海洋用CRA雙金屬復合管管端全自動堆焊工藝改進
2015-12-18 08:40:23王富鐸梁國棟梁國萍王思恩周琳琳
焊管 2015年3期
關鍵詞:工藝
王富鐸,梁國棟,王 斌,王 劍,梁國萍,趙 欣,王思恩,張 明,周琳琳
(1.陜西省金屬復合管道工程技術研究中心,西安 710065;2.西安向陽航天材料股份有限公司,西安710065)
海洋用CRA雙金屬復合管管端全自動堆焊工藝改進
王富鐸1,2,梁國棟1,2,王 斌1,2,王 劍1,2,梁國萍1,2,趙 欣1,2,王思恩1,2,張 明1,2,周琳琳1,2
(1.陜西省金屬復合管道工程技術研究中心,西安 710065;2.西安向陽航天材料股份有限公司,西安710065)
針對海洋用CRA雙金屬復合管薄壁基管堆焊過程中出現顯著的管端縮徑,機械加工后管端尺寸超差這一問題,設計了工藝革新及改進方案。通過采用優化焊接工藝參數和調整管端機械加工工藝等措施,使得雙金屬復合管管端機械加工后的尺寸滿足了設計要求,同時Fe的稀釋率降低。堆焊后對堆焊層進行拉伸試驗、沖擊試驗、硬度測試、金相組織觀察以及晶間腐蝕試驗,結果表明,堆焊層的力學性能良好,且具備較好的耐腐蝕性能。
焊管;雙金屬復合管;堆焊;管端縮徑;稀釋率
0 前 言
平北黃巖油氣田位于我國東海,在該地域開采的天然氣Cl-含量較高,對管道的腐蝕較嚴重,故對石油管線的要求也較高[1]。為了保證管道在安全運行的前提下節約成本,平北黃巖一期油氣田開發項目(以下簡稱PH1)設計采用內襯不銹鋼雙金屬復合管,在保證耐腐蝕的情況下降低成本。PH1是繼YC13-4和PY35-1/35-2兩大海上氣田開發項目后的又一個國產雙金屬復合管項目。
管端縮徑是堆焊過程中出現的最嚴重問題。因為縮徑導致機械加工后管端尺寸超差0.6mm以上,縮徑也導致堆焊層減薄,使得堆焊層主要化學成分含量中Fe的稀釋率也接近標準要求的上限,影響堆焊層質量[2-3]。為了提高平北黃巖一期油氣田開發項目用雙金屬復合管的質量,對現有的復合管管端堆焊工藝進行了革新和改進。
本研究主要是針對YC13-4和PY35-1/35-2開發項目中出現的問題,結合PH1項目的特點,通過優化焊接工藝參數和控制管端機械加工藝來解決管端縮徑的問題,提高管端堆焊質量,以滿足項目的技術要求。
1 工藝革新方案
1.1 工藝試驗用管
為保證工藝的適用性和可行性,本次工藝革新試驗采用與PH1項目用管同規格、同材料的復合管進行工藝試驗。
1.2 堆焊工藝參數
本研究首先對焊接工藝參數進行全面的優化,堆焊參數的工藝革新思路是在保證總的堆焊厚度不變的基礎上,減少第一層堆焊的熱輸入量和堆高,增加第二層的堆高,在精加工尺寸不變的情況下,減少管端縮徑。
1.3 機械加工的控制
工藝試驗在堆焊時距管端預留10~15mm不堆焊,之后按要求進行坡口加工,在減少縮徑量的同時滿足管端坡口尺寸要求。
2 工藝試驗過程
2.1 原材料的選擇和復驗
2.1.1 原材料的選擇
本次試驗原材料選擇與PH1同規格及材質,規格為φ219.1mm×(11.1+3)mm,材質為API SPEC 5L PSL2,X65QO/ASTM A240 TP 316L,焊絲選用ERNiCrMo-3和ER309LMo實芯焊絲。
2.1.2 原材料復驗
對本次試驗用原材料的各項性能進行了復檢,結果見表1~表4。復檢結果表明,本次試驗所用原材料的各項性能均符合相關標準要求。

表1 X65QO/316L力學性能
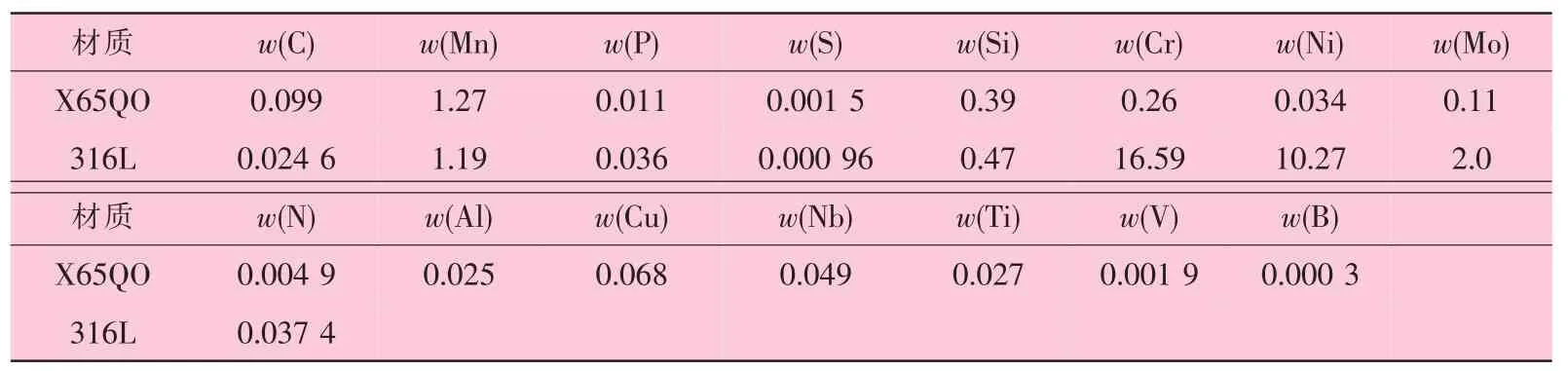
表2 X65QO/316L化學成分%

表3 ERNiMo-3的化學成分%

表4 ER309LMo化學成分%
2.2 坡口的加工與設計
本項目要求管端的堆焊長度不小于100mm,改進前的管端機加形式為常規坡口,造成管端縮徑較為嚴重。改進后,管端預留10~15mm不進行堆焊,以減少管端的縮徑量。
2.3 堆焊工藝參數的調整
根焊及堆焊前基體表面采用丙酮進行焊前清理,堆焊工藝參數調整結果見表5。

表5 改進前后堆焊工藝參數對照表
3 工藝改進前后試驗結果驗證
3.1 堆焊尺寸統計對比
管端尺寸測量位置如圖1所示。改進工藝前后堆焊尺寸統計對比結果見表6。管端精加工尺寸要求內徑189.2~189.8mm,外徑217.5~220.7mm,總壁厚12.99~16.21mm。改進工藝前后精加工尺寸對比如圖2~圖4所示。
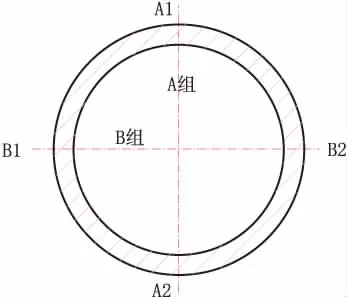
圖1 管端尺寸測量位置示意圖

表6 工藝改進前后堆焊尺寸統計對比 mm
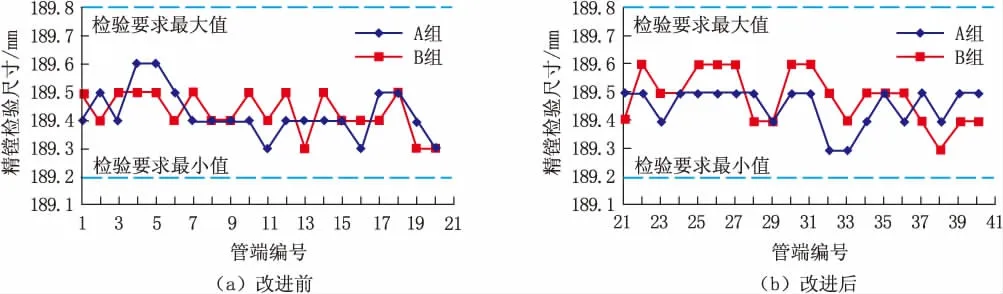
圖2 改進前后精加工后內徑對比
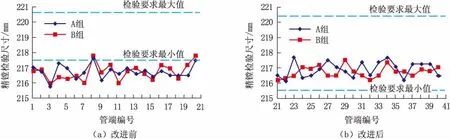
圖3 改進前后精加工后外徑對比
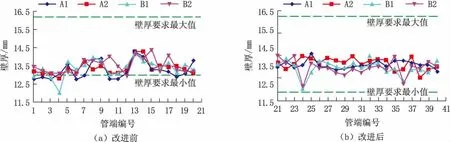
圖4 改進前后精加工后壁厚對比
以上結果說明在薄壁的碳鋼管上熔覆兩層鎳基合金后,由于材質的收縮率不同,管端容易出現嚴重的縮口現象[4],容易造成后續加工的復合管外徑和壁厚不能達到標準要求。
工藝改進前由于焊接熱輸入量大,同時管端沒有預留約束量,造成管端縮徑嚴重,堆焊層厚度過大,機械加工量増大,浪費焊絲,生產效率較低。
采用堆焊時管端預留10~15mm,同時減小焊接熱輸入量的焊接工藝后,在保證堆焊層厚度的情況下,堆焊層總厚度減小0.6mm左右,節省焊絲10%,機械加工效率提高20%左右,第一層熱輸入量降低。同時管端預留10~15mm,管口尺寸滿足技術要求。
3.2 堆焊層Fe稀釋率對比
從堆焊層外表面取樣,試樣規格為50mm×50mm×2mm,采用直度光譜分析法對堆焊層進行Fe含量測量,測量結果見表7。由于堆焊工藝的改進,第一層的焊接熱輸入量降低,堆焊厚度減小,從而降低Fe的稀釋率。與改進前的Fe含量對比,堆焊層的Fe含量均符合標準要求[5]。(≤5%)
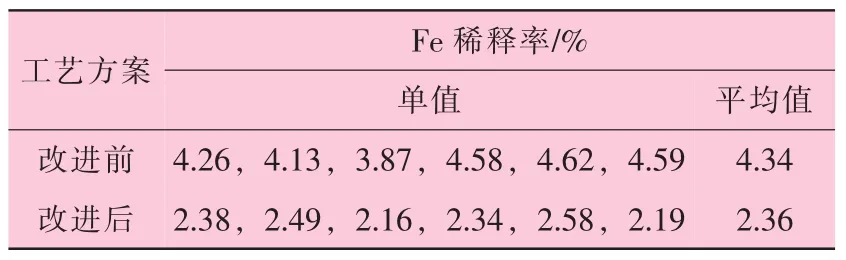
表7 改進前后堆焊層Fe含量對比
3.3 新工藝堆焊層其它性能測試結果
3.3.1 外觀檢驗及無損檢驗
根據堆焊檢測標準,首先進行堆焊外觀檢驗,堆焊層表面呈規則魚鱗狀波紋,沒有咬邊,裂紋和氣孔,按DNV-OS-F101《海底石油管線》、黃巖項目《堆焊層無損檢驗工藝規范》進行了RT,PT和UT檢測,結果為Ⅰ級,合格。
3.3.2 力學性能
根據DNV-OS-F101以及BD-SPC-SPF-SP-2003REV(0A)要求進行測試,試驗結果見表8。拉伸試驗結果表明,堆焊層基管斷裂于非堆焊層區域基層,堆焊層與襯層過渡區焊縫斷裂于襯層。
夏比沖擊試驗的試樣規格為10mm×10mm×55mm,試驗溫度-16℃,缺口類型KV8,試驗結果見表9。檢測結果表明,采用新工藝的堆焊層的力學性能符合標準要求。
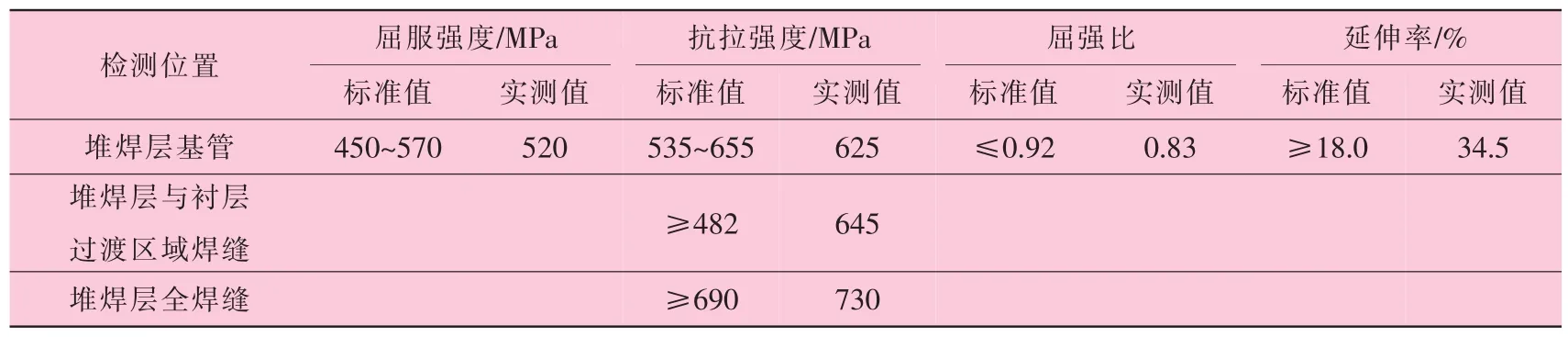
表8 拉伸試驗結果
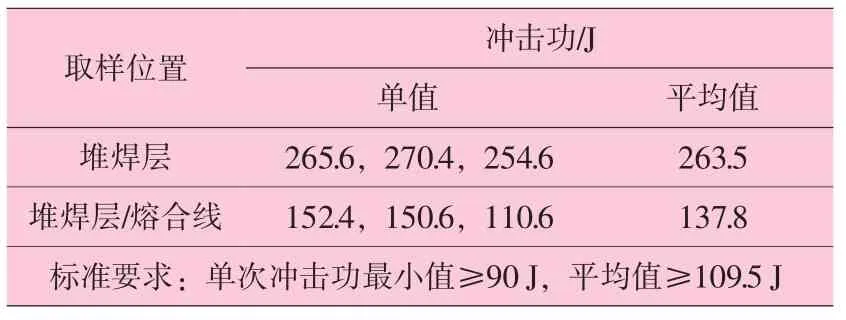
表9 夏比沖擊試驗結果
3.3.3 金相組織
復合管管端堆焊后的金相組織照片如圖5所示。從圖5(a)中可以看出,堆焊層與碳鋼母材在界面處形成致密的冶金結合,在堆焊層與碳鋼層結合的界面處未出現氣孔、裂紋以及熔合不良的冶金缺陷[6]。圖5(b)為堆焊層金相組織,可以看出,堆焊層晶粒基本成柱狀分布。堆焊層金相組織為奧氏體與枝晶分布δ鐵素體組織,且組織細小、分布均勻,無氣孔、裂紋、未熔合及其他夾雜物,熔合良好。
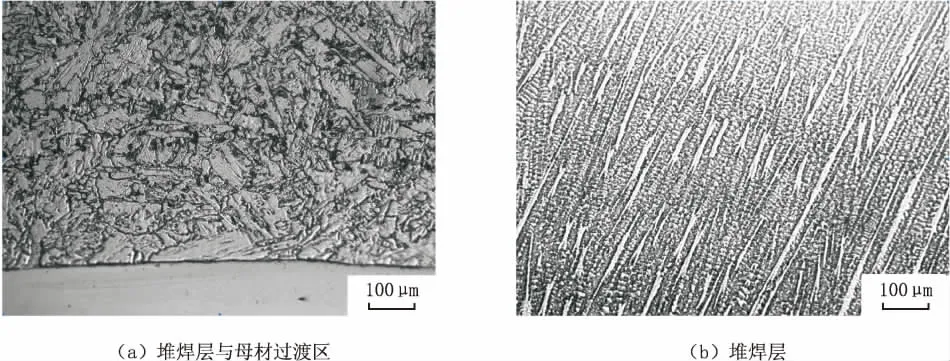
圖5 復合管管端堆焊后的金相組織照片
3.3.4 晶間腐蝕
試驗按照ASTM G28A硫酸鐵-硫酸方法取三個堆焊層試樣進行120h晶間腐蝕試驗。試樣從腐蝕溶液中取出后,用蒸餾水和去離子水進行清洗、干燥、稱重,按照ASTM G28標準8.1公式計算試樣的平均腐蝕速率,結果為0.61mm/a,符合標準要求。
此外,依據ASTM A262方法E取堆焊層與襯層交接處3個試樣進行24h晶間腐蝕試驗,試樣從腐蝕溶液取出,清潔干燥后,分別進行彎曲,放在10倍放大鏡下觀察,三個試樣外表面均無晶間腐蝕產生的裂紋,說明在焊縫接頭和堆焊層中不會發生晶間腐蝕,主要由于Cr,Ni和Mo等微量元素能有效防止晶間腐蝕的發生[7-10]。
3.3.5 硬度
對復合管的堆焊層進行硬度分析,硬度檢測位置如圖6所示,檢測結果見表10。硬度檢測結果HV10≤250,滿足相關標準要求。
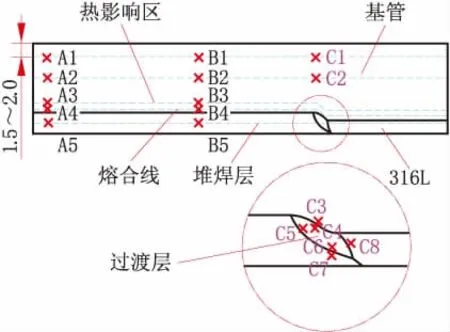
圖6 復合管硬度檢測位置示意圖
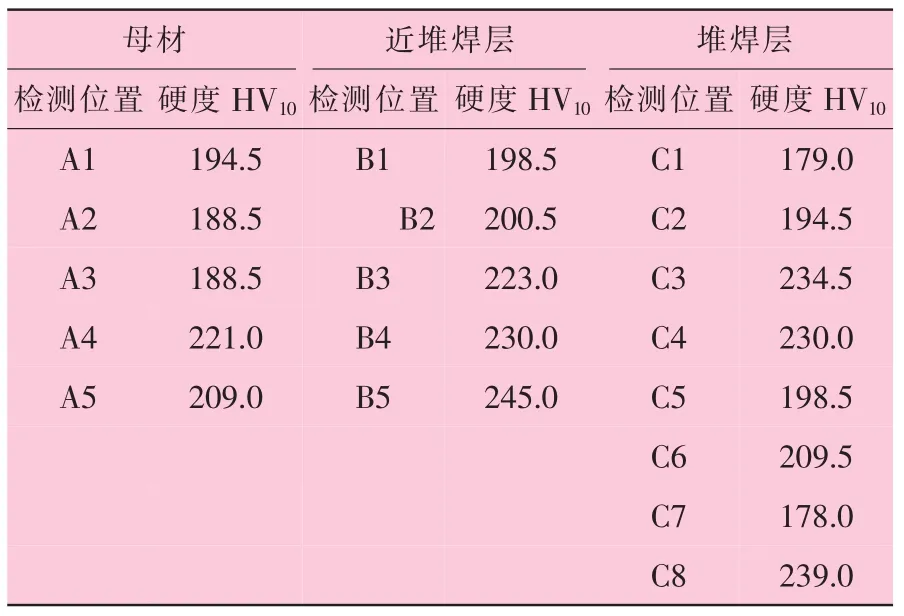
表10 復合管硬度檢測結果
4 結 語
通過對原有堆焊工藝的革新,管端縮徑量從3~3.5mm 減小到 1.8~2.3mm,Fe稀釋率從4.34%降低到2.36%,堆焊層質量得到了大幅提高。改進后的工藝在PH1項目中的應用得到了非常好的效果,一次堆焊合格率達到93%,相對于以往海管項目提高約3%。由于管端堆焊的高質量,使得后續海上雙金屬復合管施工鋪設對接焊合格率達到99%,得到了業主、施工方、監理公司的一致好評。
[1]王永芳,王戈,張燕飛.銅鈦雙金屬復合管的氬弧焊接工藝研究[J].熱加工工藝,2011,40(21):147-150.
[2]錢樂中.油氣輸送用耐腐蝕雙金屬復合管[J].特殊鋼,2007,28(04):42-44.
[3]周松,曾為民,胡雯,等.16MnR+316L復合鋼板焊接工藝及性能研究[J].化工裝備技術,2009,30(06):49-50.
[4]楊旭.Incoloy825合金+X65復合管焊接性和焊接工藝[J] .焊管,2008,31(05):33-35.
[5] ASTM B443—2005,Standard Specification for Nickel-Chromium-Molybdenum-Columbium Alloy(UNS N06625 and Nickel-Chromium-Molybdenum-Silicon Alloy(UNS N06219)[S].
[6]王小艷.復合管管端堆焊Inconel625合金工藝性能與研究[J].金屬鑄鍛焊技術,2011,21(11):154-156.
[7]許愛華,院振剛,楊光,等.雙金屬復合管的施工焊接技術[J].天然氣與石油,2010,28(06):22-28.
[8]范兆廷,張勝濤,殷林亮,等.316L-20G雙金屬復合管焊縫組織元素擴散分析[J].重慶大學學報,2012(11):102-106.
[9]呂世雄,王廷,馮吉才.20G/316L雙金屬復合管弧焊接頭組織與性能[J].焊接學報,2009,30(04):93-98.
[10]李春強.冶金復合雙金屬管界面力學性能研究[D].邯鄲:河北工程大學,2012.
Automatic Overlay Welding Procedure Improvement of the CRA Bimetal Lined Pipe Ends Used in Offshore
WANG Fuduo1,2,LIANG Guodong1,2,WANG Bin1,2,WANG Jian1,2,LIANG Guoping1,2,ZHAO Xin1,2,WANG Sien1,2,ZHANG Ming1,2,ZHOU Linlin1,2
(1.Shaanxi Metal Composite Pipeline Engineering Technology Research Center,Xi’an 710065,China;2.Xi’an Sunward Aeromat Co.,Ltd.,Xi’an 710065,China )
Aiming at the problem that pipe ends reduction occurred in CRA bimetal lined pipe overlay welding process,which caused pipe end dimension out-of-tolerance after mechanic processing,it designed technical innovation and improvement approach.By optimizing welding parameters and adjusting the mechanic processing technology of pipe ends,it made the dimension of bimetal lined pipe ends after machining meet the design requirements,and the dilution rate of iron element content decrease.The tensile test,impact test,hardness test,microstructure observation and intergranular corrosion test to overlaying layer were conducted.The results indicated that the overlaying layer performance is good,and are with better corrosion resistance performance.
welded pipe;bimetal lined pipes;overlaying;pipe end reduction;dilution rate
TE973
B
1001-3938(2015)03-0043-05
王富鐸(1987—),男,碩士研究生,助理工程師,主要從事復合管焊接工藝研究。
2014-12-03
謝淑霞
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
