帶阻尼臺一級轉子葉片模鍛件制坯工藝研究
2015-12-16 07:17:34馬栓柱臧德昌
鍛壓裝備與制造技術 2015年6期
馬栓柱,臧德昌,蔡 梅,張 穎
(中航工業沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043)
0 引言
某發動機風扇轉子裝配平衡組合件中的第一級轉子葉片零件如圖1所示。該葉片屬于寬弦長(葉身最大寬度131.3mm)、大扭角(最大扭角約30°)葉片。葉身長約300.7mm,葉身中部阻尼臺深度69mm,材料為TC4鈦合金。考慮到機加定位和加工余量要求,兼顧模鍛成形時鍛件出模的需要,設計模鍛件如圖2所示。該轉子葉片榫頭與垂直葉身軸線的平面成20.29°夾角,角度相對較大,不利于坯料的頂鍛聚集成形。鍛件榫頭最大截面處截面積相當于直徑?94棒料的面積,葉身處截面積相當于直徑?43的截面積,阻尼臺處截面積相當于?73棒料面積,故最大截面積相差79%。考慮到鈦合金鍛造溫度下變形抗力較大,金屬流動性差,鍛造溫度范圍窄,該模鍛件荒坯很難在5000kN平鍛機(3寸)上順利頂鍛成形。為了加快研制進度,縮短周期,滿足科研生產需要,急需探索荒坯的胎模鍛成形工藝。
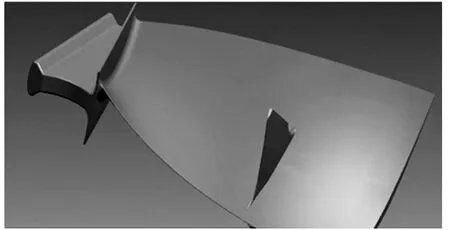
圖1 第一級轉子葉片零件示意圖
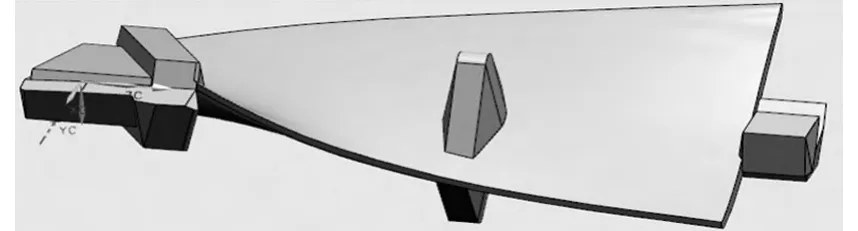
圖2 第一級轉子葉片鍛件圖
1 試驗分析
1.1 截面積分析,繪制荒坯圖
為確定鍛件荒坯的形狀和尺寸,以及下料棒材的直徑和長度,對模鍛件各截面進行截面圖計算。計算時考慮到葉片鍛件成形不易打靠的特點,葉盆面取上差,單側毛邊厚度×寬度為2mm×10mm。沿鍛件軸線選取典型部位畫出截面圖形,鍛件形狀變化劇烈處截面取得密集些[1],形狀變化平緩處截面取得稀疏些。繪制截面圖如圖3所示。可以看出模鍛件各截面所要求荒坯面積存在明顯差異,榫頭和阻尼臺處荒坯較大,葉身和葉尖處截面積較小。考慮到榫頭的傾斜角度,荒坯頭部若保證相應的斜度,模鍛成形效果會較好。根據計算結果和模鍛生產經驗[2],設計滿足模鍛要求的荒坯圖,如圖4所示。
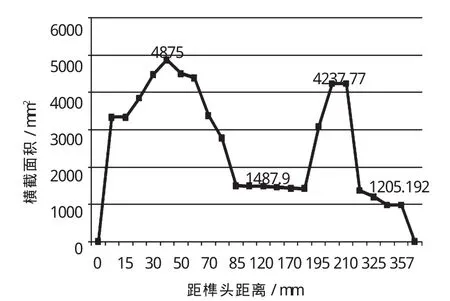
圖3 模鍛件各截面處的橫截面積
1.2 荒坯成形方案選擇
荒坯榫頭處(以下簡稱頭部,其余簡稱桿部)為傾斜20.29°的直徑?100圓臺,桿部兩端為?50圓柱,中部為?70圓臺,桿部截面差約49%。針對荒坯的形狀特點[3],提出兩種成形方案。
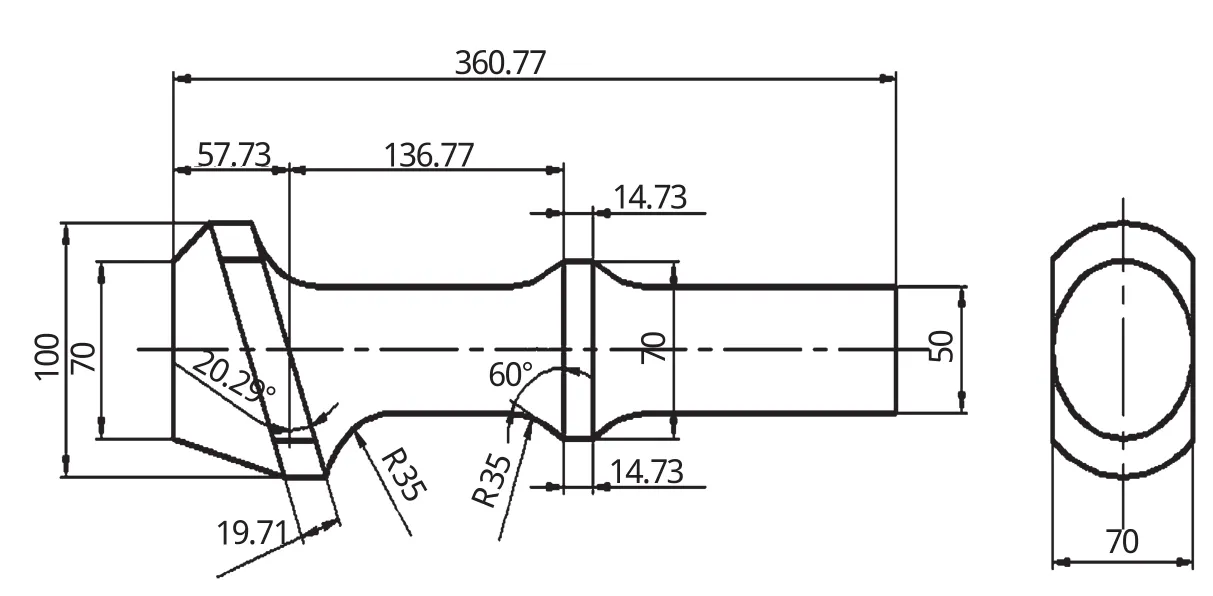
圖4 荒坯圖
方案1:桿部法蘭聚集成形后頭部聚集成形。該方案考慮到TC4鈦合金的成形特性,主要在三向壓應力下鐓粗成形,金屬流動性好。荒坯形狀完全在胎模中成形,轉接過渡處由胎模保證,轉接較圓滑,有利于模鍛充滿成形。但該方案需要多套成形胎模,尤其是頭部聚集成形時桿部需采用分體模具,這樣才能保證荒坯在成形后順利取出。聚集成形時需要采用?50直徑規格的棒材,為滿足體積要求,需要較長的下料長度,聚集時產生失穩彎曲,導致荒坯出現較深的折疊缺陷。
方案2:頭部聚集成形后桿部拔長成形。該方案只需要一套聚集成形胎模,頭部成形后順利取出荒坯鍛件,然后對桿部進行卡壓、拔長。為提高桿部質量,設計制造三套簡易自由鍛工具(摔子), 摔子直徑 ?70×寬100、?60×寬 53、?50×寬 72,分別用來整體摔桿、桿部中間分料和中間摔桿。聚集成形時需要采用?70直徑規格的棒材,成形性較好。
但該方案桿部自由鍛成形,尺寸不易控制,尤其是中部?70凸臺與榫頭間的距離。間距過大或過小都會嚴重影響模鍛成形充滿質量。同時拔長時出現多處棱邊,不能圓滑進行轉接和過渡,需要進行大量的打磨清理。
綜合考慮兩方案優缺點,最終采用方案2進行荒坯制備、設計胎模和間距控制樣板,如圖5、6所示。
1.3 成形過程模擬
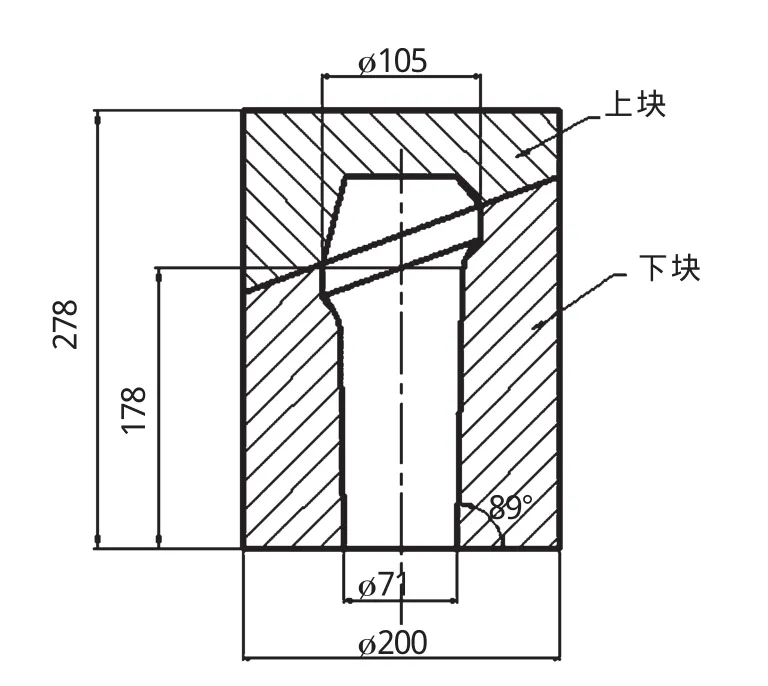
圖5 鍛造用胎模
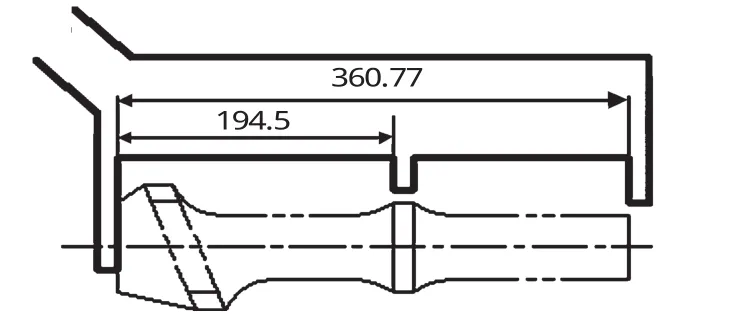
圖6 關鍵尺寸控制用樣板
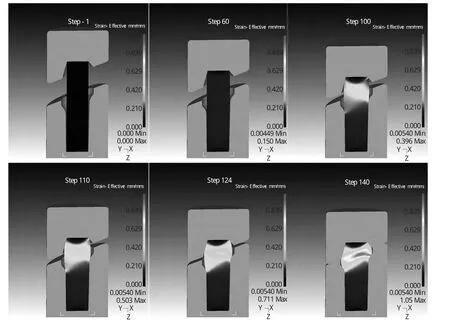
圖7 成形過程等效應變
采用DEFORM-3D進行胎模鍛造過程模擬[4,5],模型材料Ti6Al4V,剪切接觸摩擦模型,系數0.7,與胎模熱交換系數取5,鍛造溫度940℃。模擬結果等效應變場如圖7所示(因形狀對稱,取半體進行顯示)。鍛造開始時坯料首先接觸上下模腔底部,隨著上模的下移坯料中部進行自由鐓粗,外圓產生鼓肚。進行到100步時坯料外圓開始與模腔接觸,110步~124步顯示接觸面積越來越大,而且是與圖示中上模模腔的左側接觸,產生塑性變形,此時與上模腔右側基本無接觸。根據作用力與反作用力原理,勢必對上模產生向左方向的分力,導致胎模錯移。但由于此時上下模垂直距離僅為8.6mm,在7m/s的錘擊速度下即將瞬間打靠,產生的錯移不會太大,幾乎不影響荒坯尺寸。進行到140步時荒坯基本打靠。變形主要集中在中部法蘭處,心部等效應變最大(紅色區域),產生劇烈塑性變形,可能造成局部的溫度升高,生產時要注意錘擊速度和錘擊輕重,防止因變形熱效應而導致局部過熱[6]。桿部變形量較小。
2 投產試驗
為了探索鍛造成形過程中實際金屬流動規律、驗證模具的合理性、準確確定下料棒材規格尺寸以及熟練掌握鍛造操作順序,進行生產投產試驗。采用1Cr11Ni2W2MoV不銹鋼材料代替TC4鈦合金進行試驗,以便節省材料成本。共投產6件直徑?72的棒料, 長度分別為 292mm、295mm、298mm、301mm、304mm和307mm。首先試驗長度為292mm和307mm的棒料,上下模腔充滿。采用不同長度棒料生產,主要造成榫頭部分傾斜法蘭的直徑不同(?100和?105),法蘭外徑未封閉成形導致相應法蘭厚度尺寸不同。
鍛造過程中主要存在如下問題:①成形過程中胎模滑移,并且上胎模不易夾持和準確定位,導致鍛件出現錯移和扭轉。②采用不同棒料生產出的鍛件只是傾斜法蘭尺寸不同,桿部經過卡壓、拔長后,鍛件總長度為310mm,比工藝要求短50mm。③榫頭與桿部過渡處,因對棒料進行卡壓分料,導致陡峭轉接。為避免模鍛時產生折疊需要進行大量的圓滑打磨。
針對試制中出現的問題,對胎模進行改進,設計防止模具滑移的外模套和20mm厚度的墊塊,裝配圖如圖8所示。將長度為295mm、298mm、301mm、304mm的棒料在改進后胎模中成形,荒坯錯移問題基本解決。同時鍛件總長度明顯增加,但法蘭直徑為?95mm×26mm,有不同程度的減小。為保證荒坯桿部和榫頭處圓滑轉接,在傾斜法蘭根部預留?70mm×10mm的過渡區。拔長成形后荒坯鍛件總長度315mm,比工藝要求短45mm。

圖8 初步改進后胎模
為了增加荒坯總長度,將其中試驗件2的桿部整體滾圓至直徑?70mm(消除出模斜度造成的金屬體積),桿部頂端滾圓至直徑?48mm,荒坯鍛件總長度355mm,基本滿足工藝總長要求。為了方便批量生產,仍需對現有胎模進行改進,增加荒坯鍛件的總長度[7]。原20mm厚度的墊塊不能很好滿足要求,經計算現有胎模桿部需增加45mm的墊塊,保證荒坯形狀、尺寸滿足模鍛要求,優化改進后胎模如圖9所示。同時下料長度確定為?70mm×340mm,最終成形試驗鍛件實圖(不銹鋼材料試驗件)如圖10所示。采用該荒坯進行模鍛成形,葉片模鍛件成形較好,毛邊分布均勻,獲得了形狀、尺寸和性能較好的優質鍛件,驗證了該制坯方法的可靠性和合理性。
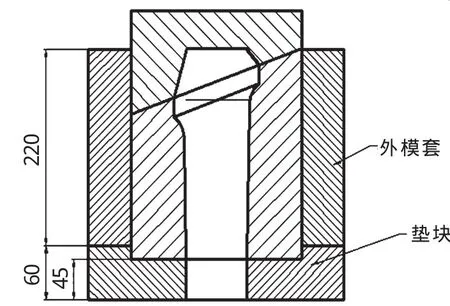
圖9 優化后胎模

圖10 第一級轉子葉片荒坯鍛件實物圖
3 結論
(1)本文設計的荒坯鍛件可以滿足葉片模鍛件的成形要求,金屬分配合理。
(2)選取的荒坯鍛件成形方案(頭部聚集成形后桿部拔長成形)可行,可生產出所設計的荒坯鍛件。
(3)為了提高生產操作的便捷性,方便模具夾持和定位,對現有胎模進行了優化設計。
(4)計算機模擬結果反映了實際鍛造成形過程中金屬流動規律,為生產操作提供了技術支持。
[1] 中國機械工程學會塑性工程學會,編.鍛壓手冊(第3版).北京:機械工業出版社,2007:778-794.
[2] 李文彬,官 軍.淺述自由鍛節料途徑[J].鍛壓裝備與制造技術,2006,( 2) :42-43.
[3] 方泉水,辛選榮,劉 汀.空心件鐓扁工藝缺陷數值模擬分析[J].鍛壓裝備與制造技術,2005,( 6):40-42.
[4] 馬琳偉,孫樂民,張巧芳,等.數值模擬在鍛造成形中的應用[J].鍛壓裝備與制造技術,2003,( 6) :9-12.
[5] 張 莉,李升軍,著.DEFORM在金屬塑性成形中的應用[M].北京:機械工業出版社,2009.
[6] 呂 成,張立文,王照坤,等.TC6鈦合金卡環鍛造過程模具受力的有限元分析[J].鍛壓裝備與制造技術,2006,( 5):73-75.
[7] 郭 偉,曹 偉.胎膜在設計、制造、使用與維修中的幾個問題[J].工業技術,2012,( 19) :97.
