電磁出鋼系統中感應加熱電源設計及其對系統可靠性的影響
2015-12-21 01:04:52劉興安王強史純陽李宏俠劉鐵赫冀成
中南大學學報(自然科學版) 2015年9期
關鍵詞:系統
劉興安,王強,史純陽,李宏俠,劉鐵,赫冀成
?
電磁出鋼系統中感應加熱電源設計及其對系統可靠性的影響
劉興安,王強,史純陽,李宏俠,劉鐵,赫冀成
(東北大學材料電磁過程研究教育部重點實驗室,遼寧沈陽,110819)
為了將電磁出鋼技術應用于工業生產,需對該系統所用的感應加熱電源以及電源在加熱過程中系統的可靠性進行分析。利用工業實驗和數值模擬方法考察自行設計的鋼包內鋼水質量為1.5 t的電磁出鋼系統鋼包的開澆時間,對比驗證模型的正確性。在此基礎上,考察電源參數(電流,電源頻率)對300 t電磁出鋼系統用鋼包開澆效率的影響,以及電源在工作過程中線圈與鋼包底殼的溫度分布和等效應力。研究結果表明:電流和電源頻率均影響鋼包的開澆效率,適用于300 t鋼包的感應加熱電源參數為:=500 A,=16 kHz。該參數電源的運行對線圈和鋼包底殼的安全性影響較小,線圈與鋼包底殼均滿足材料的安全性要求,系統可以安全用于生產。
電磁冶金;鋼包開澆;感應加熱;可靠性
鋼包的出鋼系統是保證連鑄生產正常運轉的重要環節[1]。傳統的出鋼方式以滑動水口與引流砂相結合的為主[2],不僅水口內填充的引流砂會對鋼液造成污染[3?4],而且該出鋼方式的自動開澆率約為98%[5],當系統無法自動開澆時須通過燒氧來輔助引流,這將導致相當數量的鋼水敞開澆注,造成二次氧化,影響鋼水質量。針對上述問題,王強等[5]提出電磁出鋼技術,即用與鋼水成分相同的Fe?C合金顆粒代替引流砂,通過置入鋼包底部的感應加熱線圈來加熱水口內的Fe?C合金,使其迅速熔化,從而實現自動開澆的目的。電磁出鋼技術不僅可以使鋼包的開澆率達100%,而且避免了引流砂對鋼水的污染,提高了鋼液的潔凈度。電磁出鋼系統使用感應加熱的方法來熔化水口內的Fe?C合金,因此,加熱電源的參數直接影響系統的開澆效果。本課題組[6?8]前期提出并設計電磁出鋼系統,并以實驗室小型裝置為原型,實驗和模擬了電磁出鋼過程,在此基礎上得到一組電源參數,為電磁出鋼系統設計提供參考。為了將電磁出鋼技術應用于運轉工況更為復雜的工業生產用大型鋼包(鋼包內鋼水質量為300 t),要結合工業實驗來進一步研究適用于大型工業生產的電源參數:1) 通過工業實驗可根據電源的實際工況來驗證計算模型的正確性,確保所設計電源的實用性;2) 調節電源參數(電流和頻率)有助于提升電源功率,改善電磁出鋼系統的加熱效率,縮短系統的開澆時間,以滿足工藝要求[7?8]。電源參數的調整會影響線圈自身以及線圈周圍的鐵磁性物質(鋼包底殼)的發熱量[7?8],若線圈和鋼包底殼的發熱量過大則會影響其安全性。為了保證電磁出鋼系統在電源運行過程中具有較高的安全性,在電源設計過程中不僅要考慮電源參數的可行性,還要考慮該參數的電源在加熱過程中線圈和鋼包底殼的可靠性。本文作者利用自行設計的1.5 t電磁出鋼系統進行工業實驗,并對實驗過程進行數值模擬。在此基礎上分析電源參數對300 t電磁出鋼系統鋼包出鋼效果的影響,并討論感應加熱電源在工作時線圈和鋼包外殼的可靠性。
1 實驗方法
為考察電源參數對開澆效率的影響以及驗證計算模型的正確性,利用某鋼廠的1.5 t鋼包進行電磁出鋼工業實驗,實驗裝置示意圖如圖1所示。為實現電磁出鋼,對傳統鋼包進行如下改造:先將水口座磚底部的鋼包底殼進行擴孔(以水口為中心,半徑為110 mm);將水口座磚(高為270 mm,寬為60 mm)掏空;在掏空水口座磚內布置一層隔熱材料(氧化鋯纖維,導熱系數為0.5 W/(m?℃),厚度為10 mm),并置入感應加熱線圈(線圈高度為102 mm,線圈的匝數為8,方形銅管的邊長為12 mm,壁厚為1.5 mm,線圈頂部與鋼液面的垂直距離為90 mm);使用鉻剛玉細砂(水口座磚的原材料)將掏空的水口座磚填滿,并搗實;最后用加厚的無磁鋼板及緊固螺絲對其封裝。為保證鋼包的安全性,待鋼包安裝完成后需要對其做承重安全檢測(1.5 t),達到安全要求后將其運至鋼包整備車間烘烤72 h。
實驗時先使用高溫火焰(900 ℃)對鋼包預熱4 h,待鋼包達熱飽和后向其倒入鋼液(1 600 ℃,1.2 t),并用WRW5T?135型鎢錸熱電偶測量中心區域鋼液溫度。鋼包運轉澆注位后(1 min內)使用快速接頭將感應加熱電源與線圈連通。打開滑板待未燒結的Fe?C合金顆粒下落后,打開感應加熱電源對燒結的Fe?C合金加熱,直至其完全熔化,同時記錄電源參數及開澆時間。

圖1 1.5 t電磁出鋼實驗裝置示意圖
2 數值模擬
2.1 模型建立
分別以某廠用于實際生產的1.5和300 t鋼包作為參照對象,建立有限元分析模型。圖2所示為2種電磁出鋼系統鋼包的數值計算模型。楊治立等[9]研究表明水口的位置對鋼包整體的溫度分布影響較小。因此,在研究鋼包溫度分布的過程中,可以認為水口位于鋼包底部的中心,此時鋼包模型為中心軸對稱模型,可以取鋼包模型的1/2截面為研究對象。在研究過程中,為詳細考察線圈的應力分布,對水口磚及線圈周圍的網格進行細化處理。
2.2 基本假設
由于電磁出鋼工藝的復雜性,根據電磁出鋼裝置的特點作如下假設:
1)通過線圈的電流均勻地分布于線圈截面;
2) 不考慮內襯材料的侵蝕,各層材料的厚度保持不變;
3) 忽略Fe?C合金之間的間隙,認為Fe?C合金填滿整個上水口;
4) 鋼包在靜置過程中鋼水的溫度變化很小,為簡化計算,不考慮鋼水自然對流現象,鋼液溫度為 1 600 ℃,溫度保持不變;
5) 環境溫度為30 ℃,鋼包外殼的對流換熱系數為10.2 W/(m2·℃) ;
6) 鋼包外殼和鋼包各內襯為各向同性材料。
計算過程中各部分材料物性參數如表1所示,Fe?C合金隨溫度變化的熱導率和焓參見文獻[10?12]。
2.3 理論基礎
本文涉及到磁?熱?結構耦合計算,通過計算電磁場來求得感應電流所產的Joule熱,再以Joule熱為內熱源來求解溫度分布及等效應力分布,其中的磁?熱耦合部分的理論基礎見文獻[7?8]。
彈性體在變溫情況下會產生應變,其應變分量由2部分疊加而成:一部分是由溫度變化引起的;另一部分是由機械應力所引起的。對于各向同性材料,物體在熱膨脹的作用下只產生線應變,其剪應變為0。因此,彈性體內各點由溫度變化引起的應變分量為
單位: mm
鋼包中鋼水的質量/t:(a) 1.5; (b) 300
圖2 1.5和300 t電磁出鋼系統鋼包計算模型
Fig. 2 Simulation models of ladles with electromagnetic steel-teeming system (1.5 and 300 t)
表1 鋼包材質及物料屬性[8]
因此,變溫情況下彈性體的總應變為
其中:為彈性矩陣。對于平面應力問題,
同時,應變和位移的關系如下:
求解時,先求出彈性體內各結點的熱位移,再求結點的應變,最后根據應力與應變的關系求出應力。
3 模擬結果與討論
3.1 模型的正確性驗證
為驗證數值模型的正確性,利用自行設計的1.5 t電磁出鋼系統鋼包,在電源頻率為15.2 kHz、線圈匝數為8的條件下,施加不同電流(250,300,350和 400 A)進行熱態模擬實驗,并記錄系統的開澆時間。同時利用數值模型針對上述各實驗進行數值模擬。前期研究表明[13],水口內填充的Fe?C合金在高溫鋼液及水口溫度梯度的作用下形成5個狀態層,自上而下分別為:液態層、凝固層、液態燒結層、固態燒結層和原始松散的顆粒層。由于凝固層、液態燒結層和固態燒結層的存在,使鋼包內的鋼液無法直接通過水口,起到引流砂的封堵作用,因此,將這3層統稱為封堵層。在鋼包達熱穩定后封堵層的厚度及位置不變,其溫度的變化范圍為1 050~1 459 ℃[13?14]。本文作者認為,當Fe?C合金封堵層表面的最低溫度低于1 050 ℃時,Fe?C合金為原始松散的顆粒狀態,打開滑板后可以自由下落;當Fe?C合金封堵層表面的溫度高于 1 459 ℃時,封堵層的表面可順利熔化,鋼包可順利 開澆。
圖3所示為實驗與模擬所得的1.5 t鋼包出鋼時間(模擬所得的開澆時間,即電源開始工作至Fe?C合金封堵層表面的溫度高于1 459 ℃時的時間)。由圖3可以看出:實際所需的出鋼時間略長于數值模擬結果,這是由于實驗中電源與線圈之間的導線長3 m,電能在傳輸過程中存在著能量的損耗,但兩者的變化趨勢一致,吻合較好。由于實驗所用的1.5 t 鋼包的結構及材料均與300 t鋼包的相同,適用于2種鋼包的感應加熱線圈尺寸相近,因此,可使用該有限元模型進行 300 t鋼包電磁出鋼時間計算。

1—模擬值;2—測量值
3.2 電源參數對加熱效果的影響
當水口內填充的Fe?C合金的物性參數一定時,電源及線圈參數均對鋼包的開澆時間有重要影響[7?8]。對于具體的鋼包,由于水口的形狀和線圈內側填充的隔熱層的厚度固定不變,感應線圈的形狀也隨之確定;另一方面,由于Fe?C合金燒結層的厚度和位置固 定[13],因此,線圈的長度確定。對于某鋼廠的300 t鋼包,在線圈參數固定的前提下(計算中選用的線圈半徑為120 mm,高度為102 mm,線圈頂部與座磚頂部的距離為150 mm),需通過調整電源參數來提升電磁出鋼系統的開澆時間。
根據感應加熱的原理,當感應線圈通交流電時,在Fe?C合金內部會產生感生電流,并在感生電流的誘導作用下合金內部會產生感應熱,感生電流的頻率與強度決定了感應加熱效率。由于感生電流的頻率與電源的輸出頻率相同,感生電流的強度取決于電源頻率及電源輸出電流的強度。因此,在設計電源時須要具體地考慮電源輸出電流與頻率對鋼包開澆效果的影響。
3.2.1 電流的影響
增大電流可有效提升系統加熱效率,縮短電磁出鋼系統的開澆時間。然而,增大電流會使線圈自身產生大量的熱,不僅造成能量的損耗,而且使線圈的工況環境惡化,降低線圈的安全性和使用壽命。因此,須要綜合考慮線圈的工況溫度來分析電流對電磁出鋼系統開澆效率的影響。圖4所示為=15.2 kHz,加熱時間為2 min時,不同電流的條件下,封堵層的最低溫度及線圈的最高工況溫度隨電流變化曲線。由圖4可以看出:隨著的增大,電源的加熱效果變得明顯,當≤400 A時,阻礙鋼包開澆的封堵層表面的最低溫度在1 459 ℃以下,鋼包無法順利開澆;當為500,600以及700 A時,均能順利開澆,此時線圈的最高環境溫度分別為447,491及558 ℃。為了降低線圈的環境溫度(安全溫度在500 ℃以下[8])及增強線圈的安全性,理想的電流為500 A。
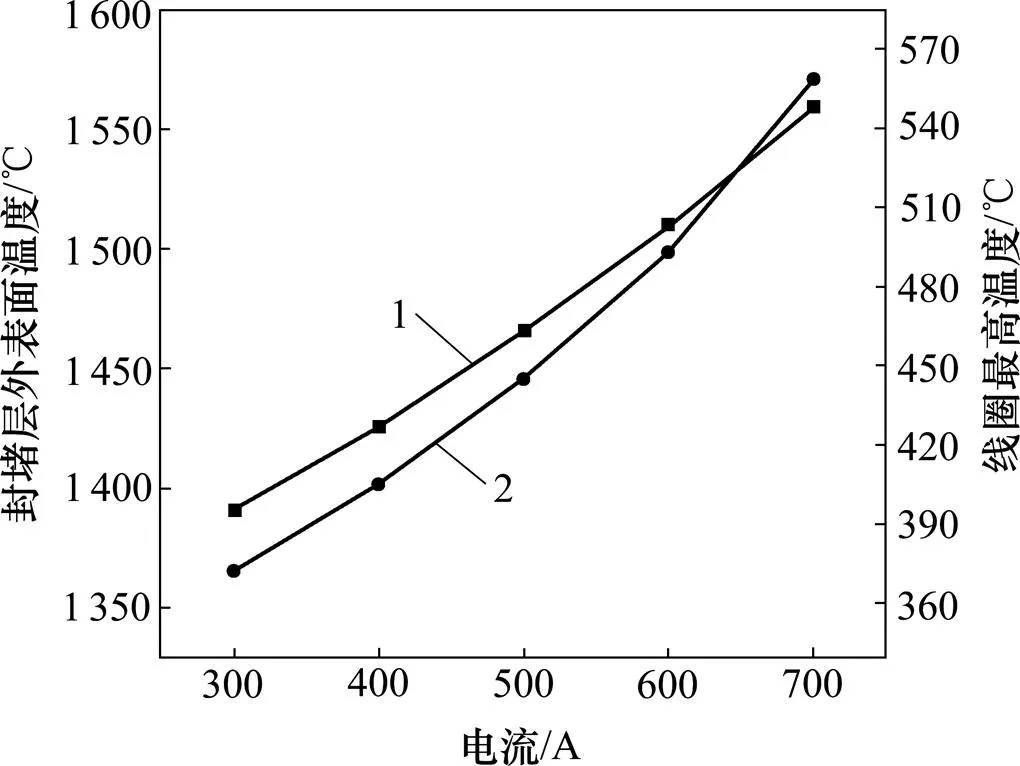
1—封堵層外表面溫度;2—線圈最高溫度
3.2.2 電源頻率的影響
根據頻率的不同,感應加熱電源可以分為高頻(10 kHz以上)、中頻(1~10 kHz)和工頻(50 Hz)。工頻感應加熱電源的加熱速率較低,多用于大型冶煉,不滿足電磁出鋼系統的快速加熱要求。因此,須要在中頻或高頻范圍內選擇合適的頻率來滿足電磁出鋼系統的快速出鋼要求。為了確定電源的頻率范圍,分別考察中頻(6 kHz)和高頻(14 kHz)電源對封堵層電流密度的作用規律。圖5所示為=500 A,中頻和高頻電源對封堵層的電流密度分布的影響。由圖5可以看出:在同一電源頻率條件下,靠近Fe?C合金外表面區域的感生電流密度較大,靠近Fe?C合金中心區域的感生電流密度較小;不同電源頻率條件下,在靠近Fe?C合金外表面區域,高頻電源所產生的感生電流密度大于低頻的,而在Fe?C合金中心區域,低頻電源所產生的感生電流密度大于高頻的。對于電源出鋼系統,封堵層在鋼液的靜壓力作用下,無需完全熔化,只需熔化封堵層的外表面便可順利開澆。因此,應在高頻范圍內選擇適用于300 t電磁出鋼系統用鋼包的電源頻率。

頻率/kHz: 1—6; 2—14
為了得到適用于300 t電磁出鋼系統用鋼包的電源頻率,進一步考察不同高頻條件下Fe?C合金的加熱效果。圖6所示為當=500 A,加熱時間為2 min時不同電源頻率條件下Fe?C合金的溫度分布云圖(左下角)及其表面溫度在和方向上隨距離變化曲線(右上角)。由圖6可以看出:隨著的增大,封堵層外表面區域的感生電流密度也隨之縮小,電源的加熱效率則不斷提升。當≤14 kHz時,阻礙鋼包開澆的封堵層表面的最低溫度在1 459 ℃以下,鋼包無法順利開澆;當=16 kHz及=18 kHz時,封堵層表面的最低溫度在1 459 ℃以上,鋼包可以順利開澆。然而,過大的電源頻率將增加電源的開發及生產成本,因此,較為理想的頻率為16 kHz。

頻率/kHz: 1—10; 2—12; 3—14; 4—16; 5—18
綜上可得,對于某鋼廠的300 t鋼包,當= 500 A和=16 kHz時,電磁出鋼系統可以在2 min內完成 開澆。
3.3 該電源參數對系統安全性的影響
對于某廠的300 t電磁出鋼系統用鋼包,采用=500 A和=16 kHz的電源參數,可以使系統在2 min時熔化Fe?C合金的封堵層。但在系統工作時,500 A的電流必然使線圈自身產生一定量的熱,進而可能影響到線圈的安全性。因此,須要分析該電源參數對線圈安全性的影響。圖7所示為線圈在工作時的等效應力云圖。由圖7可以看出:線圈頂部的等效應力小于線圈底部的,線圈的最大等效應力處位于線圈的底部,為51.2 MPa。這是由于冷卻空氣(氣壓為0.2 MPa,溫度為30 ℃)先通過線圈的頂部,最后經線圈底口流出。此時銅線圈的屈服強度為170~220 MPa[8],線圈的最小安全系數大于3.6,線圈可以安全工作。因此,在該電源參數條件下感應加熱線圈在整個過程中均具有較高的可靠性,可以安全使用。
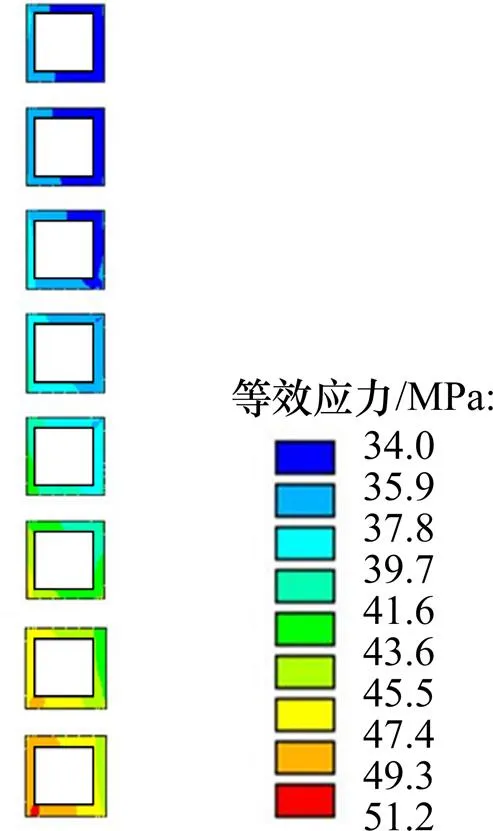
圖7 線圈工作時間等效應力分布
不同參數的感應加熱電源在工作過程中會影響線圈附近的鋼包底殼,使鋼殼產生一定的熱量。如果鋼殼所產生熱量過大,很可能會影響鋼殼的熱穩定性和結構安全性,最終導致系統無法安全地用于生產。因此,須針對上述的電源參數來進一步分析系統電源在過程中鋼包底殼可靠性。圖8所示為普通鋼包和電磁出鋼系統用鋼包(系統未工作和系統工作2 min時)底殼的溫度分布云圖。
由圖8可以看出:電磁出鋼用鋼包底殼在系統未工作時的溫度比傳統鋼包的低,這是因為在電磁出鋼系統用鋼包的水口磚內安裝了隔熱層,有效地阻礙高溫鋼液的熱量傳遞。在感應加熱2 min后,電磁出鋼用鋼包底殼的溫度增加較少,最大溫度增加約為30 ℃(位于線圈底部的中心位置)。溫度增加較少的主要原因為:1) 受圓環效應的影響,通過加熱線圈的電流主要集中在線圈的內側,所以線圈內部的加熱效率較高,而對線圈外部的加熱效率較低;2) 由于鋼包底殼與線圈的最低位置之間的距離較遠(138 mm),磁場強度衰減嚴重。盡管在系統工作過程中線圈底部鋼殼的溫度有所增加,最高溫度達到395 ℃左右,但仍遠低于鋼殼安全使用溫度(鋼殼的材質為Q345,在470 ℃以下均可安全使用),因此不影響鋼包底殼的熱穩定性。
為分析上述電源參數對鋼包外殼結構安全性的影響,進一步考察傳統鋼包和電磁出鋼系統用鋼包在系統工作2 min時鋼包底殼的等效應力。圖9所示為傳統鋼包和新型電磁出鋼系統鋼包底殼的等效應力在和方向上隨距離變化曲線。由圖9可以得出:該參數電源的使用對鋼包底殼的等效應力影響較小,電磁出鋼系統用鋼包底殼的等效應力曲線與傳統鋼包的相近,鋼包底殼的最大等效應力均在180 MPa以下,遠小于此鋼殼的屈服強度(Q345, 345 MPa)。受感應加熱的影響,水口座磚下方鋼殼的等效應力有所提升,但提升的幅度較小,最大增加5 MPa,不影響鋼殼的安全性。綜上可得,采用該電源參數的電磁出鋼系統不影響鋼包外殼的安全性,該電源可安全地用于生產。
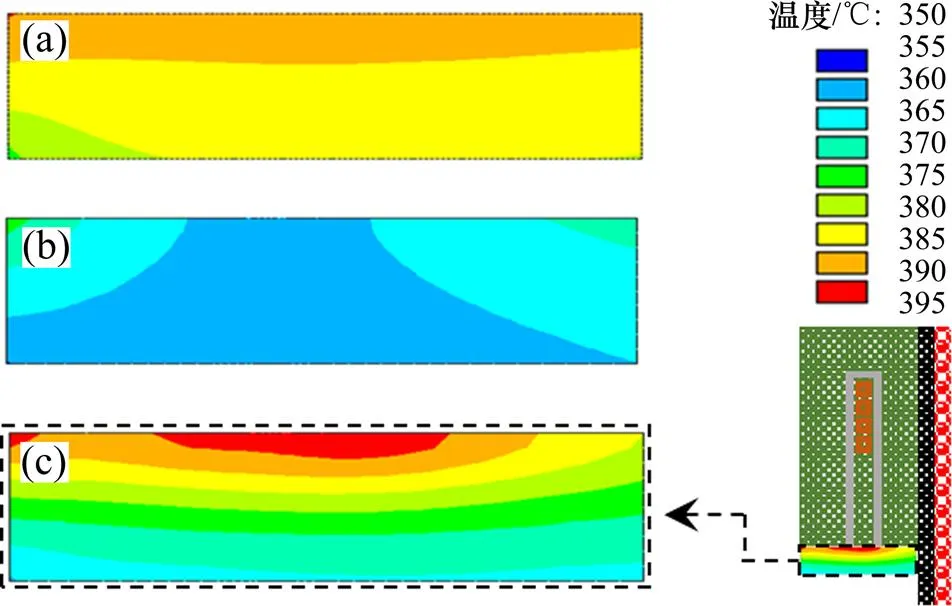
(a) 傳統鋼包;(b) 電磁出鋼系統用鋼包(t=0 min);(c) 電磁出鋼系統用鋼包(t=2 min)
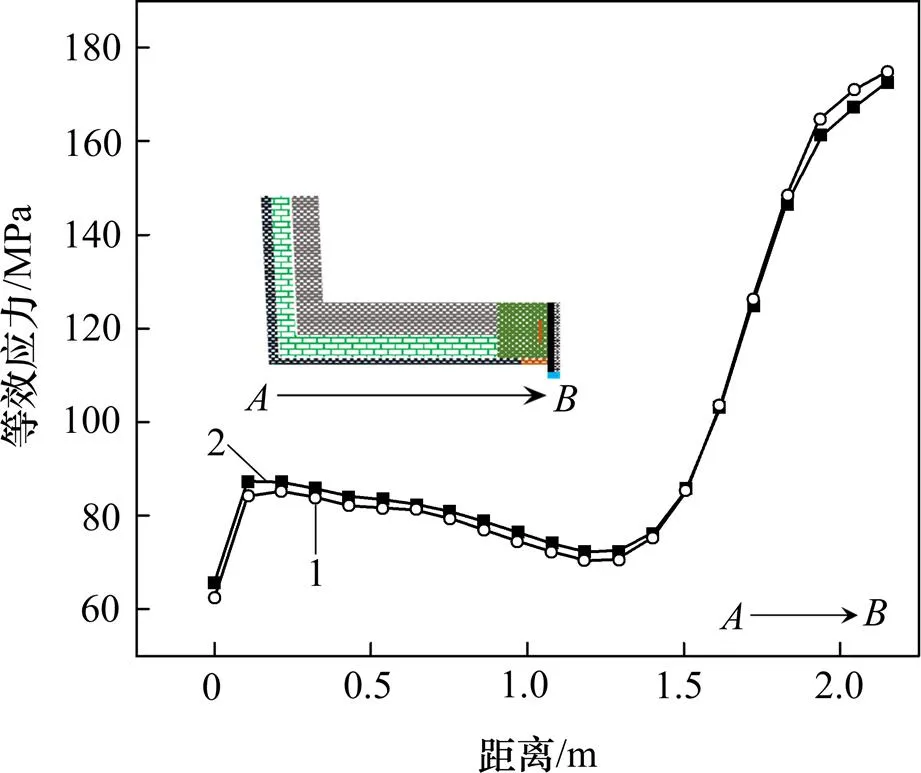
1—新型鋼包;2—傳統鋼包
4 結論
1) 實驗和模擬了自行設計的1.5 t電磁出鋼系統鋼包的出鋼時間,模擬結果與實驗測得結果吻合較好,趨勢一致,驗證了計算模型的正確性。
2) 定量研究電源參數對電磁出鋼系統用鋼包開澆效果的影響,得出300 t新型電磁出鋼系統鋼包的最優電源參數為:=500 A,=16 kHz。
3) 采用上述電源參數的電磁出鋼系統在工作過程中系統對鋼包底殼的溫度分布和線圈與鋼包底殼等效應力分布影響較小,線圈和鋼包底殼均能滿足材料的安全性要求,該參數的電源可以安全地用于生產。
[1] Mazzaferro G M, Piva M, Ferro S P, et al. Experimental and numerical analysis of ladle teeming process[J]. Ironmaking and Steelmaking, 2004, 31(6): 503?508.
[2] Kappmeyer K K, Shapland J T. Development of sliding-gate systems for controlling steel teeming[J]. Journal of the Iron and Steel Institute, 1972, 210(10): 751?756.
[3] Tanaka H, Nishihara R, Kitagawa I, et al. Quantitative analysis of contamination of molten steel in tundish[J]. The Iron and Steel Institute of International, 1993, 23(1): 1238?1243.
[4] Tanaka H, Nishihara R, Miura R, et al. Technology for cleaning of molten steel in tundish[J]. The Iron and Steel Institute of International, 1994, 34 (6): 868?874.
[5] 王強, 李德軍, 劉興安, 等. 一種鋼包電磁感應加熱出鋼裝置及其安裝方法: 中國, CN102274963A[P]. 2011?08?03. WANG Qiang, LI Dejun, LIU Xingan, et al. A steel ladle with induction heating device and its installation method: China, CN102274963A[P]. 2011?08?03.
[6] GAO Ao, LI Dejun, WANG Qiang, et al. Analysis of an automatic steel-teeming method using electromagnetic induction heating in slide gate system[J]. The Iron and Steel Institute of International, 2010, 50(12): 1770?1776.
[7] 高翱, 王強, 李德軍, 等. 電磁引流技術的出鋼效率及其影響因素[J]. 金屬學報, 2010, 46(5): 634?640. GAO Ao, WANG Qiang, LI Dejun, et al. Efficiency and influencing factors of electromagnetic steel-teeming technology[J]. Acta Metallurgica Sinica, 2010, 46(5): 634?640.
[8] LIU Xingan, WANG Qiang, LI Dejun, et al. Coil design in electromagnetic induction-controlled automated steel-teeming system and its effects on system reliability[J]. The Iron and Steel Institute of International, 2014, 54(3): 482?488.
[9] 楊治立, 朱光俊, 常長志. 鋼包穩態溫度場的有限元模擬[J]. 特殊鋼, 2007, 28(3): 41?43. YANG Zhili, ZHU Guangjun, CHANG Changzhi. Finite element simulation of stable state temperature field of ladle[J]. Special Steel, 2007, 28(3): 41?43.
[10] Sadeghipour K, Dopkin J A, Li K. A computer aided finite element/experimental analysis of induction heating process of steel[J]. Computers & Industrial Engineering, 1996, 28(1): 195?201.
[11] Jang J Y, Chiu Y W. 3-D transient conjugated heat transfer and fluid flow analysis for the cooling process of sintered bed[J]. Applied thermal engineering, 2002, 29(3): 2895?2903.
[12] Fredman T P, Torrkulla J, Saxen H. Two-dimensional dynamic simulation of the thermal state of ladles[J]. Metallurgical and Materials Transactions B, 1999, 30(2): 323?328.
[13] 高翱, 王強, 李德軍, 等. 電磁出鋼系統中Fe-C合金的狀態研究[J]. 金屬學報, 2011, 47(2): 219?223. GAO Ao, WANG Qiang, LI Dejun, et al. State of Fe-C alloy in the electromagnetic steel-teeming system[J]. Acta Metallurgica Sinica, 2011, 47(2): 219?223.
[14] Housner H H. Handbook of powder metallurgy[M]. New York: Chemical Publishing Company, 1982: 154?163.
(編輯 劉錦偉)
Power supply design in electromagnetic induction controlled automated steel-teeming system and its effects on system reliability
LIU Xingan, WANG Qiang, SHI Chunyang, LI Hongxia, LIU Tie, HE Jicheng
(Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education, Northeastern University, Shenyang 110819, China)
In order to use the electromagnetic steel technology in industrial production, the induction heating power supply used in the system and the system reliability need to be investigated when the power supply is in operation. The industrial experiments and numerical simulation were employed to investigate the teeming time of a self-designed ladle (with the mass of molten steel of 1.5 t in steel ladle) with an electromagnetic induction controlled automatic steel-teeming system. The calculated results were consistent with the experimental ones. The effect of the power parameters (current, power frequency) on the teeming efficiency of the industrial ladle (300 t) with the system was investigated. And the influences of the operating power supply on the temperature distribution and equivalent stress of the coil and ladle bottom shell were also analyzed. The results show that the current and power frequency both impact the ladle teeming efficiency and that the power parameters suitable for the ladle (300 t) are= 500 A,= 16 kHz. The operating power supply with the parameters has little effect on the safety of the coil and ladle bottom shell. The coil and ladle bottom shell both meet their safety requirements, and the system can be safely used in production.
electromagnetic metallurgy; steel-teeming; induction heating; reliability
10.11817/j.issn.1672-7207.2015.09.004
TF314.6
A
1672?7207(2015)09?3188?07
2014?08?31;
2014?11?08
國家自然科學基金資助項目(U1560207) (Project(U1560207) supported by the National Natural Science Foundation of China)
王強,教授,博士生導師,從事電磁冶金及材料研究;E-mail:wangq@mail.neu.edu.cn
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
