基于MasterCAM的平面圖畫快速雕刻
2015-12-25 08:30:32蔣三生
機械工程師 2015年3期
蔣三生
(北京農(nóng)業(yè)職業(yè)學院機電工程學院,北京102208)
0 引言
數(shù)控雕刻技術在家具裝飾、標牌、廣告、模型制作等領域應用廣泛,有浮雕、平雕、鏤空雕刻等多種方法。平面雕刻是數(shù)控雕刻技術中應用最廣泛、成本最低、效率最高的一種雕刻技術,主要是通過專用CAM軟件將已經(jīng)處理好的平面圖案模型進行加工工藝處理,生成CNC能直接識別的數(shù)控程序,再傳輸至數(shù)控平面雕刻機床上進行加工。這種雕刻方法快速高效、設計成本低,但一般只提供一定數(shù)量的圖案、花紋、藝術畫等平面圖形供用戶選擇,如果要滿足客戶特殊的雕刻需要,則需要增加平面圖畫的設計成本。
1 位圖向矢量圖的轉換
利用數(shù)控銑床雕刻如圖1所示大小為60 mm×60 mm,深度為0.1 mm的平面圖畫(*.JPG格式)時,由于沒有現(xiàn)成的矢量圖,首先借助Algolab PtVector工具軟件,將位圖文件快速轉換為矢量圖文件(*.DXF格式),轉換結果如圖2所示。由于軟件處理的缺陷,新得到的矢量圖形中各線條元素不連續(xù),形成很多的斷點,直接影響工藝處理過程中的走刀軌跡,造成頻繁的抬刀和下刀,自動生成的加工程序極其繁瑣,不利于快速加工,并且存在部分圖素缺失的現(xiàn)象,雕刻出來的圖畫美觀性差,需要利用CAD軟件對轉換后的矢量圖文件進行一定的處理,主要是把相關的圖素進行合并處理,并刪除一些模糊的圖素和雜點,填補一些缺失的圖素,處理后的位圖文件如圖3所示。

圖1 平面圖案位圖
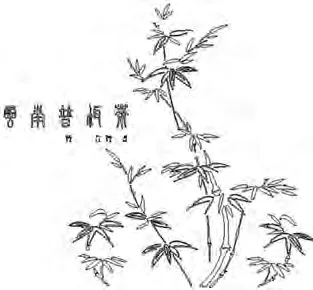
圖2 轉換后的平面圖案矢量圖
2 基于Master CAM的工藝處理
2.1 前置處理

圖3 處理后的平面圖案矢量圖
選用MasterCAM X軟件對該圖畫進行加工處理。具體步驟如下:1)打開前面經(jīng)CAD軟件處理好的*.DXF位圖文件;2)平移圖畫到合適位置,使圖畫的中心位置與繪圖區(qū)坐標系原點位置重合,并經(jīng)過適當?shù)谋壤s放,使圖案大小控制在60 mm×60 mm尺寸內;3)【機床類型】選擇為【銑削】【MILL3-AXISVMC MM.MMD】,對材料進行設置,大小為60 mm×60 mm×10 mm,最終效果如圖4所示;4)在【刀具路徑】中選擇【外形銑削】對圖畫進行加工工藝處理,采用“窗選”方式拾取全部的圖畫元素;5)在【刀具參數(shù)】卡片中設置好刀具號、刀具長度補償號等,選擇合適直徑的雕刻刀,對刀具銑削參數(shù)進行合理設置,如圖5所示;6)在【外形銑削參數(shù)】卡片中設置好參考高度、下刀位置、加工表面和深度等,關閉補正形式,如圖6所示;7)對雕刻過程進行工藝處理后,進行仿真模擬加工,效果如圖7所示。

圖4 設置完毛坯材料的效果圖
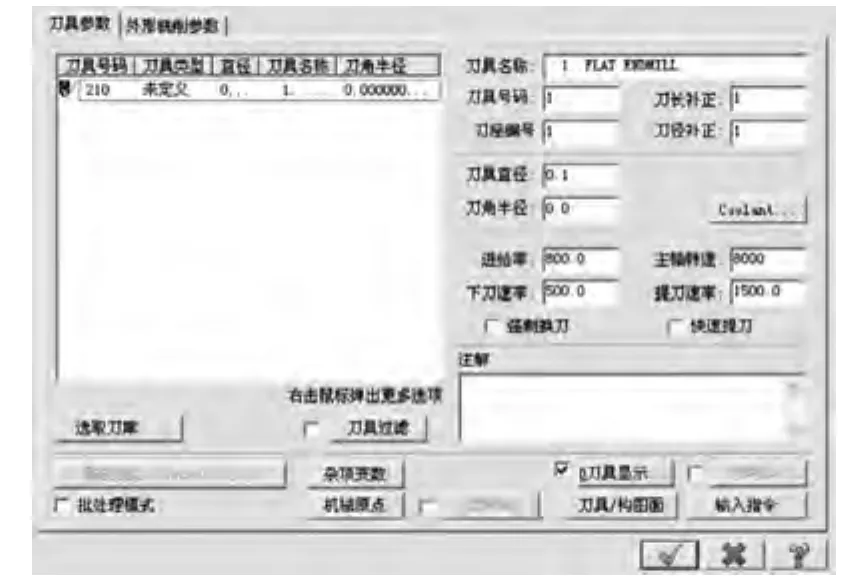
圖5 刀具參數(shù)設置卡片
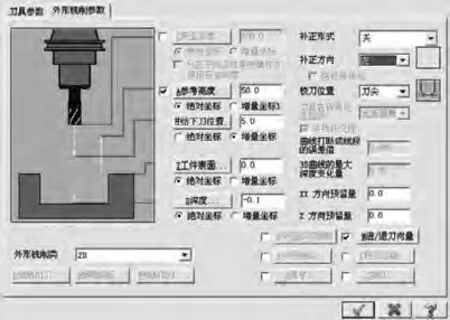
圖6 外形銑削參數(shù)設置卡片
2.2 后置處理
勾選上述刀具路徑軌跡,在【刀具路徑】卡片中選擇【后處理已選擇的操作】,保存文件默認*.NC格式,確定NC代碼的保存路徑和名稱,自動生成刀具軌跡NC程序代碼,代碼前段部分如圖8所示,其中“N104 T210 M6”換刀程序段需要根據(jù)實際情況進行修改,若主軸上已安裝有雕刻刀具,則直接刪除該行代碼,若雕刻刀具已經(jīng)在刀庫中,則需根據(jù)實際的刀具號進行修改。此外,由于不同數(shù)控機床換刀程序的格式存在差別,需根據(jù)實際情況進行修改,確保該程序能在機床上順利運行。

圖7 仿真模擬加工結果

圖8 后處理得到的部分NC代碼
上述刀具軌跡生成NC代碼文本后,可拷貝至CF存儲卡內,通過數(shù)控機床面板的CF插槽進行讀取,或者在電腦與機床之間直接連線傳輸,由于一般的數(shù)控系統(tǒng)內存不足,難以一次性導入全部的NC程序,可通過在線加工的方式完成平面圖畫的快速雕刻。
3 結論
對所選圖案進行數(shù)控雕刻時,如何快速有效地將圖案文件轉換成CAM能識別的矢量圖文件是本次研究的重點工作,由于Algolab PtVector工具軟件在轉換文件格式時存在一定的局限性,難以得到完美的矢量圖素,需要借助CAD軟件對轉換后的*.DXF文件進行圖素的優(yōu)化再處理。此種圖案的優(yōu)化處理方法,能廣泛應用于平面雕刻領域,大大減少了圖案的人工設計周期和成本,柔性化程度高,對于滿足客戶的特殊需求具有重要的意義。
[1] 羅建新.MasterCAM編程與加工項目教程[M].武漢:華中科技大學出版社,2011.
[2] 劉文.MASTERCAM X2中文版數(shù)控加工技術寶典[M].北京:清華大學出版社,2008.
[3] 劉培義.數(shù)控雕刻技術在家具生產(chǎn)中的應用[J].林產(chǎn)工業(yè),2012,39(1):48-50.
[4] 鄺衛(wèi)華.基于MasterCAM的平面圖形雕刻加工技術[J].工具技術,2011(3):59-61.
