國產CF鋼制3 000 m3丙烯球罐建造技術
2015-12-26 06:10:08霍中雪
化工機械 2015年2期
霍中雪
(合肥通用機械研究院)
國產CF鋼制3000m3丙烯球罐建造技術
霍中雪**
(合肥通用機械研究院)
從焊接工藝評定、焊接過程控制、現場施焊和焊后處理幾個方面介紹了采用國產CF鋼作為球殼板材料和國產GER-N27M作為焊材建造3 000 m3丙烯球罐的相關技術。
CF鋼 球罐 焊接 國產化
近年來石油化工行業迅速發展,儲備化工原料的球罐設備日趨大型化和高參數化,尤其對乙烯及丙烯等化工原料的儲存工況提出更加嚴苛的要求。CF鋼(即低焊接裂紋敏感性高強度鋼)在性能上具有明顯的優勢,其強度高、韌性好,加工成形和焊接性能優良,能滿足大型乙烯、丙烯球罐低溫、高壓的設計要求。以往CF鋼制球罐用鋼板和焊材主要依賴進口,致使制造成本較高。目前,國內某些鋼廠生產的CF鋼板的性能已達到進口CF鋼板的水平,同時國內也研制出與CF鋼相匹配的焊材,從而縮減了此類球罐的制造成本。
1 工程概況
某化工園區建造了4臺丙烯球罐,球罐本體采用07MnNiMoDR鋼板(舞陽鋼鐵公司研制生產的CF鋼)。該球罐技術參數為:
結構形式 三帶十支柱
公稱容積 3 000m3
內徑 18 000mm
壁厚 48mm
設計壓力 2.160MPa
最高工作壓力 1.623MPa
設計溫度 -48~50℃
最高工作溫度 45℃
該球罐容積大,采用三帶十支柱結構形式,球殼板數量少、焊縫總長度短、材料利用率高,但單片球殼板面積較大。另外,07MnNiMoDR鋼板強度高、硬度大,壓制成形時反彈量大,球殼板較厚,焊接質量難以控制。因此,該類球罐制造、組裝難度較大。
2 建造材料
2.1鋼板
07MnNiMoDR鋼板為調質狀態交貨,通過低碳、微合金化獲得強度高、低溫沖擊韌性好的低碳貝氏體組織。該鋼板淬硬傾向較小,焊接性能良好,產生冷裂紋的傾向較小。
鋼板復驗時進行力學性能試驗,抗拉強度為640MPa,沖擊試驗在橫向1/2板厚處取樣,-50℃低溫沖擊功分別為177、163、159J,表明該鋼板強度高,低溫沖擊韌性好。
2.2焊材
本球罐的焊接材料采用新研制的GER-N27M高韌性超低氫型焊條,該焊條脫渣性和工藝性能良好,宜采用短弧操作,可進行全位置焊接。按GB/T 3965-1995中色譜法測定[H]=2.54mL/100g,擴散氫含量較低,可減少氫致延遲裂紋的產生。焊條熔敷金屬的力學性能見表1,熔敷金屬沖擊吸收功有較大的富裕量,其具有良好的抗裂性和低溫沖擊韌性,冷彎試驗(d=3a,a=25,α=180°)合格,達到了進口焊條LB-65L的水平。

表1 GER-N27M焊條熔敷金屬
注:熱處理溫度575±15℃,保溫時間6.75h,400℃以上時,升降溫速度不大于100℃/h。
3 焊接工藝評定
通過對07MnNiMoDR鋼板和GER-N27M焊條進行一系列焊接性試驗,掌握了該鋼板和焊條的焊接特點。07MnNiMoDR鋼板75℃以上預熱不會產生冷裂紋,但有一定再熱裂紋傾向,考慮到現場施工條件的復雜性,推薦預熱溫度100~120℃。該鋼對焊接熱輸入較為敏感,隨著焊接熱輸入的增大,焊接接頭晶粒粗化,低溫沖擊韌性降低,但若控制焊接熱輸入不超過30kJ/cm,焊接接頭-50℃的低溫沖擊韌性仍可滿足技術要求。按照NB/T 47014-2011對焊接接頭進行立焊、橫焊、平焊+仰焊的焊接工藝評定,確定了現場施焊的熱輸入范圍和要求,評定合格的焊接工藝參數見表2、3。
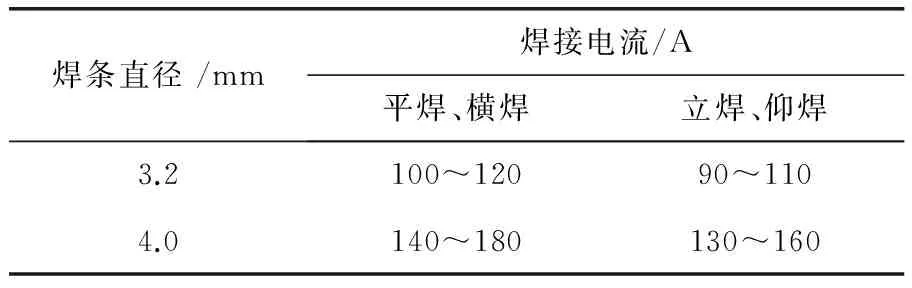
表2 不同規格焊條采用的焊接電流

表3 各種位置下的焊接線能量 kJ/cm
4 焊接過程控制
07MnNiMoDR鋼制球罐組焊時,可能會出現一些焊接性問題:
a. 焊接接頭冷卻速度快,熱影響區出現馬氏體淬硬組織,降低塑性韌性,產生硬化裂紋,抗應力腐蝕性能下降;
b. 焊接接頭高溫停留時間長,熱影響區中過熱區變寬,晶粒粗大、脆化,降低焊接接頭低溫沖擊韌性,甚至會造成冷脆;
c. 焊縫中的氫含量控制不當,加上焊接變形和焊接應力,可能導致產生冷裂紋。
4.1坡口
球罐焊縫坡口采用不對稱的X形(圖1),球罐外部焊接環境比內部好,外部焊接工作量比內部大。坡口角度采用負偏差,可減少焊接工作量,節省焊接材料,同時也降低了產生焊接裂紋、缺陷的幾率。經計算,坡口角度采用最大負偏差與采用最大正偏差相比,可節省焊接材料達16.7%。火焰切割的坡口表面應打磨出金屬光澤,徹底清除坡口處熔渣與氧化皮,坡口表面進行100%磁粉檢測,I級合格,并涂上可焊性防銹涂料。

圖1 焊縫坡口形式與尺寸
4.2焊接工藝選擇
焊接時采用直流電源,嚴格控制焊接線能量不超過30kJ/cm,不同規格焊條所采用的焊接電流和不同位置下所采用的焊接線能量在表2、3中已經提到。焊條管理、焊前預熱、后熱和層間溫度需嚴格控制:
a. 為控制氫的來源,焊條使用前經350~400℃烘干1~2h,置于100~150℃恒溫箱內,隨用隨取。焊工應使用焊條保溫筒,保溫筒內焊條須在4 h內用完,否則應重新烘干,烘干次數不宜超過兩次。
b. 焊前預熱應均勻,預熱溫度為100~120℃,預熱寬度為焊縫中心兩側各3倍板厚,且不少于150mm。按GB/T 18591-2001的規定對稱測量距坡口邊緣不超過50mm處的預熱溫度,每條焊縫測點不少于3點。
c. 施焊時采用窄焊道、薄層多層焊,每一焊道寬度不大于焊芯直徑的4倍,每一層焊道的厚度不超過3.5mm,焊接層間溫度不低于焊前預熱溫度,且最高溫度不大于180℃。
d. 球殼板與凸緣、厚壁管、支柱的連接焊縫焊后應立即進行熱處理,及時消除焊縫中的擴散氫,后熱規范為200~250℃保溫1h。
4.3焊縫清根與返修
X形坡口對接焊縫外側焊接完成后,背面清焊根。采用碳弧氣刨清焊根時,焊縫實際溫度應不低于預熱溫度,若低于預熱溫度,則清焊根時應先預熱。清完焊根后,采用砂輪磨除滲碳層、修整刨槽,使其呈U形,槽底半徑應大于5mm,長度方向寬窄一致。清焊根后,經滲透檢測確認無裂紋、未融合、未焊透及夾渣等缺陷后方可施焊。
當發現不允許存在的缺陷時,查清缺陷產生的原因,采用砂輪打磨或碳弧氣刨將缺陷消除。采用碳弧氣刨時,需用砂輪打磨清除滲碳層,經滲透檢測確認缺陷清除干凈后,提出返修方案,制定返修工藝。焊縫同一部位的返修次數不宜超過兩次,若超過兩次,應經制造單位技術總負責人批準,修補次數、部位和修補情況應計入球罐質量證明書。
4.4零部件制造
凸緣、厚壁管與極中板及上支柱與赤道板在組焊時需采用一些防變形措施,如預留一定的反變形量和加胎具固定。焊接完成后,用弦長不小于1 000mm的樣板檢測,要求極中板周邊100mm范圍內、開孔中心一倍開孔直徑范圍外的曲率允差e≤3.0mm;赤道板與上支柱焊接的焊縫200mm范圍內的曲率允差e≤2.5mm。若焊接變形導致曲率超標,則需要校形處理,為防止產生裂紋,應避開焊縫部位,僅在焊縫周圍進行校形。
5 現場施焊
本球罐板厚48mm,厚度大,焊接拘束應力大。組焊時為減小焊接變形和焊接應力,需要安排合理的焊接順序。采用以赤道帶為基準的張線單片散裝成形法,組裝順序為赤道帶→下極帶→上極帶。球罐組裝時注意調整錯邊量、棱角和對口間隙,組裝完畢后對其幾何尺寸進行檢測,確保符合技術要求和相關標準。
要求對稱施焊,各焊工的焊接速度應力求一致。施焊的順序為先焊縱縫后焊環縫,外部焊縫焊完后,內部清焊根,并經滲透檢測合格后,再焊內部焊縫,極板的縱焊縫從中間向兩邊焊。
焊道始端采用后退起弧法,焊道終端應將弧坑填滿。換焊條重新起弧時,應在上一根焊條的弧坑尚未冷卻時盡快起弧。每一焊道應一次連續焊完,如因故中斷焊接,需進行后熱消氫熱處理,將原焊道的弧坑打磨掉,經滲透檢測確認無裂紋后,再按原工藝規范施焊。多層焊各層間的接頭應錯開50mm以上,每一層焊道焊完后,清除焊渣、將焊瘤打磨至與焊層齊平,方可進行下一層焊道的焊接。
焊接完畢后,打磨消除焊縫表面焊波,球罐內外表面焊縫余高應為0,且不低于母材,對接焊縫打磨至與母材圓滑過渡;角焊縫與母材呈凹面圓滑過渡。對接焊縫形成的棱角(包括錯邊量)不得大于7mm。球罐焊后兩極間的內直徑、赤道截面的最大內直徑和最小內直徑三者相互之差應小于球罐內徑的7/1000,且不大于70mm。
6 焊后處理
6.1焊接接頭無損檢測
球罐焊接結束36h,并且焊縫表面形狀尺寸與外觀檢查合格后,對所有A類焊接接頭進行100%RT檢測和100%UT檢測復驗。熱處理和水壓試驗后,對所有A類焊接接頭和接管與極板之間焊接接頭進行100%UT檢測。RT檢測按JB/T 4730.2-2005標準,技術等級應不低于AB級,Ⅱ級合格;UT檢測按JB/T 4730-2005標準,技術等級應不低于B級,Ⅰ級合格。
此外,所有坡口、工夾具的焊痕處均需進行100%MT檢測;熱處理前后和水壓試驗后,所有焊接接頭表面均需進行100%MT檢測,按JB/T 4730.4-2005標準,I 級合格。上段支柱與赤道板焊縫表面和焊接位置周邊150mm范圍內進行焊前100% MT檢測、焊后100% UT檢測和100% MT檢測,結果均符合JB/T 4730-2005規定的I級要求。
6.2焊后整體熱處理
為消除球罐組焊后的殘余應力,改善焊接接頭性能,消除焊縫中有害氣體,防止焊縫產生裂紋,焊接完畢經無損檢測合格后,對球罐進行整體焊后熱處理。提高熱處理溫度,可使殘余應力得到更充分釋放,但是這將涉及再熱裂紋問題。根據裂紋敏感性試驗,該鋼再熱裂紋敏感溫度為620℃[1],制定熱處理工藝時要避開該溫度。
焊后熱處理規范為:熱處理溫度為575±15℃,恒溫時間2h,當溫度處于400℃以上時,升溫速度控制在50~80℃/h,降溫時降溫速度宜控制在30~50℃/h;當溫度達到400℃以下時方可自然冷卻。
6.3硬度檢測
球殼板壓制過程變形復雜,硬度增大;焊接冷卻過程產生淬硬組織,焊接接頭硬度增大,為防止硬化裂紋的產生,需對球罐的表面硬度進行監控。球罐熱處理后對球殼板所有焊接接頭(焊縫金屬、熱影響區和母材的外表面)進行硬度檢測,測得硬度值HB不大于220,符合技術要求。
6.4水壓試驗和氣密性試驗
球罐安裝完畢且全部檢查合格后,按GB 50094-2010的有關規定進行水壓試驗。水壓試驗采用潔凈水,水溫不低于15℃,壓力為2.7MPa。水壓試驗后,所有焊接接頭無滲漏和異常的現象,表明水壓試驗合格。
水壓試驗全部檢查合格后,按GB 50094-2010的有關規定進行氣密性試驗。氣密性試驗使用的壓縮氣體為干燥、清潔的空氣或氮氣,氣體溫度不得低于5℃,氣密性試驗壓力為2.16MPa。氣密性試驗后,經肥皂液檢查所有法蘭密封面無氣體泄漏,表明氣密性試驗合格。
7 結束語
07MnNiMoDR鋼板和GER-N27M焊條具有較好的低溫沖擊韌性和抗裂性,焊接性能良好。根據該鋼種的焊接性能,確定合理的焊接工藝和焊后整體熱處理工藝,控制焊后無損檢測、水壓試驗和氣密性試驗,保證了球罐產品的最終質量。建造的4臺丙烯球罐采用的CF鋼板、焊條均實現了國產化,節省了制造成本。
[1] 于改革,彭小敏,汪輝.07MnNiMoDR鋼制2500m3低溫球罐建造監理[J].焊接技術, 2014, 43(1): 61~65.
**霍中雪,女,1985年3月生,助理工程師。安徽省合肥市,230088。
TQ053.2
B
0254-6094(2015)02-0282-04
2014-09-18,
2014-11-11)
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
