工藝支撐在控制座焊接件角變形中的作用及應用
2015-12-27 07:33:46曹曉民馮小靜
金屬加工(熱加工) 2015年2期
曹曉民 馮小靜
1. 概述
由于焊接是一個非均勻的加熱過程,焊接結構件焊后因溫度應力影響,使內部存在殘余應力,從而造成焊接件焊接變形。焊接變形按變形的幾何形狀不同分為收縮變形、彎曲變形、角變形、潑浪變形及扭曲變形。其中角變形是比較普遍的一種,每個焊接件中幾乎都存在,它既影響結構的尺寸,又影響美觀。因此如何控制焊接件的角變形是焊接工作者應該解決的問題。下面就我公司生產的三種典型焊接件角變形的控制情況說明如下。
2. 典型焊接件角變形
(1)大型變截面工字梁角變形 圖1為我們批量制造的一種風電機座的變截面工字梁,材料為Q345E,上翼板厚度30mm,下翼板厚度20mm,腹板厚度20mm,翼板與腹板間的焊縫要求開坡口焊透并焊角焊縫,焊后進行100%UT檢測。焊前未加任何支撐,自由焊接,焊接參數如表1所示。
焊接采取多層多道焊,一側焊縫焊完后,背面碳弧氣刨清根后再焊接,盡量對稱施焊,焊接尺寸達圖要求,焊后24h探傷并檢測焊接件尺寸。測量角變形選取了三個位置,分別為梁長度方向的左端、中部和右端。焊接后檢查工件角變形尺寸偏差,如表2所示,Δt如圖2所示。
從表2中可以看出,梁左端的變形較小,中部、右端較大。這是因為左端端頭有擋板增加了剛性,其他部位自由焊接、收縮,所以變形大小不一,焊后火焰矯形,達技術要求。該方法存在效率低、成本高,難以形成批量生產。
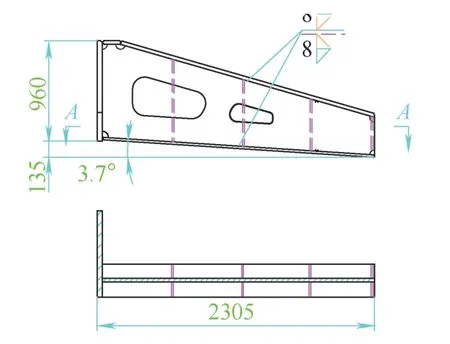
圖1 大型變截面工字梁

圖2 工字梁角變形示意

表1 焊接參數

表 6 (mm)
沒有采取任何措施自由焊接自由收縮,該件變形很大,為了控制該件的焊接角變形,我們采取增加剛性工藝支撐的方法來減小變形。通過多次試驗,確定了工藝支撐的數量、厚度、間距,如圖1中虛線所示(焊接參數同前)為增加的工藝支撐。通過增加工藝支撐后焊接了數個工件,測量的變形情況如表3所示,均滿足技術要求,不用矯形。
增加工藝支撐焊接后檢查工件角變形尺寸偏差,如表3所示,Δt如圖2所示。
(2)小型變截面工字梁角變形 圖3為我們批量制造的一種風電機座的變截面工字梁,材料為Q345D,上翼板厚度20mm,下翼板厚度20mm,腹板厚度15mm,焊縫焊腳為13mm,焊縫焊后進行100%MT檢測。焊前未加任何支撐,自由焊接,焊接參數如表4所示。
焊接采取多層多道焊,一側焊縫焊完后,對稱施焊其余焊縫,焊接尺寸達到圖樣要求,焊后24h探傷并檢測焊接件尺寸。測量角變形選取了4個位置,分別為梁長度方向的左端、中部1/3處、中部2/3處和右端。
焊后檢查工件角變形尺寸偏差(見表5),Δt如圖2所示。
表5中為未加工藝支撐自由焊接后的變形情況,不矯形不能滿足技術要求。通過試驗增加了7道工藝支撐,(增加工藝支撐的焊接參數同前)在試驗過程中發現工藝支撐間距過大,梁的變形不光存在角變形邊沿,還出現了潑浪狀變形,間距過小焊接存在困難,不利焊接,效率低下。圖3中虛線所示的工藝支撐的尺寸、間距為控制該梁角變形的最佳。通過增加工藝支撐后焊接了數個該工件,測量的變形情況如表6所示,全滿足技術要求。
焊后檢查工件角變形尺寸偏差(見表6),Δt如圖2所示。
(3)箱型梁角變形 圖4為我們批量制造的一種風電機座的箱型梁,材料為Q345E,上面板厚度20mm,下底板厚度20mm,中間筋板厚度15mm,焊縫焊角為10mm,焊縫焊后進行100%MT檢測。焊前未加任何支撐,自由焊接,焊接參數如表7所示。
焊接采取多層多道焊,一側焊縫焊完后,對稱施焊其余焊縫,焊接尺寸達圖要求,焊后24h探傷并檢測焊接件尺寸。測量角變形選取了多個位置,分別橫向、豎向測量其平面度,最大值6 mm/m,最小值3mm/m,均超過了技術要求。
通過試驗在腔體內部增加槽鋼焊接件的工藝支撐,如圖5所示。焊接依然按照前述的工藝參數,焊后測量其平面度在2mm/m范圍內,不用矯形即可滿足技術要求。其他腔體采用相同的方法進行。
3. 分析
從上述三種焊接件增加工藝支撐前后的變形情況來看,加或不加可以說效果非常明顯。增加工藝支撐后控制焊接變形的效果更明顯。分析如下:

圖3 小型變截面工字梁

表 3 (mm)

表4 焊接參數

表 5 (mm)

表 6 (mm)

表7 焊接參數
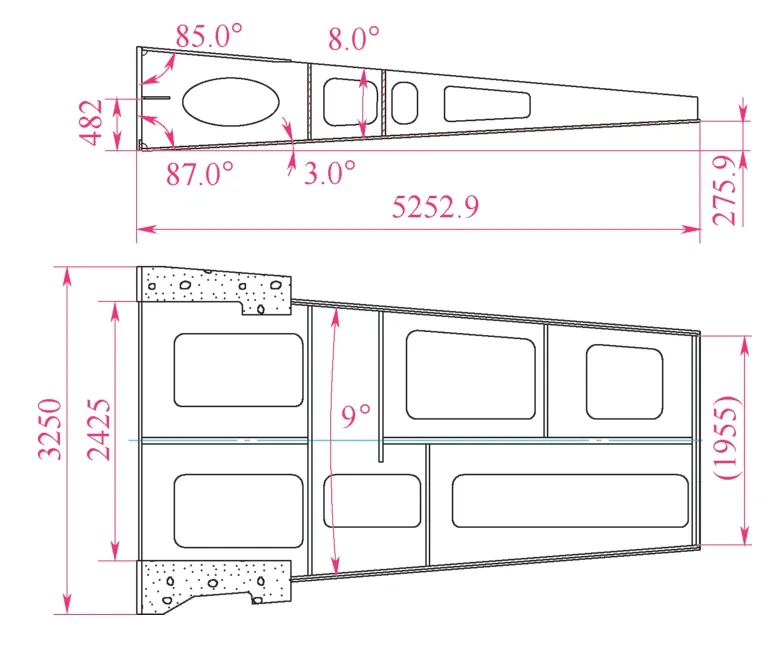
圖4 箱型梁結構
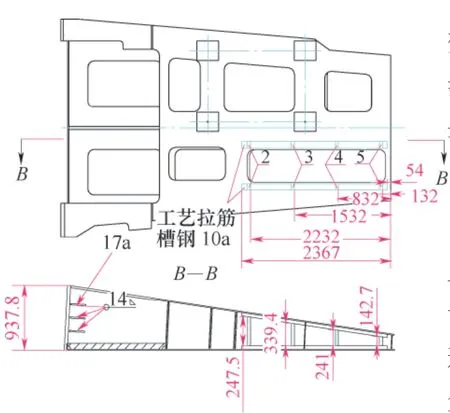
圖5 箱型梁增加工藝支撐后示意
(1)盡管工藝支撐是臨時性的,但它改變了結構的形狀,增加了結構的剛性,改變了結構的抗彎截面系數,抵消了殘余應力引起的變形。
(2)工藝支撐增加后改變了結構的散熱狀況,由三個方向散熱變成了多個方向散熱,使溫度應力引起的殘余應力變小,焊接變形變小。
(3)工藝支撐的板厚、間距、結構形狀等對控制焊接角變形影響很大,需要試驗確定各參數,否則難以起到控制變形效果。
4. 結語
作為焊接結構件加工的企業,加工的焊接結構件形狀、尺寸千變萬化,相差很大,焊接變形無處不在,焊接角變形不可避免。本文提供了幾種典型焊接結構件通過增加工藝支撐來控制角變形的方法,可以說效果好,效率高,值得借鑒。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
