雙相不銹鋼X2CrNiMoN22-5-3焊接工藝研究
2015-12-27 07:33:36但楚臣張澤
金屬加工(熱加工) 2015年2期
但楚臣 張澤

1. 概述
我公司承攬的一項出口地鐵車體端部底架業務訂單,其主體結構采用X2CrNiMoN22-5-3雙相不銹鋼。該端部底架為箱型梁牽枕緩結構(見圖1),整個結構共有300多條焊縫,接頭形式主要以對接、T形接、角接為主,工件整體焊接完成后機加工。

圖1 X2CrNiMoN22-5-3雙相不銹鋼端部底架
該端部底架制作的工藝要點:①要保證主要對接焊縫RT探傷I級(EN 12517)合格,T形接頭、角接接頭焊縫熔合良好。②要合理控制焊接變形,保證焊后各部尺寸滿足最終加工的要求。③要保證焊縫焊接完成后鐵素體含量δ控制在40%~60%內。因此,必須制定合理的焊接工藝措施來保證產品的焊接質量。
2. 母材焊接性分析及焊材選用
(1)母材性能 該項目用到的母材X2CrNiMoN22-5-3,不僅具有很強的抗晶間腐蝕、縫隙腐蝕、點腐蝕和應力腐蝕裂紋的能力,且焊接性良好,還具有良好的綜合力學性能,其化學成分和力學性能如表1、表2所示。
(2)焊接性分析 雙相不銹鋼焊接需要注意以下兩點:
第一,維持適當的組成相比例,以防止出現焊縫金屬區及熱影響區中鐵素體相含量偏高及奧氏體相含量不足(多道焊縫中過多的鐵素體含量和粗大晶粒組織對焊縫耐蝕性和韌性產生不良影響),因此焊接過程中要注意監測焊縫中鐵素體含量。
第二,鐵素體相在一定溫度范圍內是不穩定的,能析出對韌性和抗腐蝕性有害的高鉻碳化物、氮化物、金屬間化合物以及σ相,因此需防止有害相的析出。
雙相不銹鋼中的鐵素體在300~525℃之間長期保溫會析出高鉻α'相,而且在475℃最敏感,使雙相不銹鋼發生脆化,但由于α'相析出時間較長,故對一般焊接影響不大,但為了減少焊縫脆化的可能性,應限制雙相不銹鋼工作溫度≤250℃。
焊縫中的奧氏體能起到細化晶粒,減少氮化物的析出,提高塑韌性和耐腐蝕性,增強抗裂紋能力及減少多層焊時各層組織的不均勻性等作用,因此含氮的雙相不銹鋼通常采用的鎳比母材高2%~4%和與母材具有相同含氮量的焊接材料(增加奧氏體化的元素),以保證焊縫具有足夠的奧氏體量。
(3)焊接方法及焊材選用 適用于雙相不銹鋼的焊接方法一般有鎢極氬弧焊、焊條電弧焊、氣體保護焊等,考慮到本項目的母材為5~25mm的中板厚及焊接生產效率,我們選用了熔化極氣體保護焊,保護氣體為98%Ar+2%CO2。焊接材料選用滿足ISO14343標準的G2293NL(即AWS 5.9的ER2209)焊絲,其化學成分如表3所示。
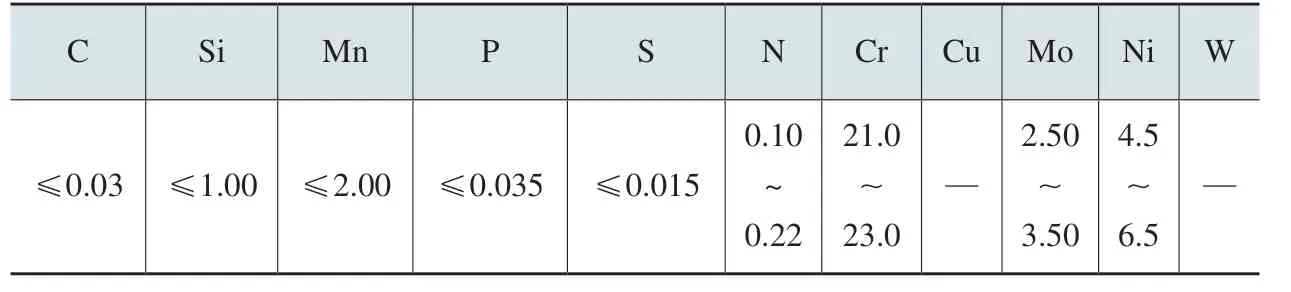
表1 X2CrNiMoN22-5-3 鋼化學成分(EN10088-2)(質量分數)(%)
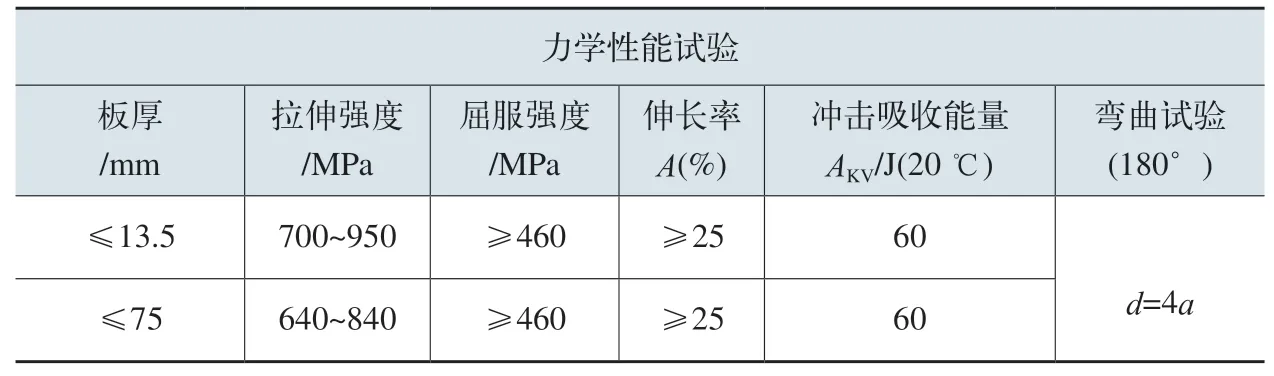
表2 X2CrNiMoN22-5-3鋼力學性能(EN10088-2)
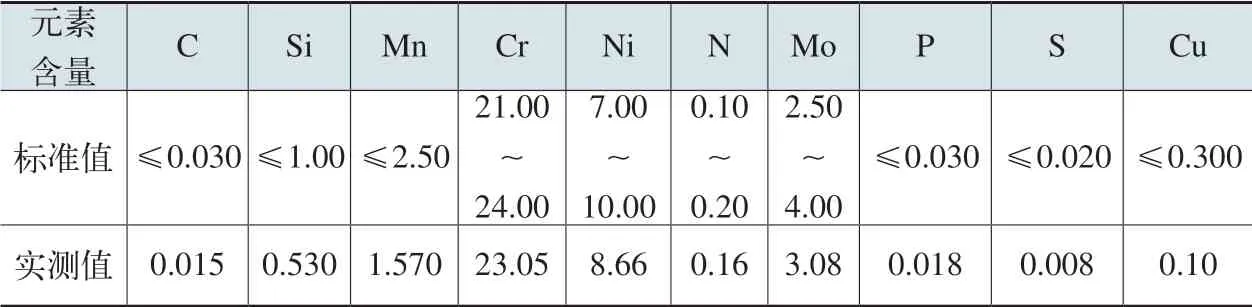
表3 G2293NL 焊絲化學成分(質量分數) (%)
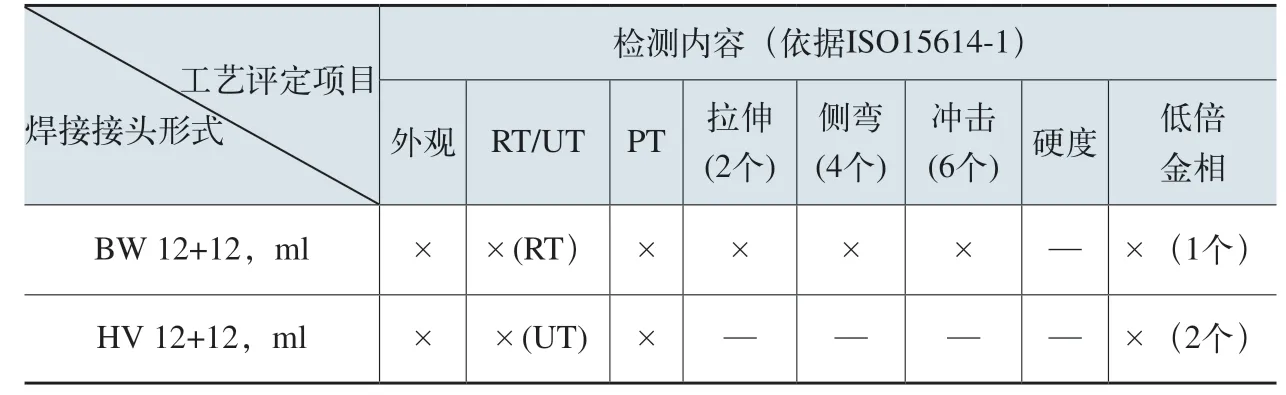
表4 工藝評定項目及檢測內容
3. 焊接工藝試驗
針對本產品的焊接接頭形式,我們選用規格為350mm×150mm×12mm的雙相不銹鋼板做了V形對接、T形對接焊接工藝評定試驗。
工藝評定試驗試件焊接完成后,依次按照表4所列對應檢測標準進行檢測,各項結果均符合標準要求,工藝評定試驗結果均合格;同時通過焊縫的顯微金相組織觀察,在焊縫區與熱影響區組織均為奧氏體+鐵素體,其中灰色的為鐵素體、白色的為奧氏體;在焊縫區:灰色的鐵素體含量約為40%,在焊縫熱影響區:灰色的鐵素體含量約為50% 。 焊縫區與熱影響區均保持了與母材相同的組織結構和較為接近的相比例(見圖2)。
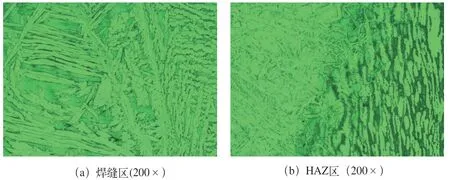
圖2 MAG 接頭顯微組織
4. 焊接接頭設計及工藝
(1)典型焊接接頭設計 首先,對于12~15mm厚的不銹鋼板材對接接頭焊縫,選擇X形對稱坡口,坡口角度85°+5°,如圖3所示。
其次,對于T形接頭焊縫,單側開α=50°+5°坡口,如圖4所示。
(2)焊接參數 經過工藝分析與焊接試驗,焊接參數如表5、表6所示。
(3)焊接注意事項 第一,施焊前,將坡口表面及其兩側20~30mm內用砂輪機進行打磨清理,并用丙酮對焊接坡口及焊絲進行擦洗,以去除其表面的油污、雜質、氧化膜等。
第二,對于厚板對接焊縫,焊接時盡量避免使用直線不做擺動焊接手法,而采用“鋸齒形”前進及“月牙形”左右擺動焊接手法,使焊接電弧在焊縫兩側適當位置做片刻停留,并且焊接過程保持焊槍前傾角控制在80°~85°,這樣既能夠起到攪拌焊縫熔池的作用,也利于焊縫中氣體的及時逸出。
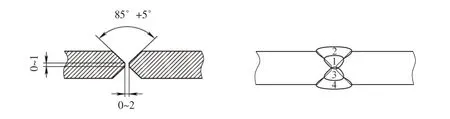
圖3 對接接頭焊縫焊接坡口準備
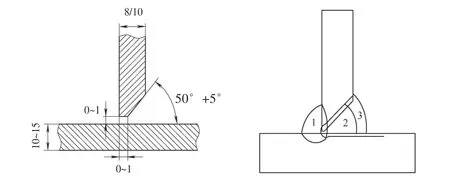
圖4 T形接頭焊縫焊接坡口準備
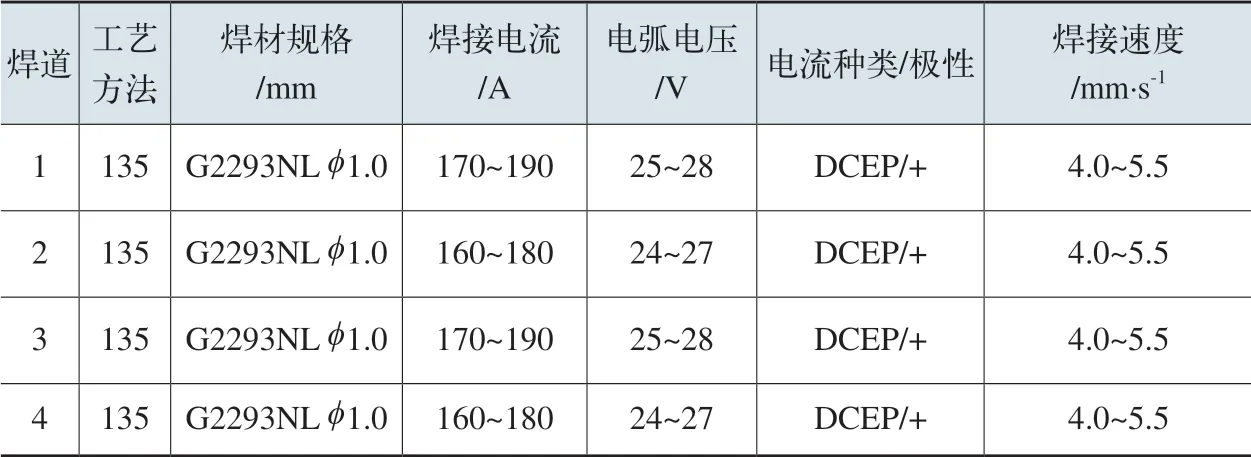
表5 焊接參數(X形對接接頭焊縫)
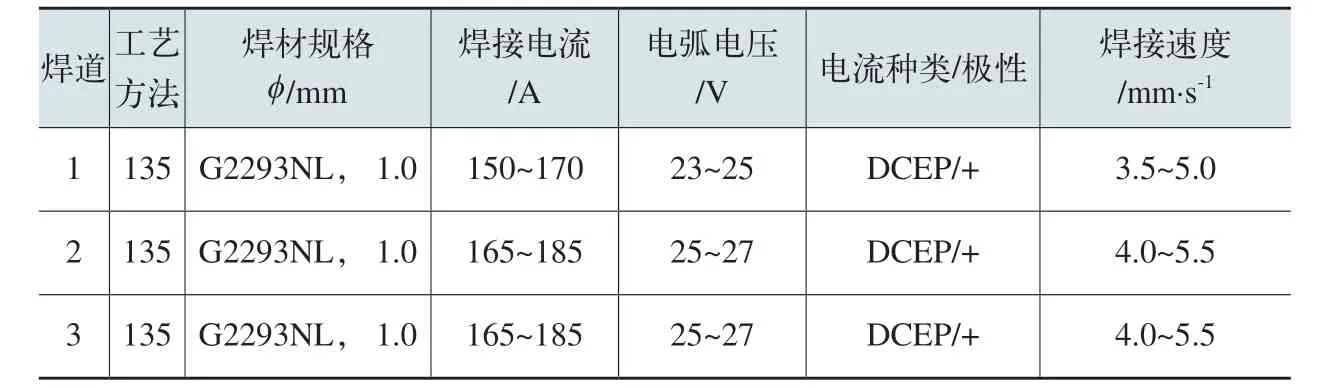
表6 焊接參數(T形接頭焊縫)
第三,禁止在母材和已焊焊縫上引弧,因為引弧區冷卻速度過大,可能導致引弧區鐵素體含量超過80%,這些引弧區很可能會導致局部腐蝕嚴重,從而導致整個部件整體失效,僅打磨掉受損部位的材料也不足以消除腐蝕區的危險性。
第四,產品焊接過程中一般不需要預熱(環境溫度<5℃時需要預熱),對厚度很大(一般>20mm)的材料可以預熱到100~150℃。
第五,厚度<12mm的材料在進行焊接時,層間溫度<150℃;厚度>12mm的材料焊接時,層間溫度≤180℃。
第六,焊接過程中應根據材料的厚度、焊接接頭形式,選擇合適的焊接熱輸入與預熱及保溫措施。
第七,雙向不銹鋼熱導率小而線膨脹系數大,為控制和減少產品焊接變形,減少調修工作量,應采用分散對稱的施焊方法。
第八,母材在搬運與焊接過程中要避免與碳鋼、富含銅、鋅等的原材料直接接觸,以免污染母材及焊縫。
(4)焊接工藝實施及焊后檢測 產品在生產過程中嚴格按照制定的焊接工藝進行焊接,為保證焊接質量,所有焊接操作工均需通過EN287-1 國際焊工考試,獲得所焊接部位的焊接資質。焊機統一選用KEMPPI PRO 4200(水冷);每條焊縫焊接完成后,對焊縫依次進行通過VT、PT、鐵素體含量檢查(要求每條焊縫均勻分布測量6個點,平均值在40%~60%之間);有特殊要求的還要進行RT/UT探傷來驗證和保證產品焊接質量;對于產品中的特殊焊縫接頭,如角接接頭、T形接頭、對接接頭,我們還針對性的選做了焊縫接頭斷口低倍宏觀金相試驗,如圖5所示,從宏觀金相中可以看出焊縫接頭熔合良好,也直接證明我們的焊接工藝是合理的。

圖5 典型焊接接頭宏觀金相組織
5. 焊后表面處理
(1)酸洗鈍化處理 構件焊縫焊接完成后,應采用不銹鋼酸洗鈍化膏擦洗焊縫表面,去除焊縫及熱影響區的表面的氧化皮,使其露出白亮狀態或者銀白色的金屬光澤,再用冷水清洗擦凈,以提高焊縫耐腐蝕性。
(2)噴砂處理 由于該項目為焊接加工產品,為了減少焊接殘余應力釋放引起后續加工變形,同時清理產品制造過程中的表面污物,提高產品抗腐蝕性,故在產品整體加工前后,均采用了表面整體噴砂處理工藝(要求表面清潔度應≥Sa2.5級,表面粗糙度Ra=3~5μm;噴砂處理參數:石英砂規格F1.0~F2.0mm;噴砂壓力(0.6~0.7)MPa(6~7kg/cm2);角度45°;距離500~600mm)。
6. 結語
(1)在選定的焊接工藝條件下,產品獲得了質量很高的焊接接頭,不存在裂紋、未熔合、未焊透、咬邊和夾渣等缺陷。焊接工藝評定試驗結果顯示,接頭的各項性能指標均符合對應檢測標準要求。
(2)在選定的焊接工藝條件下,焊縫金相組織觀察顯示,焊縫區與熱影響區均保持了與母材相同的組織結構和較為接近的相比例。焊縫金相組織觀察和焊接過程中鐵素體監測時發現焊縫及熱影響區中的鐵素體含量平均值均在40%~60%之間,基本與焊縫附近母材中鐵素體平均含量一致。
(3)產品在焊接完成后通過采用酸洗鈍化與表面噴砂處理工藝,能夠提高產品的耐腐蝕性。
(4)根據產品特性選擇熔化極氣體保護焊焊接工藝來焊接雙相不銹鋼X2CrNiMoN22-5-3是合理的,產品焊接質量能夠滿足客戶要求,目前已經成功向客戶交付了該端部底架600余套。
[1] 陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2002.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00
