理想條件下BTA鉆鉆桿的渦動分析
2015-12-13 05:09:02魏旭民
機械管理開發 2015年9期
魏旭民
(中北大學機械與動力工程學院,山西 太原 030051)
引言
在深孔鉆削加工過程中,BTA 鉆的鉆桿在切削液中高速旋轉,內排屑設計的BTA 鉆桿將受到刀具慣性力、切削力,離心力、切削液的非線性流體力等的綜合作用,會引起鉆桿的質量偏心問題,從而產生渦動效應,因此鉆桿的動力學特性對BTA 刀具的使用壽命以及深孔加工的質量有著十分重要的影響[1]。
1 BTA 鉆鉆桿的渦動分析
由于在加工過程中切削液、切屑以及切削力的波動影響,工件內孔軸線與鉆桿軸線不再重合,會出現質量偏心問題[2],鉆桿的運動狀態示意圖如圖1所示。在深孔鉆削過程中BTA 鉆的鉆桿軸線總是偏離工件孔軸線,其偏心距為e、鉆桿與工件孔最大間隙為Cmax,最小間隙為Cmin,因此平均間隙為C=(Cmin+Cmax)/2。
BTA 鉆鉆桿在鉆削的過程中由于自身的慣性以及不平衡擾動的作用,使鉆桿中軸線被迫偏離原來軸線中心,但鉆桿依然繞自身軸線旋轉,同時轉子(鉆桿)還繞著初始軸線做旋轉運動,這種現象稱之為渦動。通常工件內部的鉆桿有兩種渦動情況。一種是接觸式渦動,即在切削力的波動分量、切削液擾動、切屑沖擊以及鉆桿彎曲等因素的影響下,工件孔壁與鉆桿接觸。另一種為非接觸式渦動,渦動情況為鉆桿中軸線偏離加工軸線,工件孔壁和鉆桿間鉆削液形成楔形分布的壓差,作用于鉆桿并將其托起,從而達到新的平衡,而且在此過程中鉆桿始終不與工件內孔接觸。

圖1 鉆桿的運動狀態示意圖
在切削力的波動分量、切削液擾動、切屑沖擊以及鉆桿彎曲等影響下,鉆桿與工件孔壁接觸,忽略鉆桿與工件內孔間的相對滑動,將內孔沿徑向展開,則可看成鉆桿在平面上做純滾動運動,如圖2所示。

圖2 鉆桿沿工件內壁運動展開圖
由圖2易知鉆桿的質心速度為:

式中:ω為鉆桿的轉動角速度,R為鉆桿的半徑。
鉆桿的渦動原理由圖3 可知當BTA 鉆鉆桿在工件內壁純滾動時,鉆桿質心以工件內孔軸線為軸心轉動,其轉動的角速度為:

式中:ωz為鉆桿質心繞工件內孔軸線轉動角速度,e為偏心距。偏心距e的表達式為:

式中:D0為內孔直徑(工件),Ds為鉆桿外徑。
由式(1)、(2)以及(3)可得鉆桿質心繞工件內孔軸線轉動角速度ωz為:

以上分析均未考慮鉆削液的楔形作用,當考慮鉆削液的楔形作用時,鉆桿與工件之間存在滑動或與工件不接觸。由式(4)可知鉆桿的渦動頻率與鉆桿的實際轉速成正比,然而由于實際運動過程中存在滑動,利用式(4)計算鉆桿的渦動頻率存在一定誤差。
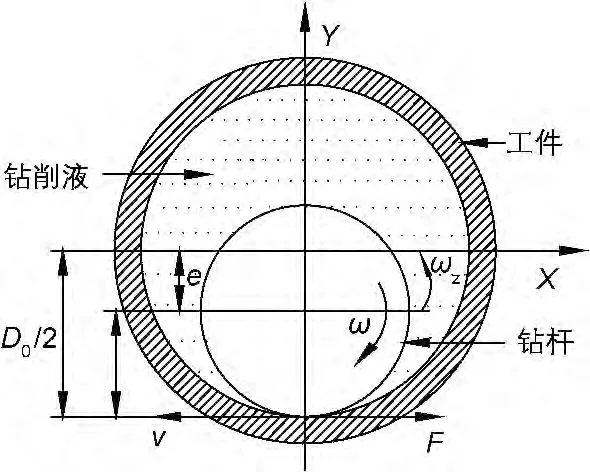
圖3 鉆桿的渦動原理圖
2 BTA 鉆桿的典型渦動軌跡
2.1 鉆桿的渦動軌跡方程
由BTA 鉆桿的渦動分析可知,BTA 鉆鉆桿的渦動軌跡方程可以用內擺線方程表示。并假設BTA 鉆桿與工件內孔的接觸為線接觸,運動過程中鉆桿以及工件無形變發生,鉆桿始終與工件內孔接觸,則可得鉆桿外圓上一點B的渦動軌跡方程為:

式中:R0為工件內孔半徑,x、y分別為鉆桿外圓上固定點B的橫、縱坐標。
考慮到鉆桿與工件內孔間的間隙、渦動的時間、鉆桿轉速以及渦動頻率的變化,可得實際鉆桿的渦動軌跡為:
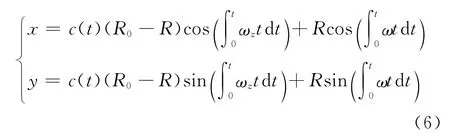
式中:c(t)為鉆桿與工件內孔的間隙函數。
在BTA 鉆鉆削過程中測得鉆桿相應的轉速、相位、位移等參數就可得到實際的鉆桿渦動軌跡。
2.2 BTA 鉆鉆桿的典型渦動軌跡
由鉆桿外圓上一點B的渦動軌跡方程(5)可知,當工件內孔半徑、鉆桿外徑以及鉆桿轉速確定時,不同的渦動頻率,鉆桿將有不同的渦動軌跡。利用Matlab軟件Plot命令對其進行仿真可得下頁仿真圖4~12。仿真參數為:鉆桿半徑R=23mm,工件內孔半徑R0=25 mm,轉速ω=10rad/s。
由圖4可知當渦動角頻率ωz=0,即不存在渦動時,無論鉆桿是否與工件接觸,鉆桿外圓上固定點B的運動軌跡就是鉆桿外圓本身。由圖5可知當渦動角頻率ωz=5rad/s時鉆桿外圓上固定點B的軌跡為2個相切的內圓,整個運動過程中只與內孔中的一點接觸。由圖6 可知當渦動角頻率ωz=10rad/s時,鉆桿外圓上固定點B與工件內孔始終接觸,固定點B的運動軌跡為工件內孔,此時工件處于穩定渦動狀態。由15~16頁圖7~11可知當渦動角頻率為鉆桿轉速的整數倍時,鉆桿外圓上固定點B的軌跡與工件內孔的接觸次數隨著渦動角頻率的增加而增加,即鉆桿的渦動頻率越高鉆桿的渦動也就越劇烈。
由式(4)可知,當鉆桿半徑R=23mm,工件內孔半徑R0=25mm,轉速ω=10rad/s時,鉆桿的渦動角頻率ωz=115rad/s,因此在純滾動的假設條件下,鉆桿上固定點的運動軌跡如16頁圖12所示。由圖12可知,鉆桿固定點的速度是隨著時間周期性變化的,由于周期性變化而產生的交變應力將引起鉆桿的疲勞損壞。

圖4 ωz=0時固定點B 的運動軌跡
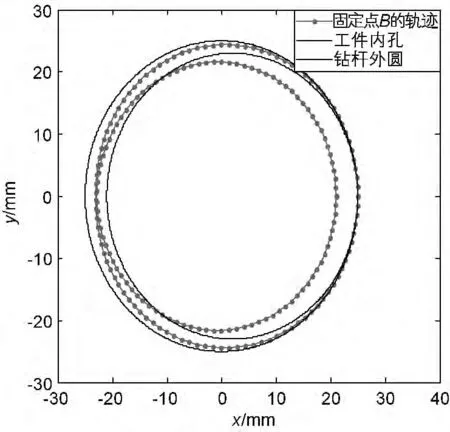
圖5 ωz=5rad/s時固定點B 的運動軌跡

圖6 ωz=10rad/s時固定點B 的運動軌跡
3 結論
本文對BTA 鉆鉆桿的渦動進行了分析,在忽略鉆削鉆桿與工件相對滑動的前提下,解出了BTA 鉆鉆桿的渦動頻率,建立了BTA 鉆鉆桿的渦動軌跡方程,基于以上方程對BTA 鉆的典型渦動軌跡,利用Matlab軟件進行了仿真分析,并得出以下結論:
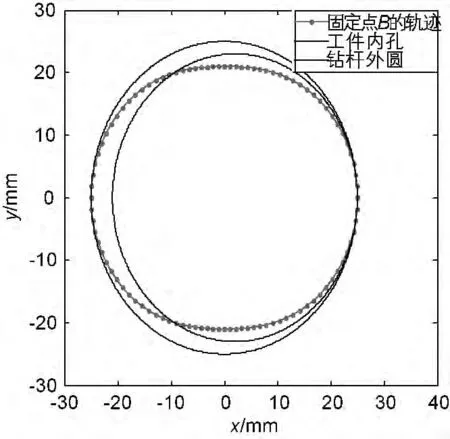
圖7 ωz=30rad/s時固定點B 的運動軌跡
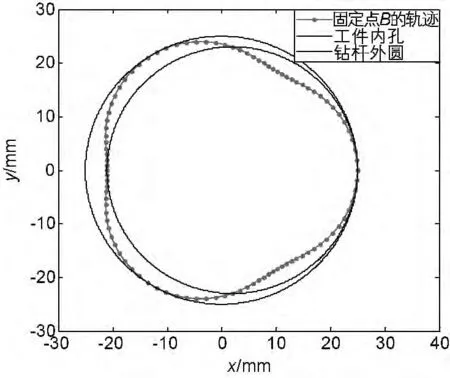
圖8 ωz=40rad/s時固定點B 的運動軌跡
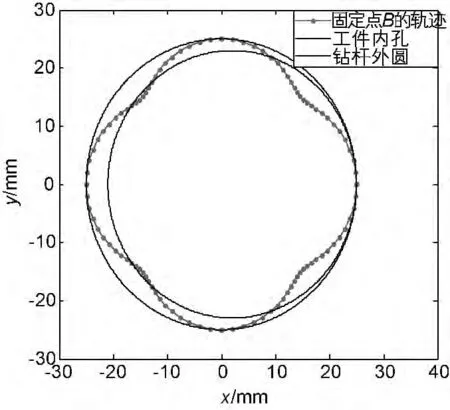
圖9 ωz=50rad/s時固定點B 的運動軌跡

圖10 ωz=100rad/s時固定點B 的運動軌跡
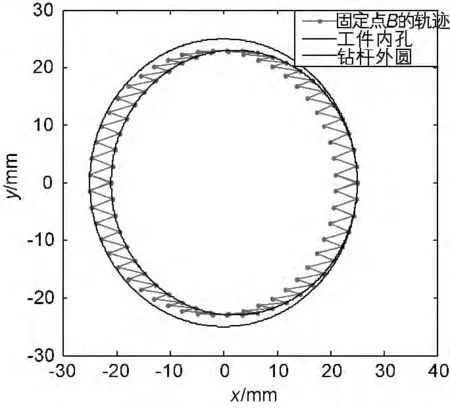
圖11 ωz=500rad/s時固定點B 的運動軌跡
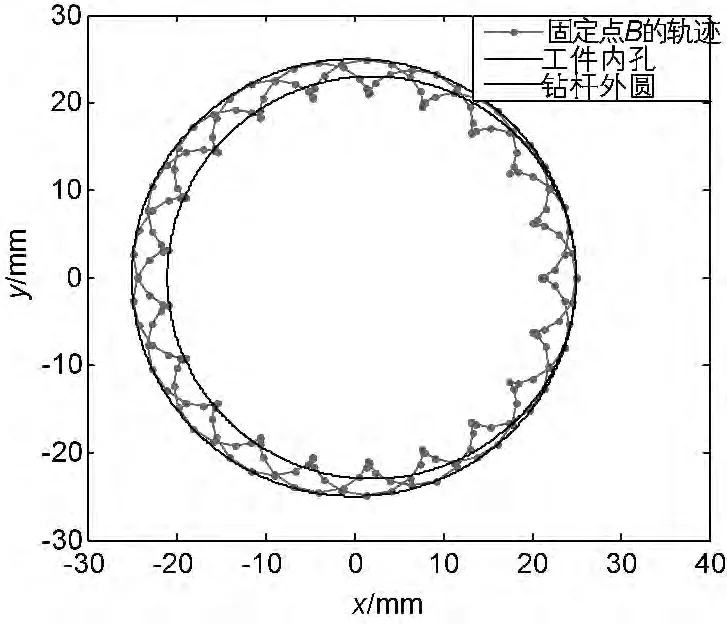
圖12 ωz=115rad/s時固定點B 的運動軌跡
1)鉆桿在發生渦動時,鉆桿某一點的速度是隨著時間變化的,且鉆桿的渦動頻率越高鉆桿速度變化越大,且周期越短,鉆桿由于周期性變化而產生的交變應力將引起鉆桿的疲勞損壞。
2)鉆桿的渦動頻率與鉆桿的轉動角速度成正比,與間隙C成反比。因此當加工工件孔的直徑較大時,間隙較大,渦動頻率較小,可以選擇較大的轉速;當加工工件孔的直徑較小時,間隙較小,此時應選擇較小的轉速減小渦動頻率,從而提高鉆桿的穩定性。
[1]王峻.現代深孔加工技術[M].哈爾濱:哈爾濱工業大學出版社,2005.
[2]王世清.深孔加工技術[M].西安:西北工業大學出版社,2003.