多層多道焊用于中厚板焊接變形控制研究
2015-12-29 05:38:24李晶晶溫寧
中國煤炭工業 2015年9期
文/李晶晶 溫寧
多層多道焊用于中厚板焊接變形控制研究
文/李晶晶 溫寧
采煤機電控箱體、掘進機履帶架、電機箱體,液壓支架頂梁采用低合金高強鋼制作,鋼板厚度20~100mm。由于結構件采用的鋼板厚度大,焊接坡口深、焊縫填充量大,造成結構件焊接后產生較大的焊接變形,機械加工量大,制造成本高。
針對上述問題,三一重型裝備有限公司根據現場調研,進行了多層多道焊工藝試驗。大多數文獻及資料介紹多層多道焊方法對焊接接頭的沖擊韌性有很大提高,后一道焊縫對前一道焊縫有重結晶作用,細化晶粒。但很少有關于對焊接變形的研究。對此,三一重型裝備有限公司設計多層多道焊與多層單道焊變形比較試驗。通過試驗研究,制定了厚板結構件的焊接層數,每層焊縫的道數,每道焊縫的順序及具體焊接工藝參數,總結了多層多道焊與多層單道焊之間焊接變形量差別,同時還將多層多道焊工藝應用到采煤機電控箱、掘進機履帶架、電機箱體、液壓支架頂梁焊接結構中。
一、中厚板焊縫結構分析
1.結構形式對焊接變形的影響
接頭形式為U型坡口焊縫,焊縫上表面開口寬度60mm,深度100mm,從焊縫坡口的深度和寬度可以看到焊縫金屬的填充量相當大,如果采用多層單道焊,在3米長的縱向焊縫完成以后產生的彎曲變形量達到15mm,而電控箱的上表面要求為平面,這樣需采用銑加工的方法完成,增加大量的銑削加工工時。另外,采用多層單道焊也使焊接質量下降。所以,在中厚板焊接中,一般采用多層多道焊的方法。
2.試樣結構形式的確定
(1)U型坡口多層多道焊和多層單道焊試件。試件的坡口形狀及尺寸如圖1所示。
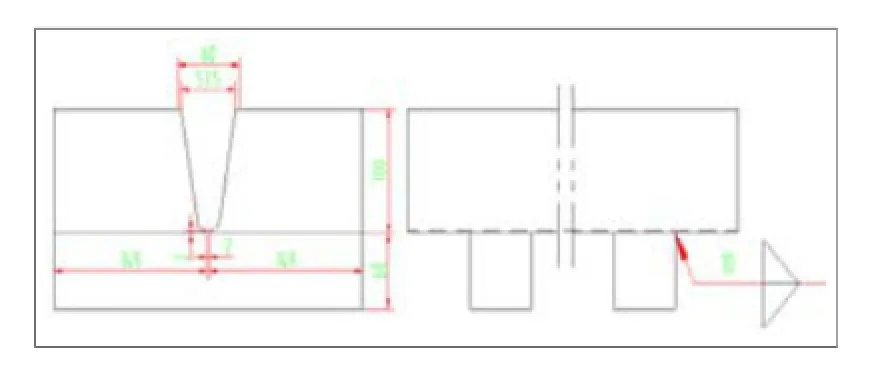
圖1 試件
(2)U型坡口多層多道焊和多層單道焊試件制作。
下料:三種試樣均采用數控火焰切割機切割外形,其中,U型坡口采用銑床加工,其余坡口采用半自動坡口切割機加工,修磨坡口表面至金屬光澤。
組對:為了保證U型坡口在焊接時剛性一致,需在試樣下方焊接兩個60X60的方鋼,焊腳長10mm。
焊接:檢查組對間隙,清理焊接區域雜質,按照焊接工藝指導書規定的工藝參數進行焊接。
(3)T型接頭V型坡口多層多道焊和多層單道焊試件制作。
下料:三種試樣均采用數控火焰切割機切割外形,坡口采用半自動坡口切割機加工,修磨坡口表面至金屬光澤。
組對:為了保證V型坡口在焊接時剛性一致,在試樣的立板與地板之間焊接兩個三角形筋板,焊腳長10mm。
焊接:檢查來料,清理焊接區域雜質,按照焊接工藝指導書規定的工藝參數進行焊接。
第一層焊縫的工藝參數如表1所示。

表1
覆層焊縫的工藝參數同表1。
(4)T型接頭V型坡口多層多道焊和多層單道焊試樣(圖片略)。
二、焊接變形比較
1.T型接頭V型坡口多層多道焊和多層單道焊變形比較
(1)T型接頭V坡口多層單道焊變形測量示意圖如圖2所示。
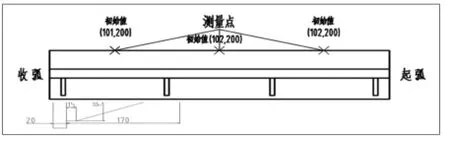
圖2 T型接頭V坡口多層單道焊變形測量示意圖
(2)T型接頭V坡口多層多道焊變形測量示意圖如圖3所示。
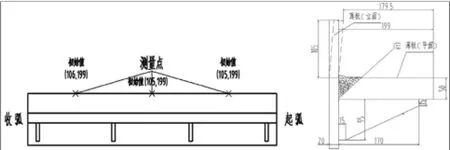
圖3 T型接頭V坡口多層多道焊變形測量示意圖
(3)T型接頭V型坡口多層多道焊和多層單道焊變形比較。
(a)T型接頭V型坡口多層單道焊薄板的橫向彎曲變形為200mm-177mm=23mm
(b)T型接頭V型坡口多層多道焊薄板的橫向彎曲變形為199mm-179.5mm=19.5mm
T型接頭V型坡口多層多道焊和多層單道焊比較,焊接變形降低了18%。
計算如下:(23-19.5)/19.5X100%=18%
2.對接接頭U型坡口多層多道焊與多層單道焊變形比較
(1)對接接頭U型坡口多層單道焊和多層多道焊變形記錄如表2所示。

表2
(2)對接接頭U坡口多層單道焊與多層多道焊變形對比。
U坡口多層多道焊和多層單道焊比較,焊接變形降低了50%。
計算如下:(12-6)/12X100%=50%
三、焊接變形分析
1.從焊接變形試驗的結果可知多層多道焊比多層單道焊變形小。
2.焊縫高度越大,多層多道焊比多層單道焊變形小的越多。
3.對接接頭U坡口與T型接頭V型坡口比較,多層多道焊與多層單道焊變形相差大。
4.角焊縫與T型接頭V型坡口焊縫變形規律相似,多層多道焊比多層單道焊變形小。
5.多層多道焊與多層單道焊變形相差多少與結構件的結構和剛性有關,與具體的焊接工藝參數有關。本試驗的焊接變形量是依據本試驗的具體結構得出的結論,只能作為參考。因為影響焊接變形的因素很多,要綜合考慮。
四、結論
1.中厚板焊接時,采用多層多道焊可以減少結構件的變形量,特別是可以減少結構件的機械加工余量,降低結構件的制造成本,提高結構件的生產效率。
2.采用多層多道焊可以減少結構件的變形量,并且提高結構件的尺寸精度,提升結構件的精細化制作水平。
3.多層多道焊通用工藝規范可以作為參考,為了提高生產效率,可適當放寬層間溫度,但不得超過規范中規定的最高溫度。
4.在采煤機電控箱體、掘進機履帶架、電機箱體,液壓支架頂梁結構件的生產中,應推廣采用多層多道焊方法。
(作者單位:三一重型裝備有限公司)
(責任編輯:龐永厚)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39