螺旋埋弧焊管剩磁機理及剩磁綜合控制措施
2015-12-18 08:40:25楊向東
焊管 2015年3期
關鍵詞:磁場
楊向東,劉 煒
(山西國聯管業集團有限公司,山西 晉中 030600)
螺旋埋弧焊管剩磁機理及剩磁綜合控制措施
楊向東1,劉 煒2
(山西國聯管業集團有限公司,山西 晉中 030600)
針對螺旋埋弧焊管制管后存在剩磁的現象,分析了剩磁產生的原因及其對焊管在線X射線工業電視檢測和現場對接焊施工的影響。分別從焊管生產過程及焊接施工現場兩方面提出了減小、消除焊管剩磁的措施,如管端纏繞焊接電纜線法、管端放置磁鐵抵消法、焊管剩磁反向布置法(同極法)等。分析對比了螺旋埋弧焊管現場對接時幾種消磁作業方法的優缺點,最后給出了剩磁綜合控制及消磁的優化方案。
焊管;螺旋埋弧焊管;剩磁;控制措施
0 前 言
在螺旋埋弧焊管生產過程中,由于母材為鐵磁性材料、焊接過程會產生磁場等原因,容易在鋼管上產生強度較高的剩磁(可高達10 mT(100 Gs)以上)。實際生產中,如果消磁效果不理想,易造成產品剩磁缺陷,不僅會影響X射線檢測(磁干擾導致圖像扭曲),而且由于剩磁主要集中于管端,導致在鋼管對接施工環形焊接作業中,容易產生“磁偏吹”現象,造成電弧相對焊縫發生偏移,影響整個管線安裝焊接質量。
本研究著重探討螺旋埋弧焊管生產過程中剩磁產生原因,減小甚至消除螺旋埋弧焊管剩磁的主要措施,分析、比較、總結焊管現場施工中減小剩磁影響的各種焊接作業方法。
1 剩磁及磁化現象的產生
1.1 剩磁的產生
從磁性角度出發,材料可分為鐵磁物質和非鐵磁物質。鐵磁物質在外磁場作用下,其磁疇、磁矩會從各個不同方向轉到磁場方向或接近磁場方向,從而在磁場方向形成合量,對外顯示出磁性;鐵磁物質的另一特征是磁滯,即磁化場作用停止后,鐵磁物質仍保留磁化狀態。
鐵磁物質的磁感應強度B與磁場強度H之間的關系曲線如圖1所示。圖中坐標原點o表示磁化之前物質處于磁中性狀態,即B=H=0,當磁場H從零開始增加時,磁感應強度B隨之緩慢上升,見圖中oa段曲線;繼之B隨H迅速增長,見圖中ab段曲線;其后B的增長又趨緩慢,并當H增至Hs時B達到飽和值Bs,曲線oabS稱為起始磁化曲線。從圖1還可看出,當磁場從Hs逐漸減小到零,磁感應強度B并不延起始磁化曲線恢復到“0”點,而是沿另一條新的曲線SR下降,這種現象稱為磁滯,磁滯的顯著特征是當H=0時B不為零,而保留剩磁Br。當磁場反向從0逐漸變至-Hc時,磁感應強度B消失,說明要消除剩磁必須施加反向磁場,Hc稱為矯頑力,它的大小反映鐵磁材料保持剩磁狀態的能力,曲線RC稱為退磁曲線。
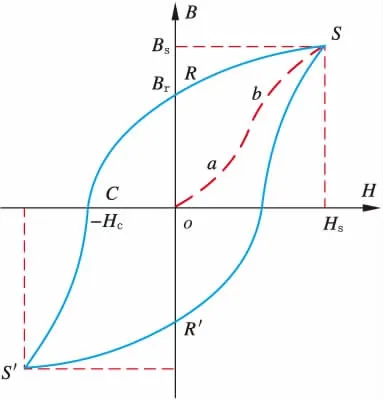
圖1 磁感應強度B與磁化場強度H關系曲線
當初始狀態為H=B=0的鐵磁材料在交變磁場由弱到強依次進行磁化,可以得到面積由小到大向外擴張的一族磁滯回線,如圖2所示,這些磁滯回線頂點的連線稱為材料的基本磁化曲線。相反,H和B由某一數值逐漸減弱到零的過程稱為消磁曲線,如圖3所示。
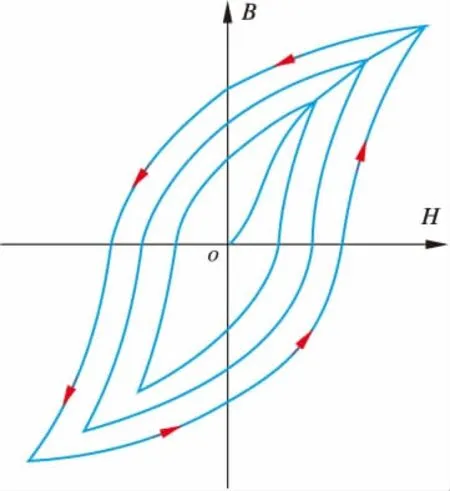
圖2 磁滯回線

圖3 消磁曲線
1.2 螺旋埋弧焊管的磁化
工程材料按磁性材料分類,可分為順磁材料、抗磁材料和鐵磁材料等。鐵磁材料內部每個分子因分子電流運動形成一個分子磁矩,由于其內部分子均勻地不規則分布對外宏觀不顯示出磁性特性,但在外界因素(磁場或外力)作用下內部分子呈規律排列,對外宏觀呈現出磁性,這種現象稱為磁化。
螺旋埋弧焊管生產過程中,焊接時由于采用較大的直流電流(使用DC1500型焊機時,可高達1 350 A),有條件形成強磁場。生產螺旋埋弧焊管所用的管線鋼添加了Ni等合金元素,而Ni是一種典型的鐵磁物質,因此,螺旋埋弧焊管將不同程度的被磁化。剩磁強度可以用霍爾效應高斯計來測量。
螺旋埋弧焊管生產過程控制不當或運輸存放過程中都可能產生剩磁,有時剩磁可能會達到10 mT(100 Gs)以上,而4.0 mT(40 Gs)的剩磁就對焊接產生不良影響。GB 9711—2011《石油天然氣工業管線輸送用鋼管》標準規定:“鋼管每一端沿周向大約相距90°測量4個讀數。當用霍爾效應高斯計測量時,4個讀數的平均值應當≤3.0 mT(30 Gs),且任一讀數不應超過 3.5 mT(35 Gs),或者當采用其他類型儀器測量時,測量值應不超過上述值的等效值。”
1.2.1 直通電電纜形成的磁場
螺旋埋弧焊管成型焊接過程中,焊機輸出接地線、焊機輸出接工件線可分別看成一根直通電電纜。根據電磁學原理,在其周圍P點產生磁感應強度可以通過公式計算得出,P點位置如圖4所示。
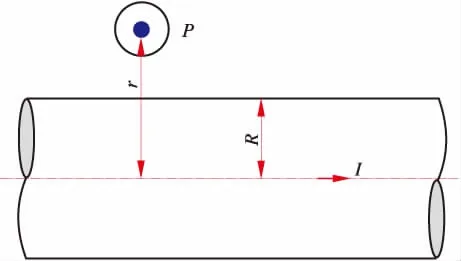
圖4 焊接過程中直通電導線產生的磁感應強度

式中:Bp—P點的磁感應強度;
μ0—真空磁導率;
I—通電電流;
r—P點到通電導線中心的距離。
從式(1)可以得出一根通電導線周圍P點產生的環形磁感應強度Bp與電流I成正比,與導線中心距離r成反比。可見焊接電流越大,離焊機輸出線越近,產生的磁感應強度B越大,磁場強度H就越大,鐵磁性鋼管就越容易被磁化。
1.2.2 環形線圈形成的磁場
螺旋埋弧焊管成型焊接過程中,焊機、焊機輸出接地線、焊機輸出接工件線、鋼管幾者形成一個通電閉合線路。焊接時,它可以看做一根環形通電線圈,這個通電閉合線路會產生一個磁場,根據電磁學原理它在P點產生的磁感應強度可通過式 (2)計算,其位置關系如圖5所示。
Bp= μ0R2I/2(R2+x2)3/2。 (2)
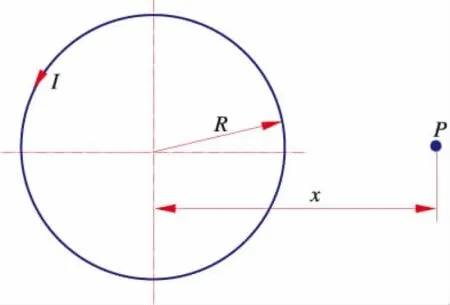
圖5 焊接過程中環形線圈產生的磁感應強度
可見焊機、焊機輸出接地線、焊機輸出接工件線、鋼管幾者形成閉合通電線圈半徑R越小,離線圈中心距離x越小,磁感應強度B越大,從而磁場強度H越大,剩磁產生就越高。
1.3 剩磁的分布狀態及強度
磁力線是閉合曲線在磁體外部由N極到S極,在磁體內部由S極到N極;磁力線上任意一點切線的方向就是磁場的方向;磁力線越密,磁場強度越大。
鋼管兩端分別為N極與S極,兩端特別是坡口鈍邊處的磁場最強。
2 剩磁的影響
2.1 對X射線工業電視成像的影響
X射線不帶電,所以剩磁對X射線檢測是沒有影響的。但是,螺旋埋弧焊管生產中均采用X射線在線檢測,而剩磁對其圖像增強器內電子運動軌跡必然產生影響,會使其發生偏移導致鋼管兩端出現圖像扭曲現象,形成管端檢測盲區,如圖6所示。特別是在生產大壁厚鋼管采用較大焊接電流時剩磁干擾尤其嚴重,從而影響檢測質量。

圖6 剩磁影響鋼管端部X射線檢測電視圖像及磁校正效果
2.2 對焊接施工的影響
2.2.1 對電弧和熔池的影響
焊接電弧是一種持續的電弧放電現象,是等離子體。一般情況下,在各種電弧力的作用下,由焊槍到母材焊接電弧呈圓錐狀。但在外加磁場作用下,電弧形態發生明顯偏離,即會產生磁偏吹現象。由于電弧形態和金屬運動狀態的變化使焊接熔池形狀也隨之改變。熔池中的液態金屬在磁偏吹的作用下,前端沿一側向后端移動,而后端沿另一側向前端移動,即產生熔池旋轉。由于熔池前后的溫度不同,使得焊縫兩側的受熱不同,從而導致成形焊縫兩側的形狀不對稱。
2.2.2 對焊縫組織和性能的影響
根據凝固理論,晶粒組織和尺寸受形核率和過冷度的影響。對于一定成分的合金,其固有的造成成分過冷的溶質富集層寬度由液相溫度梯度和冷卻速度兩個因素決定,而磁場產生的偏吹及熔池旋轉,使得焊道兩側的液相溫度梯度和冷卻速度不同,溶質分布、即異質形核粒子濃度不同,從而導致形核率不同、成分過冷度不同。
以上因素都會使得焊縫兩側組織的大小形態不同,力學性能下降。
2.2.3 對焊接缺陷的影響
磁偏吹使電弧燃燒不穩定,因而加在電弧上的作用力也不穩定。從而會造成咬邊、未焊透、未熔合。磁偏吹也能破壞電弧周圍的保護氣氛,造成氣孔。
3 螺旋埋弧焊管生產過程剩磁控制措施
3.1 剩磁減弱措施
螺旋埋弧焊管生產過程中,焊機、焊機輸出接線、鋼管幾者會組成閉合通電線圈,其形成的磁場和焊機輸出通電線形成環形的磁場是焊管被磁化,進而產生剩磁的主要原因。可見焊機輸出接地線和輸出焊接線布線形式對焊管是否產生剩磁及剩磁大小有較大影響。
為了解決螺旋埋弧焊管產生剩磁這一現象,在焊機輸出接地線和焊機輸出焊接線布線時應采取以下措施:①盡量避免形成環形通電線圈;②盡可能遠離鋼板、鋼帶卷、成型器及焊管;③盡可能兩者一起布線,由于焊機輸出接地線和焊機輸出焊接線的電流相反,它們產生環形磁場可以相互抵消一部分,進一步減小焊管剩磁。
3.2 剩磁消除措施
3.2.1 消磁原理
根據剩磁產生的機理,采用高溫或震動的方法破壞鐵磁體的中磁疇有序排列即可對焊管進行消磁,但這兩種方法都不便在焊管生產線上實施。
另可根據圖3的原理將鐵磁體置于幅值大于矯頑力Hc的交變衰減的磁場中,即可對焊管有效地消磁。實際生產過程中,通常在傳輸輥道上安裝一消磁線圈,利用消磁線圈消除焊管上的剩磁。
3.2.2 消磁裝置
消磁裝置主要由交流弧焊電源(一般用交流焊機)、消磁線圈和控制柜組成。
消磁裝置實物照片如圖7所示。線圈以木制龍骨上纏繞25mm2的焊接電源線組成,線圈纏繞匝數為20~30匝。交流弧焊電源的額定電流為630 A,實際使用時將電流調節到450 A左右。

圖7 消磁裝置
3.2.3 消磁裝置的安裝位置
剩磁影響管端加工、磁粉檢測及X射線電視檢測,故消磁裝置一般安裝在螺旋埋弧焊管生產線上管端加工(平頭倒棱)前的位置。
3.3 X射線工業電視檢測的磁校正
剩磁對X射線工業電視檢測的影響可以采取磁校正的方法來改善。該裝置有磁校正線圈、交流調壓器、轉換開關和整流橋等組成。磁校正線圈置于圖像增強器下端。此線圈產生一個與焊管剩磁相對立的磁場,從而實現校正的目的。
當焊管到檢測位置時,接通線圈,此時才產生校正磁場,根據實際情況,可通過微調交流調壓器使圖像達到最佳效果。當檢測到焊管另一端時,通過轉換開關換向,檢測結束后再將轉換開關回零,避免圖像增強器長期處于校正磁場中。
4 焊接施工現場減小剩磁影響的措施
4.1 焊接施工現場減小剩磁影響的原理
根據磁場理論,方向相反的磁場將互相抵消,且磁力線總是沿著磁阻最小的路徑通過。因此,兩根焊管焊接施工時采取施加方向相反的外加磁場、對口間隙分段插入金屬楔塊、最好為高導磁材料如矽鋼片等,將對口磁場強度降到3.5 mT(35 Gs)以下,再采取分段短弧退焊的方法,就能有效減小剩磁對焊接質量的影響。
4.2 焊接施工現場減小剩磁影響的施工方法
4.2.1 管端纏繞焊接電纜線法
管線鋼管安裝焊接施工多使用直流焊接,可將焊接電纜繞在鋼管上,在焊接時形成一通電線圈,即會有磁場產生,只要根據磁場法則,使得線圈的磁場方向與鋼管剩磁的方向相反即可。
主機技術要求:①電弧偏移的方向和焊把線螺旋纏繞的方向適用右手螺旋法則,即用右手握住螺旋導線,四指所指為電流方向,大拇指所指為磁場的方向。必須按此法則纏繞,否則會適得其反。②焊把線的纏繞匝數要合適,以確保退磁效果。③焊把線纏繞的位置距離坡口邊緣不能太遠,否則會影響退磁效果。④當環形焊縫焊接一定長度后,兩根鋼管內磁路已經接通,應適時退出線圈,否則會適得其反。
4.2.2 管端放置磁鐵抵消法
根據管端剩磁的磁場方向,反向放置2~4塊永磁鐵(100 mT(1 000 Gs)左右的強磁鐵),調整其距管端的距離(5~10mm處效果最佳),永磁鐵的高磁場可以改變一個管端的磁極,從而使兩個異極管端變成同極。用高斯計測量管端的磁場強度,當施焊段的磁場強度均在3.0 mT(30 Gs)以下時即可進行焊接。
4.2.3 焊管剩磁反向布置法(同極法)
根據磁場反向抵消原理,管線施工前,逐根測量焊管剩磁磁場的大小和方向。布管時按照管端剩磁磁場由小到大,且每一對管口磁場方向相反的原則布置。具體做法為:在布管前,用高斯計測出每根焊管兩端的磁極和強度,并用記號筆在焊管管端做出標記(例S-50或N-40),如果第一根焊管與第二根焊管相鄰的管端為N極,則以第二根焊管N極與之對接,第二根焊管S極對接第三根焊管的S極,以此類推。如果所測得的整批焊管的剩磁強度比較集中,則不需考慮強度對應,如比較離散,則可采用“高N對高N,高S對高S,低 N對低 N,低S對低 S”的排列法來布管。
4.3 幾種現場消磁方法的對比
纏線圈法的缺點是作業效率太低,往往焊接一個焊口需要十幾分鐘,而且如果纏繞方向出錯還會加重磁偏吹情況。但這種方法對厚壁焊管的消磁較為有效。
磁鐵抵消法方便,且較為經濟,如果操作熟練,只需十幾秒就能將管口剩磁消除。但磁鐵消磁法的消磁范圍較小,且深度也有限。故對厚壁焊管的消磁效果并不理想。
同極消磁法比其他消磁方法更為安全直接,但這種消磁方法需要批量較大的焊管,提前測量磁場強度與方向并據此布管。
三種消磁方法消磁效果對比見表1。
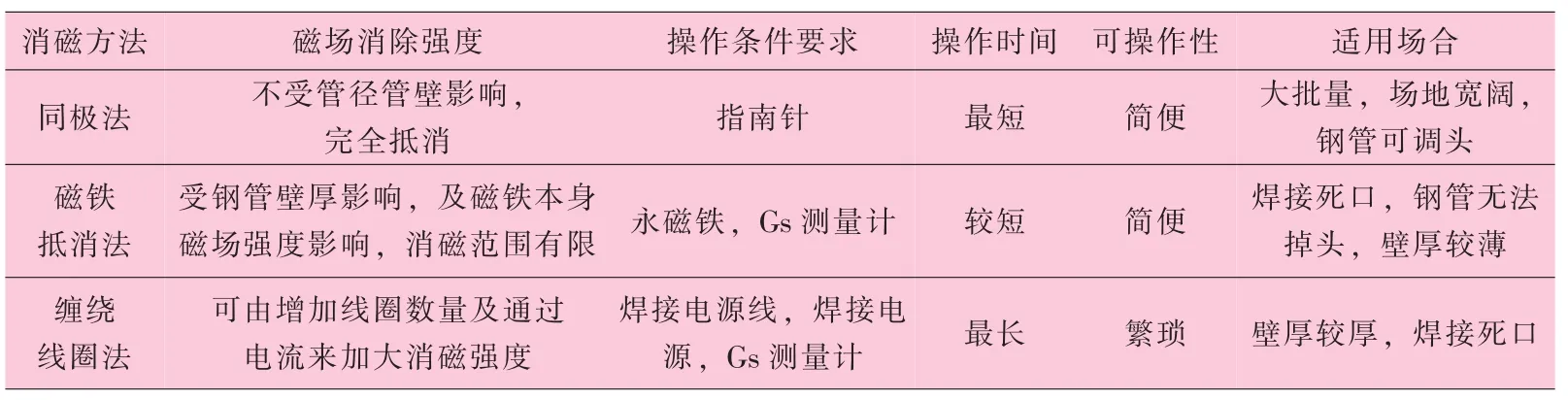
表1 三種現場消磁方法的對比
4.4 優化的綜合控制消磁方案
綜合幾種消磁方法的優點,對剩磁鋼管的消磁處理按以下幾個步驟進行。
(1)對剛產出的鋼管進行在線消磁,解決大部分鋼管剩磁高的問題。
(2)對運到施工現場后磁力發生反彈的鋼管將磁極標識清楚,然后按同極相對原則布管,此法可解決大批量剩磁超標的鋼管對接問題。
(3)對于已開始對口作業無法調頭的鋼管可使用磁鐵局部影響的辦法解決,此法用于解決小批量管壁較薄或已無法調頭的鋼管剩磁問題。
(4)對剩磁較大或者壁厚較厚的鋼管,可使用管端纏繞線圈的方法來解決。
(5)根據施工現場情況,還可在管口間隙分段插入高導磁材料,也可取得較好消磁效果。
5 結 語
在螺旋埋弧焊管生產過程中可以通過合理布線等措施大大減少鋼管的剩磁,但不可能完全消除鋼管本身因為焊接等原因產生的剩磁。故在鋼管流轉作業線上加消磁線圈進行通電消磁也能很大程度減少鋼管的剩磁,使其符合出廠剩磁檢驗的要求。在管線安裝焊接作業中,經過多次實踐證實,只要按照本研究所推薦的綜合控制消磁方案,綜合實施優化的消磁作業,就可以有效、快速、簡便地解決困擾鋼管安裝焊接的剩磁問題。
[1]何輔云,張海燕,丁克勤.鋼管漏磁高速檢測技術與系統[M].北京:機械工業出版社,2009.
[2]向義和.大學物理導論(上、下冊)[M].北京:清華大學出版社,2000.
[3]張新,曹戰斌,唐景武,等.利用磁阻特性減小鋼管剩磁對焊接的影響[J].焊管,2008(03):76-77.
[4]孫克剛,張文才,尹繼善.克服和消除鋼管剩磁對焊接電弧的影響[J].焊接技術,2007(S2):56-57.
[5]徐江.鋼管高速漏磁檢測中若干關鍵問題的研究[D].武漢:華中科技大學,2005.
[6]方曉東,鞠平順,甘正紅.基于均勻磁化的SAWH焊管無級直流在線兩點消磁法[J].鋼管,2013(04):128-131.
[7]蔣奇,王太勇.鋼管漏磁檢測信號的時頻分析[J].機電設備,2002(02):18-22.
[8]林猛,牛迎戰.管道剩磁產生原因與解決方法[J].油氣儲運,2011(11):878-879.
[9]尤國坤.關于磁化強度和退磁場的兩個公式[J].物探與化探,1982(03):154-156.
[10]薛守剛,許鳳芝.螺旋焊管剩磁的研究與運用[J].中國科技博覽,2011(20):308-309.
Residual Magnet Mechanism of SAWH Pipe and Comprehensive Countermeasures Against Residual Magnet
YANG Xiangdong1,LIU Wei2
(Shanxi Guolian Pipe Industry Group Co.,Ltd.,Jinzhong 030600,Shanxi,China)
Aiming at the residual magnet phenomenon after SAWH pipe manufacture,it analyzed the causes of residual magnet and the effect of residual Magnet on X-ray industrial TV inspection and on-site butt welding construction.Some measures to reduce and eliminate residual magnet were put forward from welded pipe production process and on-site welding construction,including wraping welding cable on pipe end,placing magnet on pipe end,reverse distribution residual magnet(homopolarity method)etc.Finally,it analyzed and compared the advantages and disadvantages of the above several demagnetization methods for SAWH pipe on-site butt welding,and provided the optimized proposal of residual magnet comprehensive control and demagnetization.
welded pipe;SAWH pipe;residual magnet;control measures
TE973
B
1001-3938(2015)03-0061-06
楊向東(1969—),男,工程師,1992年畢業于山西大學化學系,現任山西國聯管業集團副總經理。
2014-10-08
謝淑霞
JFE鋼鐵擬在阿聯酋建設焊管廠
日本JFE鋼鐵公司2015年3月4日宣布,將通過合資的方式在位于阿聯酋阿布扎比的哈里發工業園建設大直徑焊管生產企業AlGharba鋼管公司,以滿足中東地區能源行業對鋼管的需求。該項目總投資額約3億美元,投資合作方包括JFE鋼鐵、伊藤忠丸紅鋼鐵以及阿布扎比國有投資公司,三方持股比例分別為27%,22%和51%。
該焊管廠是JFE鋼鐵位于中東地區的第一家生產廠,也是其在海外建設的第一家大直徑焊管生產企業,擬于2018年10月投產,設計年產能24萬t,采用JFE的焊管生產技術、大型沖壓和焊管設備,所生產的焊管直徑為457.2~1422.4mm。生產焊管所需原料有一半以上來自JFE出口的高品質中厚板,其余部分采用從其他國家進口的普通用途中厚板。焊管產品主要用于陸地或海底鋪設的原油、天然氣輸送管線。按照計劃,半數以上產品將在阿聯酋國內銷售,其余部分出口到相鄰的波斯灣周邊產油國。JFE鋼鐵公司發言人表示,盡管目前國際原油價格較低,但阿聯酋及其周邊國家原油產量仍然保持穩定,因此從中期來看中東地區石油專用管需求將維持相對穩定,并有進一步增長的可能。目前該公司向中東地區出口的都是成品焊管,新廠建成后,JFE可以向中東直接出口高品質中厚板,并在當地加工成焊管再出售,從而增強其產品在中東市場的成本競爭力。
日本統計局公布的統計數據顯示,2014年日本對中東地區的大直徑 (直徑大于406.4mm)碳鋼焊管出口量為19萬t,同比大幅增長57%,其中向阿聯酋出口接近15萬t,占比超過70%。
(張 歌 摘自中國鋼鐵新聞網)
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:11:54
數學物理學報(2022年1期)2022-03-16 06:14:50
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時刊(2020年13期)2020-09-25 08:21:42
中學生數理化(高中版.高二數學)(2020年1期)2020-02-20 13:22:30
中學生數理化(高中版.高考數學)(2017年3期)2017-05-04 07:15:09
中學生數理化·高二版(2016年12期)2017-02-28 10:08:42
電子制作(2016年1期)2016-11-07 08:42:44
Coco薇(2016年1期)2016-01-11 16:53:24
西華師范大學學報(自然科學版)(2015年3期)2015-02-27 15:31:23
