萬能二面角斜度墊塊的研究
2015-12-25 08:30:36梁小丹
機械工程師 2015年3期
梁小丹
(哈爾濱汽輪機廠有限責任公司 質檢中心,哈爾濱150046)
0 引言
葉片的加工在汽輪機的零部件加工中是加工量比較大的,也是比較關鍵的。由于葉片是非常特殊的零部件,有著復雜的形狀和角度,汽道型線為不規則的復雜曲面,葉根型線也是各式各樣。銑削加工葉片的過程中需要葉片擺放成加工位所需的角度,才能按照工序進行加工,以得到合格的葉片產品。需要擺放到合理的角度,就需要合理的夾具進行裝夾,夾具里面也會有相應的斜度墊塊,斜度墊塊也是夾具中十分的重要零件,因為其角度的精確與否將直接影響葉片加工的角度精度。經過研究和總結,從正弦臺得到的啟發,設計出可以兩個角度調整的萬能斜度墊塊,可以按要求調整出任何角度。通常的二面角墊塊如圖I所示。
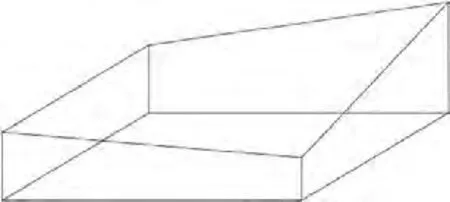
圖1 二面角墊塊
1 萬能斜度墊塊的設計
正弦臺是由3塊平板、2個合頁組成的兩個方向可以調整角度的工作臺。按要求改變正弦臺的尺寸,以適合不同大小的葉片,這樣按照統計的葉片種類,做出幾種萬能斜度墊塊就可適應絕大多數葉片。
如圖2所示,該萬能斜度墊塊由3個平板和2個合頁組成,2個合頁呈90°排布。底板下面配有2個銷釘和4個螺釘,用于安裝到底板上面,合頁1的一半焊接在上面板上,另一半焊接在中間板上面,這樣上面板和中間板就可以以合頁1為旋轉軸進行旋轉。從而實現了一個方向的角度的調整。同理,合頁2一半焊接在中間板上,一半焊接在底板上,這樣中間板和底板可以繞以合頁2為旋轉軸的中心進行旋轉,從而實現了另一個方向的旋轉。
得到了兩個方向的角度疊加,根據產品的擺放位置和方向進行計算,需要合理的調整,得到了如圖I的二面角效果。確定好角度以后,用正面和側面的螺栓進行鎖緊固定。
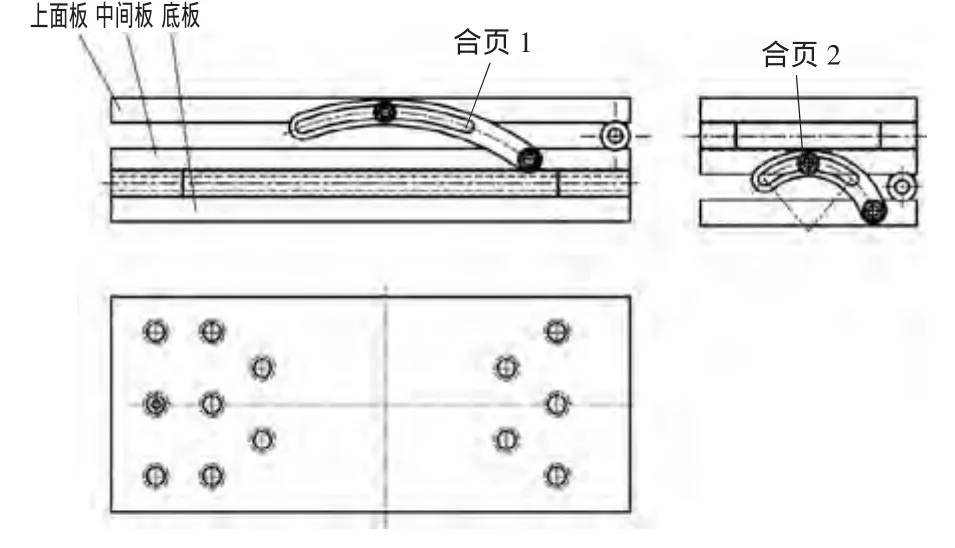
圖2 萬能斜度墊塊
2 萬能斜度墊塊的優化設計
上面設計的的萬能斜度墊塊只適用于普通機械加工使用,對于更加精密的量具使用要在設計上采取更加精密的方法和可靠的鎖緊機構,因為量具要求的就是精密和準確,所以對結構和加工工藝要有優化和改進。
如圖3,基本結構仍然是由圖2的零部件組成,只是多了兩組推進機構,推進機構采用了典型的頂絲和斜塊配合的結構。根據頂絲機構的行程和向前推進的距離可以計算出上面板和中間板的傾斜角度。
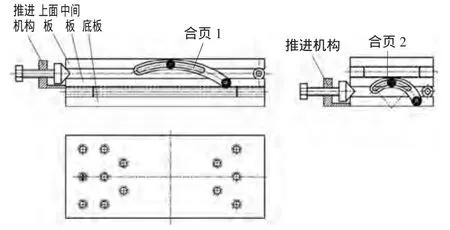
圖3 萬能斜度墊塊優化設計
合頁由一個套和一個軸組成,由于組成合頁的軸和套加工精度和配合精度會嚴重影響調整后角度的精度,從而影響加工和測量產品的精度。為了保證精密,采用基軸制,加工出階梯軸,如圖4,階梯軸的小徑是要控制的尺寸。套的內徑根據階梯軸的小徑進行配做并控制配合精度,采取過渡配合中,小軸的直徑和套的內徑粗糙度均不大于Ra1.6。
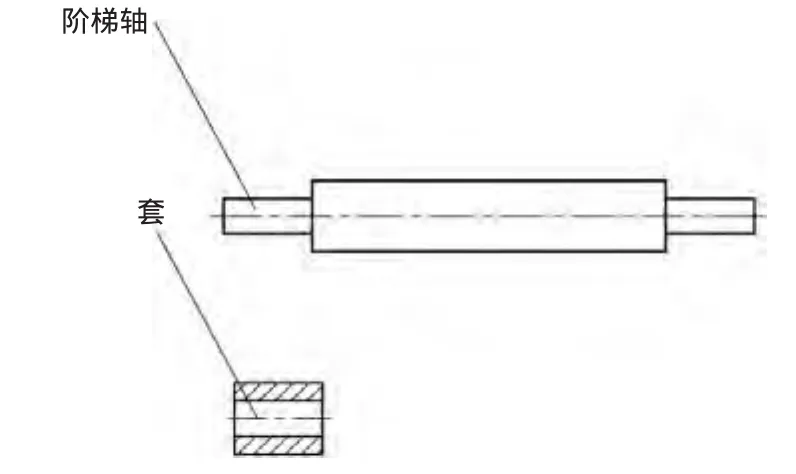
圖4 階梯軸
更關鍵的是階梯軸以及套和各個板焊接的時候如何盡可能地防止焊接熱應力變形,可以采取點焊結構。首先將階梯軸作準并焊接在板上,將外圍尺寸加工準,但內孔未加工準的套焊接在另一塊板上,然后根據階梯軸的小徑配做套的內徑。
更為先進的是應用液壓裝置代替純機械的頂絲推進機構來進行精確進給,并配以精確的測量角度的輔助設備,會使其角度更加準確。
3 最佳優化方案的優化
在生產過程中,為了解決更為復雜的加工和檢測問題,可以采取在上面板配有磁力吸盤的裝置,上面板和中間板的角度的俯仰,可以應用液壓和傳感器等感應裝置進行自動調節,方便裝夾和快換。
[1] 成大先.機械設計手冊[M].5版.北京:化學工業出版社,2008.
[2] 趙學增.現代傳感技術基礎及應用[M].北京:清華大學出版社,2010.
[3] 劉品,張也晗.機械精度設計與檢測基礎[M].哈爾濱:哈爾濱工業大學,2013.
