風電設備制造專用CO2氣體保護藥芯焊絲的研制
2015-12-26 06:10:03樊進珍黎春生
化工機械 2015年2期
林 鋼 樊進珍 黎春生
(酒鋼集團蘭州長虹焊接材料有限責任公司)
風電設備制造專用CO2氣體保護藥芯焊絲的研制
林 鋼**樊進珍 黎春生
(酒鋼集團蘭州長虹焊接材料有限責任公司)
介紹了一種風電設備制造專用、采用100% CO2氣體保護焊的藥芯焊絲的研制方法。該焊絲熔敷金屬具有低的擴散氫含量,良好的低溫韌性和優良焊接工藝性能,滿足風電設備制造對焊接材料的要求。
風電設備 藥芯焊絲 熔敷金屬 CO2保護焊
近年來,風電作為低碳環保清潔新能源在我國得到了空前發展。風電設備制造使用的相應焊接材料的研發十分重要,焊接材料除了要求與母材的成分、組織和性能相匹配外,還要求具有高的焊接效率。某些在我國北方零下40℃左右大風寒冷地區運行的風電設備更要求所使用的焊料熔敷金屬具有良好的低溫韌性。目前在力學性能方面滿足要求的電焊條不能實現半自動、自動化焊接。筆者研制了一種風電設備制造專用的可實現半自動高效焊接和熔敷金屬性能可調整的藥芯焊絲。
1 熔敷金屬力學性能要求
根據風電設備制造對焊接材料性能的要求,
所研制焊絲熔敷金屬力學性能見表1。

表1 熔敷金屬力學性能
2 配方設計和焊絲試制
2.1鋼帶的化學成分
為保證熔敷金屬有良好的低溫韌性,對所研制的藥芯焊絲在原材料(包括鋼帶和粉料)的使用上,嚴格控制雜質元素含量,消除原材料中有害元素對低溫韌性的影響。專用藥芯焊絲制造所用鋼帶的化學成分應符合表2的規定。

表2 鋼帶的化學成分
2.2焊絲藥芯配方設計
在設計藥芯配方時,要充分考慮兼顧熔敷金屬的力學性能,特別是熔敷金屬的低溫韌性和電弧的穩定性、焊接飛濺及焊縫脫渣等焊接工藝性能。
首先從控制熔敷金屬中的氫含量考慮,在藥芯中加入氟化物,在高溫下的焊接冶金過程中,氟化物中的氟與氫能發生反應生成穩定的、不溶于液態鋼中的HF,從焊縫金屬中逸出,達到去氫的目的。如在低堿度熔渣中加入約8%的CaF2,可使氫從熔敷金屬中的逸出速度急速增大。試驗過程中對氟化物的應用,以多種氧化物的形式加入較單一的氟化物為好,不但可以去氫而且有穩定焊接電弧的作用。常用的有螢石、氟鈦酸鉀和氟硅酸鈉,其中后兩種具有穩弧的作用。
在藥芯加入少量的MgO時,可改善高溫時熔渣的覆蓋和脫渣性,增加焊縫表面的光澤度,增加熔渣透氣性,可提高焊絲的抗氣孔性能,改善其韌性。
加入金紅石主要是在焊接時集中、穩定電弧,減少焊接飛濺,改善渣的覆蓋性能和焊縫脫渣性。
加入一定量的硅鋁酸鹽具有細化熔滴、減少飛濺及造渣等功效。硅鋁酸鹽中的二氧化硅使渣具有良好的覆蓋性能,能提高熔渣粘度,具有明顯的細化熔滴,降低飛濺的作用。而硅鋁酸鹽中的三氧化二鋁是兩性物質,適量加入可調節熔渣的粘度、酸堿度和熔點,可改善熔渣的覆蓋性和脫渣性。
在配方中加入鋯英石(其主要成分為二氧化鋯,熔點2 750℃),可使熔渣熔點提高,改善熔渣的粘度,使高速焊接時熔渣均勻覆蓋焊縫表面,并有改善焊縫成形、減少麻點使焊縫表面更光潔的作用。
研制焊絲時,為了達到提高韌性,凈化雜質,改變硫化物形態,凈化焊縫,減小夾雜物的尺寸,細化晶粒,改善焊縫低溫韌性的目的,特向藥芯中加入少量的稀土材料。
另外,在藥芯中加入鈦鐵、低碳錳鐵、鎳粉及鐵粉等金屬材料除了脫氧和向焊縫中滲合金外,還可改善焊接工藝、穩定電弧、降低飛濺、提高熔敷效率。藥芯配方見表3。

表3 藥芯配方 %
2.3各合金元素的作用
碳含量的高低直接影響著焊縫金屬低溫韌性,低的碳含量可以降低焊縫金屬的脆性轉變溫度,提高抗裂性。在研制過程中,為保障韌性指標,在碳的控制上,主要是從原材料方面進行控制,原材料選擇使用含碳低的材料,如低碳錳鐵等。
錳具有脫氧、脫硫、摻合金的作用,與FeO、S在高溫下發生反應,形成MnO、MnS進入熔渣被除去。加入錳后,在提高焊縫金屬強度的同時改善低溫韌性。
硅是脫氧元素,它與氧的親和力較錳大,在焊接過程中硅先于錳被氧化形成SiO2進入熔渣中,保護錳等元素過渡到焊縫金屬中,從而達到保證焊縫金屬的綜合力學性能的目的。但硅含量不宜過高,否則將使焊縫金屬強度增加,而降低塑性和韌性。
鎳是提高焊縫金屬低溫韌性的主要元素,具有細化晶粒和減小偏析的作用。
2.4專用藥芯焊絲的試制
采用滿足化學成分的碳鋼鋼帶,將其縱剪后清洗,軋制成U形,藥芯成分按所設計的配方配制,配料前對部分材料按工藝要求進行烘干處理,通過加粉裝置在U形槽內按13.5%~14.5%的填充率進行填充,然后繼續軋制使U形槽閉合封口,再經過拉絲機拉拔減徑,制備成直徑為1.6mm的焊絲。
3 試驗結果及分析
3.1焊接工藝
成品焊絲采用NB-500電焊機進行焊接試驗,工藝參數為:焊接電流270~280A,焊接電壓28~30V,焊接速度30~35cm/min,干伸長度20~25mm,100% CO2氣體保護,氣體流量25L/min,層間溫度控制在140~150℃之間,其他均按GB/T 10045規定進行。焊接焊縫成形美觀、脫渣性能優良、煙霧輕微且未出現焊縫表面無麻點壓坑現象。
3.2熔敷金屬化學成分和力學性能
熔敷金屬化學成分和力學性能分別見表4、5。

表4 熔敷金屬化學成分
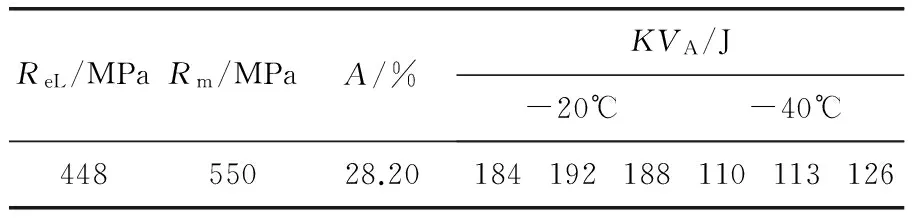
表5 熔敷金屬力學性能
3.3熔敷金屬擴散氫含量試驗
按照GB/T 3965-1995 《熔敷金屬中擴散氫測定方法》對此專用焊絲進行熔敷金屬擴散氫含量試驗,試驗結果平均值為3.69mL/100g。
3.4熔敷金屬顯微組織
圖1是專用藥芯焊絲焊接接頭金相組織,晶界白色組織是先共析鐵素體,沿晶界垂直向晶內生長的白色針狀組織也是鐵素體,晶粒有效尺寸明顯減小。
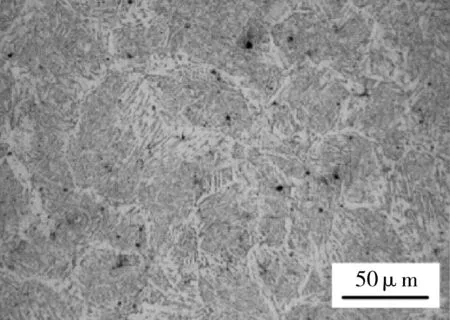
圖1 焊接接頭金相組織
4 結束語
開發研制的風電設備制造專用100% CO2氣體保護藥芯焊絲,經批量生產通過相關企業的使用測試,具有優良的焊接工藝性能,良好的低溫沖擊韌性和低的熔敷金屬的擴散氫含量,適用于風電設備的焊接。
DevelopmentofCO2GasShieldedFlux-coredWireforWindPowerEquipment
LIN Gang, FAN Jin-zhen, LI Chun-sheng
(JISCOLanzhouChanghongWeldingMaterialCo.,Ltd.,Lanzhou730050,China)
The development of special CO2gas shielded flux-cored wire for wind power equipment was studied to show that the flux-cored wire contains low diffusible hydrogen and boasts excellent low-temperature toughness and welding performance as the wind power equipment required.
wind power equipment, flux-cored wire, weld mental, CO2shielded welding
**林 鋼,男,1967年12月生,高級工程師。甘肅省蘭州市,730000。
TQ050.4
A
0254-6094(2015)02-0218-03
2014-08-14)
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
