鋼管樁用Q500C材料焊接工藝
2015-12-27 07:35:14趙瑞輝
金屬加工(熱加工) 2015年6期
趙瑞輝

我公司承制用于海域碼頭固定的鋼管樁項目中,部分管樁選用Q500C材質,φ2 400mm,單根長度約為50m,壁厚分別為45mm、51mm、64mm。該產品結構較為簡單,由圓筒體和內部加強筋組成,焊縫主要是筒體的縱環縫和加強筋與筒體的角焊縫。Q500C材料為低合金高強度鋼,加上產品壁厚較厚,焊接時易產生缺陷,為保證產品焊接質量,以材料焊接性為基礎,制定預焊接工藝。通過焊接工藝評定試驗,對預焊接工藝進行修訂,制定了可以保證產品質量的焊接工藝并應用于產品施焊。
1. 焊接性分析
Q500C材料的化學成分及力學性能如表1所示(板材規格45mm),屬于低合金高強度鋼,供貨狀態為TMCP(熱機械軋制)+回火。TMCP鋼具有強度高、韌性好、晶粒細小、合金元素含量低及焊接性好等特點。
根據GB/T1591標準推薦的公式和質保書的化學成分,計算得CEV=0.43%,焊接裂紋敏感性指數Pcm=0.2%。因此,該材料焊接時需要考慮焊前預熱,焊后消氫處理,選用低氫型焊接材料等工藝因素。
2. 預焊接工藝
(1)焊接方法 產品筒體縱環縫采用焊條電弧焊定位,埋弧焊進行里外口雙面焊,內部加強筋與筒體的角焊縫采用焊條電弧焊焊接。
(2)焊接材料 根據等強原則和母材的焊接性,焊條電弧焊選用J607焊條,埋弧焊選用H08Mn2MoA焊絲和SJ101焊劑,力學性能如表2、表3所示。
(3)坡口形式及焊道布置 焊接工藝評定所采用的坡口形式及焊道布置分別如圖1、圖2所示。
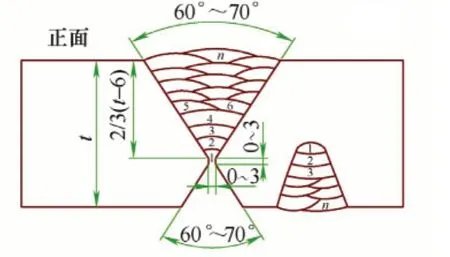
圖1 焊條電弧焊坡口形式及焊道分布

表1 Q500C材料化學成分及力學性能
(4)預熱和道間溫度 由于Q500C材料強度較高,具有一定的淬硬傾向,產品筒體壁較厚,具有較大的拘束應力,為防止產生裂紋,焊前進行≥80℃預熱。為防止熱影響區組織粗大,控制道間溫度在230℃以下。
(5)焊接后熱及焊后熱處理 焊接結束立即進行200~250℃后熱處理,且保溫2h,加速焊接接頭中氫的擴散逸出,防止出現冷裂紋缺陷。
焊后進行消除應力熱處理,溫度為(620±100)℃,保溫3h,升溫速率為55~124℃/h,降溫速率為55~144℃/h,進出爐溫度<315℃。
(6)焊接參數 擬定的焊接參數如表4、表5所示。

表2 J607焊條力學性能

表3 H08Mn2MoA+SJ101焊絲焊劑力學性能

圖2 埋弧焊坡口形式及焊道分布
3. 焊接工藝評定
按照AWS D1.1標準規范,根據以上擬定的預焊接工藝,選用厚度為45mm的Q500C板材分別進行了兩組焊接工藝評定試驗。一組采用埋弧焊,評定編號為PQR1406A;一組采用焊條電弧焊,評定編號為PQR1407A。
試件焊后經外觀檢測和100%RT檢測,無缺陷后進行熱處理,熱處理后取樣進行拉伸、彎曲、沖擊等試驗項目,試驗結果如表6~表8所示。

表4 焊條電弧焊焊接參數

表5 埋弧焊焊接參數

表6 拉伸試驗結果

表7 彎曲試驗結果
從試驗結果可以看到,兩組評定試驗抗拉強度均高于母材Q500C標準規定最小抗拉強度值600MPa,除了焊條電弧焊評定的一件彎曲試樣表面出現0.9mm開裂外,其余試樣均完好無缺陷。沖擊試驗在合同文件并沒有要求合格值,但從實際試驗結果來看,焊縫及熱影響區的單個值和平均值均大于母材標準規定的最小沖擊吸收能量,焊接接頭具有足夠的韌性。因此,試驗結果表明,擬定的預焊接工藝可以保證焊接接頭的力學性能滿足AWS D1.1標準規范的要求。

表8 沖擊試驗結果
4. 焊接工藝應用
預焊接工藝經工藝評定試驗證明可以保證焊接接頭的力學性能,但在實際產品焊接過程中,還需要考慮板厚、坡口形式、筒體組對拘束度、焊后熱處理等其他方面對焊接接頭的影響因素,為此,在預焊接工藝基礎之上進行必要的修訂和提高要求,對于保證產品焊接質量非常重要。
(1)坡口形式 產品筒體壁厚為45mm、51mm、64mm三種規格,筒體縱環縫主要采用焊條電弧焊固定,埋弧焊進行里外坡口焊接,為提高生產效率,45mm、51mm的縱環縫和64mm的縱縫均采用不對稱雙V形坡口,64mm的環縫采用UV形坡口,縱環縫坡口形式如圖3所示。
(2)預熱及后熱溫度 工藝評定試驗證明,Q500C材料焊前采用80℃以上預熱,焊后進行200~250℃的后熱處理即可保證焊接接頭的力學性能。但該產品筒體卷制及校圓均采用冷壓工藝,加上壁厚較厚,拘束應力較大,容易產生冷裂紋。因此,為保證產品質量,預熱溫度增加到110℃以上,焊后進行300~350℃的消氫處理,以確保不產生裂紋缺陷;并且規定每條焊縫盡可能一次焊完,控制道間溫度在110~230℃之間,若焊接中斷時,需馬上進行消氫處理,重新施焊前,仍按規定預熱到110℃以上。
(3)焊后熱處理 考慮材料的最大保溫時間對力學性能的影響,經計算,實際產品熱處理保溫時間為2~3h即可消除應力。因產品長度較長,采取分段熱處理,分段合攏縫處進行局部熱處理。局部熱處理采用加熱板將整圈焊縫固定貼緊,每側加熱寬度≥100mm,焊縫周圍1m范圍內用石棉內外保溫,使溫度梯度不影響材料的組織性能。

圖3 縱環縫坡口形式
5. 結語
經工藝評定驗證,Q500C材料焊前預熱至80℃以上,道間溫度控制在80~230℃之間,焊后立即進行200~250℃,2h后熱處理,焊后進行消除應力熱處理,選擇等強度的焊接材料可以保證焊接接頭的力學性能。采用經工藝評定試驗合格的預焊接工藝,調整坡口形式和焊后熱處理時間,提高預熱及后熱要求,可以保證產品焊接質量。
[1] 中國機械工程學會焊接學會編.焊接手冊:材料的焊接[M].第3版. 北京:機械工業出版社,2008.
[2] 陳裕川.鋼制壓力容器焊接工藝[M]. 北京:機械工業出版社,2007.
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
