron radiation[J].Surface and Coatings Technology,2010,204:1983-1988.
[3]Smurov I,Doubenskaia M,Zaitsev A.Comprehensive analysis of laser cladding by means of optical diagnostics and numerical simulation[J].Surface and Coatings Technology,2013,220:112-121.
[4]David D Gill,John E Smugeresky,Clinton J Atwood.Laser Engineered Net Shaping(LENS)for the Repair and Modification of NWC Metal Components[EB/OL].[2014-12-19].http://www.sandia.gov/mst/pdf/LENS.pdf.
[5]Jyoti Mazumder.Direct Metal Deposition:Process,Control,Properties and Applications[EB/OL].[2014-12-04].http://claim.engin.umich.edu/papers/maxumderthermec-2009-presentation/.
[6]Lewis G,Milewski J O,Thoma D B,et al.Properties of near-net shape metallic components made by the directed light fabrication process[C]//8th Annual Solid Freeform Fabrication Symposium.Austin TX:[s.n.],1997:513-520.
[7]McGregor G,Islam M U,Xue L,et al.Laser consolidation methodology and apparatus for manufacturing precise structures:U.S.Patent 6,504,127[P].2003-1-7.
[8]Ehsan Toyserkani,Amir Khajepour.A mechatronics approach to laser powder deposition process[J].Mechatronics,2006,16(10):631-641.
[9]Waheed U H S,Andrew J P,Lin L.Combining wire and coaxial powder feeding in laser direct metal deposition for rapid prototyping[J].Applied Surface Science,2006,252(13):4803-4808.
[10]Handa D P,Foxa M D T,Harana F M,et al.Optical focus control system for laser welding and direct casting[J].Optics and Lasers in Engineering,2000,34(4-6):415-427.
[11]Wu X,Mei J.Near net shape manufacturing of components using direct laser fabrication technology[J].Journal of Materials Processing Technology,2003,135(2/3):266-270.
[12]Lin X,Yue T M,Yang H O,et al.Huang:Metall.Mater.Trans.A[Z].2007,38A,127-137.
[13]Li Y,Yang H,Lin X,et al.The influences of processing parameters on forming characterizations during laser rapid forming[J].Materials Science and Engineering A,2003,360(1/2):18-25.
[14]黃衛東,李延民,馮莉萍,等.金屬材料激光立體成形技術[J].材料工程,2002(10):40-43.
[15]Hussam ElCheikh,Bruno Courant,Samuel Branchu,et al.Analysis and prediction of single laser tracks geometrical characteristics in coaxial laser cladding process[J].Optics and Lasers in Engineering,2012,50(3):413-422.
[16]Soundarapandian Santhanakrishnan,Fanrong Kong,Radovan Kovacevic.An experimentally based thermo-kinetic hardening model for high power direct diode laser cladding[J].Journal of Materials Processing Technology,2011,211(7):1247-1259.
[17]Subrata Mondal,Asish Bandyopadhyay,Pradip Kumar Pal.Application of artificial neural network for the prediction of laser cladding process characteristics at Taguchi-based optimized condition[J].The International Journal of Advanced Manufacturing Technology,2014,70(9-12):2151-2158.
[18]Tabernero I,Lamikiz A,Ukar E,et al.Numerical simulation and experimental validation of powder flux distribution in coaxial laser cladding[J].Journal of Materials Processing Technology 2010,210(15):2125-2134.
[19]Tabernero I,Lamikiz A,Martínez S,et al.Modelling of energy attenuation due to powder flow-laser beam interaction during laser cladding process[J].Journal of Materials Processing Technology,2012,212(2):516-522.
[20]Luo F,Yao J H,Hu X,et al.Effect of laser power on the cladding temperature field and the heat affected zone[J].Journal of Iron and Steel Research,International,2011,18(1):73-78.
[21]Emamian A,Corbin S F,Khajepour A.Effect of laser cladding process parameters on clad quality and in-situ formed microstructure of Fe-TiC composite coatings[J].Surface andCoatingsTechnology,2010,205(7):2007-2015.
[22]Shuang Liu,Radovan Kovacevic.Statistical analysis and optimization of processing parameters in high-power direct diode laser cladding[J].Optics and Lasers in Engineering,2014 ,74(5-8):867-878.
[23]Didier Boisselier ,Simon Sankaré.Influence of powder characteristics in laser direct metal deposition of SS316L for metallic parts manufacturing[J].Physics Procedia,2012,39:455-463.
[24]Farnia A,Malek Ghaini F,Rao J C,et al,Effect of Ta on the microstructure and hardness of Stellite 6 coating deposited by low power pulse laser treatments[J].Surface and Coatings Technology,2012,213:278-284.
[25]Li Q H,Savalani M M,Zhang Q M,et al.High temperature wear characteristics of TiC composite coatings formed by laser cladding with CNT additives[J].Surface and Coatings Technology,2014,239:206-211.
[26]Guojian Xu,Munaharu Kutsuna,Zhongjie Liu,et al.Characteristic behaviours of clad layer by a multi-layer laser cladding with powder mixture of Stellite-6 and tungsten carbide[J].Surface and Coatings Technology,2006,201:3385-3392.
[27]Yibo Wang,Shusen Zhao,Wenyan Gao,et al.Microstructure and properties of laser cladding FeCrBSi composite powder coatings with higher Cr content[J].Journal of Materials Processing Technology,2014,214:899-905.
[28]Hemmati I,Ocelιk V J,De Hosson M.Dilution effects in laser cladding of Ni-Cr-B-Si-C hardfacing alloys[J].Materials Letters,2012,84:69-72.
[29]黃鳳曉,江中浩,劉喜明.激光熔覆工藝參數對橫向搭接熔覆層結合界面組織的影響[J].光學精密工程,2011,19(2):316-321.
[30]Andrea Angelastro,Sabina L.Campanelli,Giuseppe Casalino,et al.Optimization of Ni-Based WC/Co/Cr Composite Coatings Produced by Multilayer Laser Cladding[J].Advances in Materials Science and Engineering,2013(13):61-54,64.
[31]Ocelík V,Eekma M,Hemmati I,et al.Elimination of Start/Stop defects in laser cladding[J].Surface and Coatings Technology ,2012,206:2403-2409.
[32]Hofman J T,Pathiraj B,van Dijk J,et al.A camera based feedback control strategy for the laser cladding process[J].Journal of Materials Processing Technology,2012,212(11):2455-2462.
[33]Song L,Bagavath-Singh V,Dutta B,et al.Control of melt pool temperature and deposition height during direct metal deposition process[J].International Journal of Advanced ManufacturingTechnology,2012,58(1-4):247-256.
[34]Arias J L,Montealegre M A,Vidal F,et al.Real-time laser cladding control with variable spot size[C]//International Society for Optics and Photonics.[S.l.]:[s.n.],2014:89700Q-89700Q-15.
[35]del Val J,Comesa?a R,Lusqui?os F,et al.Laser cladding of Co-based superalloy coatings:Comparative study between Nd:YAG laser and fibre laser[J].Surface and Coatings Technology,2010,204:1957-1961.
[36]Alain Kusmoko,Druce Dunne,Huijun Li.A Comparative Study for Wear Resistant of Stellite 6 Coatings on Nickel Alloy Substrate Produced by Laser Cladding[J].HVOF and Plasma Spraying Techniques.International Journal of Current Engineering and Technology,2014,4:32-36.
[37]Jyotsna Dutta Majumdar,Ajeet Kumar,Lin Li.Direct laser cladding of SiC dispersed AISI316L stainless stee[J].Tribology International,200942(5):750-753.
[38]Yue T M,Xie H,Lin X,et al.Solidification behaviour in laser cladding of AlCoCrCuFeNi high-entropy alloy on magnesium substrates[J].Journal of Alloys and Compounds,2014,587:588-593.
[39]Comesa?a R,Lusqui?os F,Quintero F,et al.Calcium phosphate grafts produced by rapid prototyping based on laser cladding[J].Journal of the European Ceramic Society,2011,31(1):29-41.
[40]張光鈞,吳培桂,許佳寧,等.激光熔覆的應用基礎研究進展[J].金屬熱處理,2011,36(1):5-13.
[41]楊森,趙金蘭,楊欣.激光熔覆制備梯度功能涂層的研究現狀[J].激光技術,2007,31(2):220-224.
[42]李寶靈,溫宗胤,馮樹強,等.球墨鑄鐵激光熔覆鎳基合金的研究與應用[J].激光雜志,2012(3):35-36.
[43]王劍彬,曾慶生,楊毅.激光熔覆配油盤零件工藝參數優化研究[J].激光雜志,2014(6):51-53.
[44]Stefan Kaierle ,Alexander Barroi,Christian Noelke,et al.Review on Laser Deposition Welding:From Micro to Macro[J].Physics Procedia,2012,39:336-345.
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
汽車工程學報(2017年2期)2017-07-05 08:13:02
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
