
淺談氯化聚氯乙烯(PVCC)現(xiàn)場口的制作方法
2015-12-21 04:57:36張勛中油吉林化建工程有限責(zé)任公司科威特項(xiàng)目部吉林龍?zhí)?/span>132021
化工管理 2015年15期
關(guān)鍵詞:焊縫
張勛(中油吉林化建工程有限責(zé)任公司科威特項(xiàng)目部,吉林 龍?zhí)?132021)
氯化聚氯乙烯(PVCC)是由聚氯乙烯樹脂氯化改性制得高分子化合物,又稱(聚)過氯乙烯,其含氯量61%-68%。具有熱塑性。不易燃燒,耐濃酸、濃堿液、礦物油等,制品在沸水中不變形。PVC樹脂經(jīng)過氯化后,分子鏈排列的不規(guī)則性增加,極性增加,使樹脂的溶解性增大,化學(xué)穩(wěn)定性增加,從而提高了材料的耐熱性及耐酸、堿、鹽、氧化劑等的腐蝕的性能,是一種應(yīng)用前景廣闊的新型工程塑料。
2012年我公司在阿聯(lián)酋博祿項(xiàng)目中開始對(duì)氯化聚氯乙烯材質(zhì)的工藝管線進(jìn)行現(xiàn)場施工,施工人員由意大利工程技術(shù)人員進(jìn)行技術(shù)培訓(xùn)并考核取得施工資質(zhì)。
本文詳細(xì)介紹其施工工藝包括其焊接技術(shù)的特點(diǎn)、工藝、內(nèi)外層纏繞方法和應(yīng)用范圍。
1 氯化聚氯乙烯焊接技術(shù)
1.1 施工準(zhǔn)備
1.1.1 技術(shù)準(zhǔn)備
1.1.1.1 人員準(zhǔn)備:施工人員必須經(jīng)過意大利工程技術(shù)人員培訓(xùn)并考核,取得施工資質(zhì)。由韓國現(xiàn)代建設(shè)公司下發(fā)意大利確認(rèn)的施工人員資質(zhì)證明
1.1.1.2 技術(shù)準(zhǔn)備:施工人員熟練掌握和嚴(yán)格控制焊接工藝參數(shù)。
1.1.2 焊接設(shè)備與工具準(zhǔn)備(見表1)。

表1
1.2 焊接方法
1.2.1 坡口加工
管子下料切割宜采用電動(dòng)工具(如切割機(jī))切割,切割后應(yīng)對(duì)管子的結(jié)構(gòu)無傷害,切割時(shí)應(yīng)在管軸向方向留有余量。下料后,先根據(jù)管子壁厚情況使用電動(dòng)砂輪機(jī)將氯化聚氯乙烯管打磨出單V型(2-5mm壁厚)或雙V型(4-10mm壁厚)坡口,坡口應(yīng)平齊,并應(yīng)將凸凹不平處打磨平整。坡口端面傾斜偏差△f不應(yīng)大于1mm。內(nèi)錯(cuò)邊量不得大于0.5mm。坡口角度為60-65°,鈍邊為0-1mm,根部組對(duì)間隙0.5-2mm。
1.2.2 焊口組對(duì)
坡口加工后使用三角刮刀將坡口兩側(cè)內(nèi)外表面20mm范圍內(nèi)刮凈,不得有氧化膜和氯化聚氯乙烯碎末。組對(duì)方法與鋼制管線組對(duì)方法一致,應(yīng)保證放在相同的軸線上。焊絲使用前應(yīng)將焊絲用50目砂紙逐根打磨,去除氧化層。當(dāng)焊把壓縮空氣溫度達(dá)到290-320℃,流量為60-90 L/MIN,壓力<0.3BRA的時(shí)候,方可進(jìn)行點(diǎn)焊。焊把熱空氣噴嘴的尖端應(yīng)按照90度角的平分線放置,點(diǎn)焊組對(duì)過程中焊件應(yīng)放置穩(wěn)固,點(diǎn)焊不能少于三點(diǎn),定位焊應(yīng)與正式焊接工藝相同。定位焊的焊縫長度宜為10-15mm,高度為1-2mm。定位焊的焊縫經(jīng)檢查確認(rèn)后使用三角刮刀將定位焊焊縫兩端刮成緩坡形,高度修整到1mm左右,同時(shí)去除上面的氧化層。
1.2.3 焊接工藝及參數(shù)
點(diǎn)焊結(jié)束后開始正式焊接,焊接位置、焊絲送絲位置及焊接方向見圖1,焊絲的角度以90度為宜,見圖2。
焊接工藝參數(shù):1、壓縮空氣溫度290-320℃;2、壓縮空氣熱流量60-90 L/MIN;3、壓縮空氣壓力<0.3BRA

圖1:焊接位置
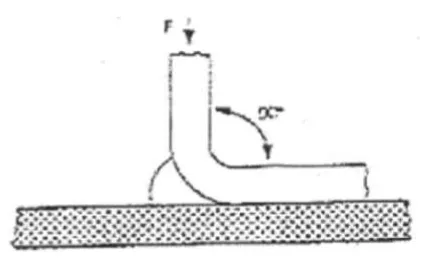
圖2:焊絲角度
當(dāng)焊把壓縮空氣溫度達(dá)到290-320℃,流量為60-90 L/MIN,壓力<0.3BRA的時(shí)候,進(jìn)行正式焊接。用噴嘴將焊絲與坡口母材同時(shí)加熱至表面溶化,然后開始送焊絲,送焊絲一定要施加壓力,因?yàn)檫@樣可以使焊絲與焊件充分熔合,達(dá)到彼此連接的目的,同時(shí)也將坡口內(nèi)的殘余空氣排擠出來,保證焊接質(zhì)量。送絲的速度要保證一致,焊接過程中周期性檢查各種參數(shù),并及時(shí)調(diào)整,保證焊接工藝參數(shù)正確。多層焊的焊接層次與鋼制焊口壓道焊的焊接順序也不相同,祥見圖3。且壓道焊不可壓到1/2處。焊接過程中,焊絲的顏色不能改變,否則表明焊接溫度過高,需要馬上停止焊接。焊絲在焊接停歇后繼續(xù)焊接前要剪掉原來溶化的位置。收尾焊接時(shí)要用力將焊絲按下,保證焊縫內(nèi)部空氣完全排出。焊接結(jié)束后,使用三角刮刀對(duì)焊道和過渡區(qū)進(jìn)行修整。保證圓滑過渡,表面無缺陷。在最后一層焊接之前,需要在焊道內(nèi)埋一根銅線,蓋面后完全將銅線埋住。焊接結(jié)束后使用電火花實(shí)驗(yàn)來檢驗(yàn)焊接的嚴(yán)密度。
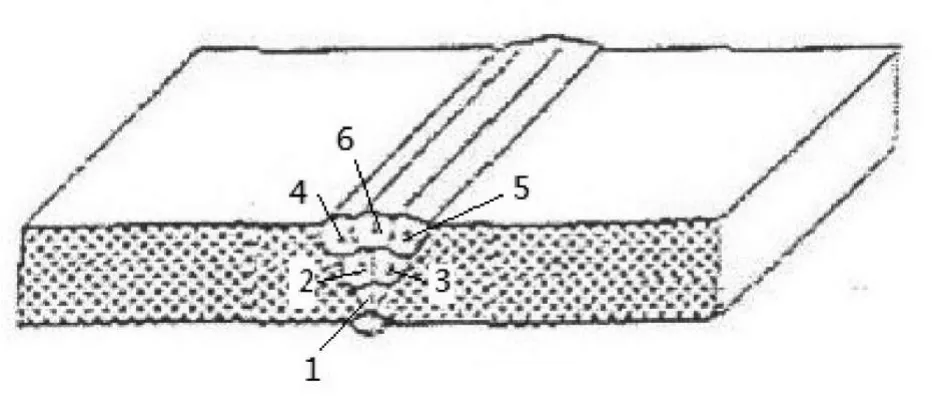
圖3
1.3 焊接質(zhì)量控制要點(diǎn)
(1)坡口尺寸及組對(duì)間隙要嚴(yán)格控制,完全按照要求施工。
(2)焊絲和焊槍角度控制要嚴(yán)格實(shí)行焊接工藝要求,送絲的速度要一致,送絲要加壓,不可讓焊絲熔化自由進(jìn)絲。
(3)點(diǎn)固焊焊點(diǎn)的處理和焊接層間的處理要認(rèn)真,必須用三角刮刀進(jìn)行修整,保證無氧化層的出現(xiàn)。
(4)焊接工藝參數(shù)的控制要在焊接過程中隨時(shí)監(jiān)控,及時(shí)調(diào)整,以用來保證焊接效果。
2 氯化聚氯乙烯的纏繞方法
總體來說,氯化聚氯乙烯的粘接纏繞方法與玻璃鋼管的纏繞方法基本一致,但是使用的材料卻比玻璃鋼管減少了一半以上。對(duì)氯化聚氯乙烯進(jìn)行纏繞主要是為了保證其外觀的完美,同時(shí)保證其打壓效果。對(duì)小口徑的氯化聚氯乙烯管只進(jìn)行外層纏繞即可,但是大口徑的氯化聚氯乙烯管還需對(duì)內(nèi)部進(jìn)行纏繞處理。下面就介紹一下氯化聚氯乙烯管的纏繞方法。
2.1 外層纏繞
外層纏繞分為底層,中間層,密封層及外層包布。當(dāng)對(duì)口層焊接完成后,將纏繞配方貼在纏繞接口附近的管子中心線上。在打磨區(qū)域外面鋪設(shè)塑料布,塑料布要覆蓋整個(gè)管子外表面,防止樹脂涂抹時(shí)弄臟管子非纏繞表面。作業(yè)組負(fù)責(zé)人要根據(jù)施工要求檢查施工用具、用料是否準(zhǔn)備充分,只有準(zhǔn)備充分后才能開始外層纏繞施工工作。按照配方的要求混合樹脂、固化劑和延遲劑。配比比例如下:樹脂:固化劑=1:1%-3%;固化劑:延遲劑=3:0-1。具體樹脂配比數(shù)值根據(jù)環(huán)境溫度而定,環(huán)境溫度越高固化劑比例越小,延遲劑比例越大。纏繞總的操作步驟如下:按照配方要求劃纏繞邊界線,將混合好的樹脂完全涂抹纏繞區(qū)域,在完全浸潤的條件下盡量少涂抹樹脂。纏繞玻璃絲布時(shí),要求4人在管子2側(cè)配合操作,涂抹樹脂的纏繞工要站在對(duì)方的斜對(duì)面,首先完全纏繞一圈,然后按照50%疊加規(guī)則(也就是說纏繞一圈,玻璃絲布實(shí)際覆蓋2圈)向前纏繞直至達(dá)到纏繞界限,在纏繞邊界要100%疊加纏繞2圈,纏繞過程中要不斷涂抹樹脂,在完全浸潤的條件下盡量少涂抹樹脂。一圈纏繞完成后按照50%疊加規(guī)律反向纏繞,重復(fù)上述步驟,直至達(dá)到要求層數(shù)。其中在纏繞中間層時(shí),要求每層向內(nèi)2厘米錯(cuò)邊,直到達(dá)到纏繞的層數(shù)。當(dāng)?shù)讓印⒅虚g層纏繞完畢后,按照步驟纏繞2層360/16規(guī)格的密封層。最后纏繞外表層包布,要求纏繞表面要圓滑過渡,表層包布第一圈要100%壓接,然后按2厘米左右搭接規(guī)則向前纏繞,末端也要100%搭接2層。
纏繞接口在自然環(huán)境溫度下固化。固化時(shí)不能撤除防風(fēng)蓬,防止風(fēng)沙污染纏繞口和陽光直射造成固化不均勻產(chǎn)生裂紋。
2.2 內(nèi)層纏繞
內(nèi)層纏繞的準(zhǔn)備工作和外層相同。纏繞的具體操作如下:按照配方要求貼玻璃絲布270/10,要求內(nèi)壁2側(cè)要分別纏繞,纏繞一側(cè)完成后纏繞另一側(cè)。纏繞過程中要注意纏繞邊緣緊貼纏繞邊界線內(nèi)側(cè),不能超出纏繞邊緣,涂抹樹脂要在完全浸潤的情況下盡量少。每纏繞4-5道(8-10層),要用鋁滾刷徹底將氣泡和多余樹脂除去。玻璃絲布按照下圖原則纏繞。達(dá)到纏繞層數(shù)后表面纏繞頂層蓋布,蓋布要完全覆蓋纏繞的玻璃絲布并且要超過玻璃絲布邊緣至少1厘米。
2.3 最終處理
在內(nèi)外口纏繞固化完全后打磨除去褶皺、氣泡、樹脂凝結(jié)塊等缺陷,然后在打磨部分均勻涂抹樹脂。
3 結(jié)語
(1)采用意大利的氯化聚氯乙烯的焊接技術(shù)焊接出來的焊縫,其外觀質(zhì)量、內(nèi)部質(zhì)量均符合相關(guān)標(biāo)準(zhǔn),可以滿足使用要求。
(2)以往國內(nèi)對(duì)于PVCC管線的連接均采用膠粘接的連接方法,焊接與粘接同時(shí)使用,能夠使連接處嚴(yán)密性好,強(qiáng)度高,使用壽命長,具有廣闊的發(fā)展空間,從長遠(yuǎn)意義上講,節(jié)約了維護(hù)和檢修成本。
(3)此技術(shù)可在一定程度上減低投資成本,減少了環(huán)境污染,通過各種資源消耗的減少實(shí)現(xiàn)企業(yè)效益和社會(huì)效益的增大。
(4)由于氯化聚氯乙烯這種新型材料現(xiàn)在被更多的領(lǐng)域所使用,所以我公司在以后的工程中,會(huì)越來越多的使用它,此項(xiàng)技術(shù)有大力推廣的必要性。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
