金屬粉芯藥芯焊絲YCJMX50C的研制
2015-12-27 07:33:50張少健呂奎清楊宗全
金屬加工(熱加工) 2015年2期
關鍵詞:焊縫
張少健 呂奎清 楊宗全
1. 概述
金屬粉芯藥芯焊絲具有生產成本低、焊接效率高、飛濺小、焊接接頭質量高等優點,與實芯焊絲相比具有更高的熔敷速率,與普通藥芯焊絲相比減少了熔渣清理工作,縮短焊接周期,加快生產進度,降低了生產成本,可廣泛應用于機械制造、管道、汽車等鋼結構的焊接。近年來成為國際上焊材發展的新趨勢,但是國內對金屬粉芯藥芯焊絲的重視程度尚不夠,因此開發此類金屬粉芯藥芯焊絲十分必要。
2. 研制思路
(1)渣系、保護氣體 普通的鈦型、堿型、鈦-堿型氣體保護藥芯焊絲均不能確保藥芯焊絲滿足該強度下擴散氫含量(不經過表面處理水銀法或色譜法≤4mL/100g)的要求。由于金屬粉芯藥芯焊絲與普通藥芯焊絲相比具有熔渣少、抗裂性好、熔敷效率高等特點;與實芯焊絲相比具有飛濺小、成形美觀、成分調整方便等特點,因此采用金屬粉芯渣系。
當采用CO2氣體保護焊時,因填充粉料幾乎全部為金屬粉,熔滴主要以大顆粒形式過渡,增加了焊接過程中的飛濺、惡化焊縫成形,同時增加焊后清理工作。而采用金屬粉芯渣系,配合80%Ar+20%CO2富氬氣體保護,能夠使該焊絲焊接過程中主要以細顆粒射流過渡,熔合良好,熔敷效率高,熔渣集聚易于清理,主要適用于平焊及平角焊。使用短路過渡或脈沖電弧方式時,也可以使用在其他位置。
(2)藥芯組分及含量 采用C-Si-Mn合金系進行聯合脫氧,減少焊縫中氧含量,同時輔以一定的Ti、B細化晶粒。因焊絲配方中合金成分含量較高,在造渣組分中加入穩弧劑,以滿足焊接操作工藝性能要求。其余部分全部為鐵粉,提高焊接熔敷率。通過合理控制各種組分的比例,實現微合金化,使該金屬粉芯藥芯焊絲具有優良的工藝性能和力學性能。
藥芯組分含量及其影響:Mn是焊縫中重要的脫氧、脫硫、去雜質、改善塑性和抗裂性的元素,隨著錳含量增加,焊縫中針狀鐵素體數量增加,同時抑制部分先共析鐵素體的生成,細化焊縫微觀組織,提高低溫沖擊韌性,錳含量太低或太高都將影響焊縫強度和低溫沖擊韌性,最佳為1.2%~1.7%;在此錳含量的前提下,wC<0.12%時可增加焊縫中針狀鐵素體的比例,細化熔滴,增大電弧挺度;Si是重要的脫氧劑,可降低焊縫含氧量,提高低溫沖擊韌性,調節鐵液流動性,硅含量太低或太高都將影響焊縫強度、鐵液流動性及低溫沖擊韌性等,最佳為0.2%~0.8%;微量的Ti、B可以改善焊縫金屬低溫韌性;適當的穩弧劑可以提高電弧穩定性,減少飛濺,穩弧劑含量太低或太高都將影響電弧穩定性、合金過渡及焊縫成形;焊絲藥芯組分和碳鋼外皮中的S、P、N等雜質元素有增加焊縫裂紋、降低焊縫低溫沖擊韌性傾向,必須進行嚴格的控制。藥芯組分及碳鋼外皮中S、P等雜質元素在滿足材料標準的情況下,盡可能控制到最低。
綜合考慮上述各因素,經系列試驗并參考相關文獻,確定出熔敷金屬的化學成分(見表1)。
(3)相關過程的控制 原材料選擇原則:成分穩定、純度高、粒度均勻。嚴格控制硫磷雜質的含量,對生產過程中的粉料分別進行烘焙,降低焊絲中擴散氫含量。
藥芯組分中可以適當增加穩弧劑和造渣劑,提高電弧穩定性和脫渣性。
制作焊絲使用鋼帶的規格為1.0mm×10mm,焊絲填充率為15.5%~16.0%,焊絲直徑為1.2mm。
3.試驗檢測
(1)焊接工藝性能 首先,焊接電弧形態分析。對研制的金屬粉芯藥芯焊絲YCJMX50C采用80%Ar+20%CO2富氬氣體保護平焊位置焊接,焊接參數如表2所示,圖1是熔滴一個過渡周期的電弧形態,燃弧時弧根擴展,熔滴的軸向性增強,易于獲得軸向噴射過渡方式,此時電弧穩定性好,呈明顯的細顆粒射流過渡。
其次,焊縫成形分析。圖2是平焊及平角焊焊縫的外觀,由圖可見焊縫成形美觀,焊道飽滿,飛濺小,熔渣少且集聚于焊道中間,易于脫渣、便于清理工作。
最后,熔敷率和熔敷速率。在實際生產過程中,焊接效率主要體現在焊接材料的熔敷率和熔敷速率。為了檢測YCJMX50C焊絲的熔敷率和熔敷速率,本次試驗采用80%Ar+20%CO2富氬氣體保護,270A/30V焊接參數,進行試驗,試驗結果如表3所示。
由表3可以看出,YCJMX50C與實芯焊絲WH50—6、神鋼同類型金屬粉芯焊絲MX—A100熔敷率相當,與高速平角焊藥芯焊絲YCJMX50相比有較高的熔敷率;YCJMX50C與實芯焊絲WH50—6相比有較高的熔敷速率,與高速平角焊藥芯焊絲YCJMX50、MX—A100相比熔敷速率稍低,但差距不大。因此YCJMX50C在富氬氣體保護下具有較高的熔敷率和熔敷速率,可有效提高焊接生產效率,降低焊接成本。
由上三點可以說明,所設計的焊絲具有優良的焊接工藝性能。
(2)力學性能 采用80%Ar+20%CO2氣體保護,采用DH36鋼板(300mm×150mm ×20mm),在平焊位置焊接,焊接參數如表2所示,力學性能如表4、表5所示。由表可以看出:金屬粉芯藥芯焊絲YCJMX50C抗拉強度556MPa,屈服強度485MPa,具有較大的斷后伸長率28%,在-30℃具有較高的低溫沖擊吸收能量131J,滿足了AWS5.18標準中E70C—6M的相關要求。

表1 化學成分(質量分數) (%)

表2 焊接參數

圖1 電弧形態(230A/28V)

圖2 平焊及平角焊焊縫外觀(230A/28V)

表3 4種焊絲熔敷率和熔敷速率的對比

表4 熔敷金屬力學性能
(3)化學成分 焊縫金屬主要化學成分如表6所示。從表6可以看出,S、P元素含量較低,說明原材料和冶金過程控制的比較合理,有效去除了有害雜質,提高了焊縫低溫韌性。
(4)焊縫金屬顯微組織 焊縫金屬微觀組織決定焊縫金屬的韌性,焊縫金屬縱截面微觀組織如圖3所示。通過對焊縫金屬試樣顯微組織觀察可以發現:試樣組織中均勻分布大量細小的鐵素體和少量珠光體,由于細小的鐵素體的存在,會使熔敷金屬強度、韌性有所提高,對焊縫的力學性能有利。
(5)剛性拘束對接裂紋試驗 采用80%Ar+20%CO2混合氣體保護,在280A/30V,根部間距5mm參數下進行背部剛性拘束對接裂紋試驗,試驗焊縫在焊后在室溫下放置24h后,進行清洗、著色、清洗和顯影,從圖4可以看出,試驗焊縫表面未出現明顯紅色滲透劑,說明所設計的焊絲具有良好的抗裂紋能力。
(6)T形接頭角焊縫 在室溫下進行T形接頭角焊縫試驗,試驗結果如下:①折斷試驗:未發現任何宏觀缺陷,合格。②硬度試驗:焊縫、熱影響區、母材和熔合線經檢測,最高硬度均小于HV410。
(7)焊縫熔敷金屬擴散氫含量 采用水銀法檢測擴散氫含量,檢測時采用的參數及試驗結果如表7所示。由表7可看出,試驗結果均小于4.0mL/100g,達到超低氫水平,因此所研制的金屬粉芯藥芯焊絲YCJMX50C具有良好的耐吸潮和抗裂性能。
4. 結語
所研制的金屬粉芯藥芯焊絲YCJMX50C經試驗檢測,力學性能穩定,滿足AWS5.18標準中E70C—6M的技術要求,具有良好的綜合性能。
采用金屬粉芯渣系,配合80%Ar+20%CO2混合氣體保護,主要適用于平焊及平角焊。

表5 對接接頭力學性能

表6 焊縫金屬的化學成分(質量分數) (%)
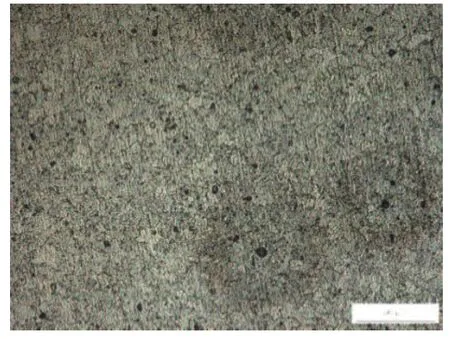
圖3 焊縫微觀組織
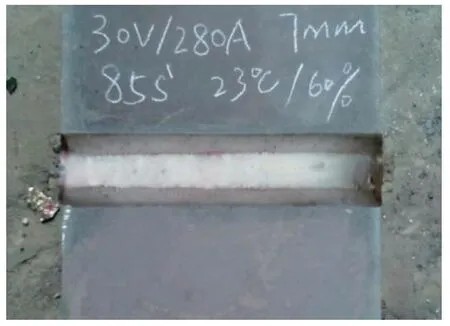
圖4 剛性拘束對接裂紋試驗

表7 焊接參數及擴散氫含量
焊絲具有良好的焊接工藝適應性,主要以細顆粒射流過渡為主,熔渣少且集聚易于清理。
焊縫金屬在-30℃具有較高的低溫沖擊韌性。焊絲熔敷金屬擴散氫能夠達到超低氫要求,并具有良好的抗裂紋性能。焊縫微觀組織形貌為大量細小的鐵素體和少量的珠光體組織。
[1]喻萍,尹士科.國外金屬粉芯型焊絲簡介[J].焊接標準,2008(2):31-35.
[2]田志凌,潘川,梁東圖.藥芯焊絲[M].北京:冶金工業出版社,1999.
[3]栗卓新,史傳偉,牟淑坤.E71T-1型氣體保護藥芯焊絲的研究進展[J].焊接,2009(12):39-42.
[4]張清輝,吳憲平,洪波.焊接材料研制理論與技術[M].北京:冶金工業出版社,2002.
[5]栗卓新,等.自保護藥芯焊絲熔敷金屬韌化的機理[J].焊接學報,2001,22(4):5-8.
[7]黃治軍,繆凱,胡倫驥.低合金高強鋼焊縫強韌性研究[J].電焊機,2004,34(9):31-34.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
