RC1800煤泥分選機新型控制器的應用
2015-12-13 05:09:02紀琛
機械管理開發 2015年9期
紀 琛
(1.太原理工大學礦業工程學院,山西 太原 030024;2.大同煤礦集團煤炭洗選分公司,山西 大同 037001)
概況
塔山選煤廠由約翰芬雷公司總承包建設,于2003年11月開工建設,2006年4月開始試運轉,2008年12月通過驗收。設計能力1 500萬t/年,屬于礦井型動力煤選煤廠,服務年限120 年。全廠占地面積約23萬m2,總投資5.2億。主要生產工藝為:采用分級入選,150~13mm 塊煤重介淺槽分選;13~1.5 mm 末煤三產品重介旋流器分選;1.5~0.2 mm 粗煤泥通過煤泥分選機分選;-0.2mm細煤泥采用加壓過濾機與板框壓濾機聯合工藝。
1 現用泥煤分選機存在問題
塔山選煤廠RC1800煤泥分選機,是國內第一家引進澳大利亞Ludowici粗煤泥分選設備,它利用顆粒通過一個自生的流態固體床層時的沉降速度來完成分選[1,3]。自2006年安裝投產以來,煤泥分選機分選達不到穩定狀態,一是控制閥門開關不穩定,造成設備內部煤泥堆積;二是分選效果不好,精礦進入尾礦,造成離心機瞬間過載停機等事故,自動控制功能不能實現,設備必須人工手動操作,無法保證分選效果,制約選煤廠生產。
2 問題分析
RC1800煤泥分選機是選煤廠粗煤泥分選設備,控制設備包括主機控制器、壓力傳感器與各種控制閥門,密度的設定由槽體內兩個壓力探針之間的DP(微分壓力)讀數來計算。這個DP讀數表明兩個探針間的平均礦漿密度。因為控制器調節不穩定,經常造成機內煤泥堆積,壓力傳感機變形損壞[2,4]。
原裝控制器采用是美國紅獅公司DLC,操作為英文界面(見圖1),控制比較繁瑣。

圖1 控制器及控制面板
修改參數及程序相對復雜,傳感器反應速度慢,控制柜空間有限(見下頁圖2),維護力度大,閥門開關控制不到位,控制面板調節繁瑣,顯示不穩定,引起RC1800煤泥分選機分選效果不好,造成事故停車。
3 解決方案

圖2 原控制柜內布線圖
針對以上問題研究分析,必須改造現有控制系統,保證控制器操作簡單、閥門控制合理。采用西門子S7-200系列PLC,控制面板采用mcgsTpc嵌入式一體化觸摸屏,在不影響生產的情況下,設計安裝控制柜與編輯程序,分步修改。以控制簡單,實用為主的原則入手,改造硬件設備。
軟件以現有成熟技術,西門子PLC 控制器為核心,以Step7-Micro/Win.v4.0版開發,以設備工藝要求編輯邏輯程序,觸摸屏采用上位機組態編輯畫面,并下載到主機內。設置與S7-200控制器通訊連接完成程序改造,見圖3。

圖3 RC1800控制流程圖
調試是最關鍵的部分,安裝改造完成的控制柜,保證與原有的外部控制設備可靠連接,并修改對應相關程序參數及設定值與工藝參數相結合,設置觸摸屏參數與PLC 控制器參數做到通訊無縫連接,集中控制上位機監測RC1800煤泥分選機數據,保證設備與上一級聯鎖可靠,見圖4、圖5。

圖4 改造后HMI觸摸屏
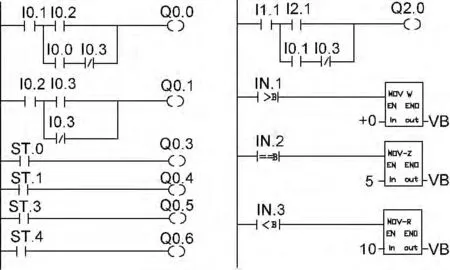
圖5 S7-200邏輯梯形簡易圖
4 結語
經過一個月的安裝調試,3 臺RC1800 控制器改造圓滿完成,也得到了很好的效果,煤泥分選機事故基本排出,維護也簡單化,提高了生產率,保證了選煤廠正常生產運營。本次改造利用現在技術大膽改造國外進口設備,攻克了技術難題,通過這次改造,使今后電氣的維護非常方便,操作也簡單。為將來國內選煤行業同型號的設備,在安裝維護方面有例可循,起到了很好的借鑒作用。
[1]謝廣元.選礦學[M].北京:中國礦業大學出版社,2004.
[2]匡亞莉.選煤工藝設計與管理[M].北京:中國礦業大學出版社,2007.
[3]孫玉波.重力選礦[M].北京:冶金工業出版社,1998.
[4]王振生.選煤廠生產技術管理[M].北京:煤炭工業出版社,2010.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
流程工業(2022年3期)2022-06-23 09:41:08
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
智富時代(2018年5期)2018-07-18 17:52:04
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
中學科技(2014年11期)2014-12-25 07:38:53