基于實時信息驅動的制造過程可視化監控平臺
2015-12-29 02:40:52劉明周,王強,馬靖
中國機械工程 2015年18期
關鍵詞:可視化
基于實時信息驅動的制造過程可視化監控平臺
劉明周王強馬靖
合肥工業大學,合肥,230009
摘要:針對目前由于缺乏有效的手段支持離散制造過程實時監控,導致生產車間透明程度低、信息流實時性差等問題,采用面向對象的方法構建制造資源本體模型(ROM)和一種支持生產系統實時監控的對象模型(IMPV),并定義了IMPV的對象數據模型、可視化表征模型、對象操作模型和信息交互控制模型。在此基礎上,設計并實現了一種支持制造過程實時可視化監控的體系架構,詳細討論了IMPV的實例化方法以及基于規則映射的資源感知與信息集成模式,最后將該可視化監控系統應用于某發動機裝配車間中,取得了良好的應用效果。
關鍵詞:可視化;生產系統;信息集成;過程監控
中圖分類號:TH166
收稿日期:2014-12-10
基金項目:國家重點基礎研究發展計劃(973計劃)資助項目(2011CB013406)
作者簡介:劉明周,男,1968年生。合肥工業大學機械與汽車工程學院教授、博士研究生導師。研究方向為制造過程監測與控制、制造系統建模與仿真和CIMS等。王強(通信作者),男,1987年生。合肥工業大學機械與汽車工程學院博士研究生。馬靖,男,1987年生。合肥工業大學機械與汽車工程學院博士研究生。
VisualMonitoringPlatformofManufacturingProcessBasedonReal-timeInformationDriven
LiuMingzhouWangQiangMaJing
HefeiUniversityofTechnology,Hefei,230009
Abstract:In order to deal with the low visibility for manufacturing processes,the time-lag effects of the information,and other problems,which were caused by the lack of the efficient measurements in the real-time monitoring of the discrete manufacturing process status,an object-oriented modeling approach was adopted to establish the resource ontology model(ROM) and the interface model for manufacturing process visibility(IMPV).Further,the data model,the visualization model,the operation model and the information interface model of IMPV were proposed and defined.Based on that,a framework of the real-time visual monitoring for manufacturing processes was designed,and the instantiation method of IMPV and the information integration mode were discussed based on mapping rules.Finally,the results of the visual monitoring system’s applications on an engine assembly line demonstrate that the proposed system can improve the productivity and efficiency.
Keywords:visualization;manufacturingsystem;informationintegration;processmonitoring
0引言
市場競爭的加劇,市場環境的瞬息萬變,使得提高產品質量、降低生產成本、縮短交貨期成為離散制造企業核心競爭力的集中體現,而這依賴于企業能否及時根據生產系統的運行狀況進行制造資源的合理優化與配置。在實際生產過程中,由于缺乏有效的手段來實時監測生產系統的運行狀態,故易造成生產過程不透明、信息滯后等問題,對作業車間的資源優化配置和生產調度造成了很大困難。為了解決上述問題,傳統制造企業亟需一種能夠直觀掌握生產系統運行狀態的可視化監控平臺。
目前,國內外專家從不同角度對生產過程監控問題進行了研究。文獻[1]為解決復雜產品制造過程中生產計劃進度信息和生產異常信息實時監控問題,構建了一種面向復雜產品制造過程的可視化監控系統;針對質量監控與調整中噪聲信息對測量數據質量影響的問題,文獻[2]提出了一種基于統計過程控制與工程過程控制集成的制造過程質量監控與調整方法,并實現了產品加工質量的在線優化;文獻[3]利用射頻識別(RFID)中間件技術實現了關鍵制造節點狀態監控;Senkuvienèt等[4]提出了一種能夠實時顯示設備運行狀態(如有效工作時間、非有效工作時間和資源利用率等)的可視化方法,使設備管理更加實時化、透明化;高振清等[5]提出了基于多代理技術的制造過程可視化監控系統框架,但未詳細闡述其實現過程;孫偉等[6]提出了一種機加工設備運行關鍵參數的監測方法,為設備的維護決策提供數據支撐;為了實現制造設備的廣泛互聯和遠程診斷,劉日良等[7]利用MTConnect技術實現了數控設備運行狀態的遠程監測;針對多品種小批量機加車間監控可視性低、生產進度信息實時性差等問題,尹超等[8]基于flexsim軟件構建了一種能動態反映車間生產進度、物料消耗情況、零件加工信息的機加車間生產任務執行情況的動態可視化監控系統;針對復雜產品裝配執行過程中物料流與信息流脫節的問題,孫惠斌等[9]提出了一種裝配執行過程網模型,以提高裝配執行過程在線監控的實時性和準確性。文獻[10]提出了一種基于生產過程的實時監控系統,該系統具有良好的可配置性和可拓展性,并能實時監控各類設備的工藝過程信息。
綜上所述,國內外學者在生產過程實時監控領域取得了許多有價值的成果,但研究對象大都偏向于部分工況,并沒有從生產系統全局角度出發,此外,上述系統不具有開放式的框架結構,且可拓展性較差、資源可重用度不高。鑒于此,本文借鑒已有的研究成果,提出一種基于實時信息驅動的生產系統實時可視化監控平臺(real-timevisualizationmonitoringandcontrolplatform,RT-VMP)及其運行模式,以提升生產過程的透明化程度,為管理者決策提供數據支撐。
1制造資源本體模型與IMPV
本文采用面向對象和基于本體相結合的資源建模方法,建立統一、規范的制造資源本體模型(resourceontologymodel,ROM),將制造資源的運行信息實時反映在ROM中,通過建立信息感知集成單元(datacollectionandIntegratedunit,DCIU)與ROM間的多層次關系及動態映射模型,實現制造資源運行信息的統一感知與發布,從而解決離散制造車間多源信息集成問題。通過建立DCIU與IMPV的映射模型,將制造資源運行狀態反映在IMPV模型對象中,并以可視化的形式動態展示,從而實現生產系統運行狀態的實時監測,使生產過程透明化。
1.1ROM
制造資源是生產信息的載體(信源),制造資源的不同導致生產過程信息呈現多源異構特性,信息之間呈現獨立性。本體作為知識的良好載體,有很好的概念層次結構以及對邏輯推理的有效支持;可實現各個層次信息領域本體之間的獨立性,具有良好的可擴展性和互操作性,能夠為多源異構信息集成提供一致性的語義環境。本文根據生產過程中各種相關信息的內涵及其依賴與從屬關系,結合資源本體和元資源建模方法對制造資源領域的知識進行描述和建模[11],并使用形式化的方法進行表達。
定義1元資源BObj屬于制造資源基本粒度,是不可再分的單元資源。元資源BObj由元資源標識Base-ID、元資源數據項DataItem所組成,其描述方法為BObj∷={Base-ID,DataItem1,DataItem2,…,DataItemN},元資源數據項DataItem可以定義為DataItem∷={BDIID,ItemPro1,ItemPro2,ItemPro3,…,ItemProN},其中BDIID是數據項的唯一標識,元資源屬性ItemPro由屬性名稱ProName、屬性值ProValue、屬性數據類型ProDataType、屬性描述ProDes來表征,即ItemPro∷ ={ProName,ProValue、ProDataType,ProDes},其中屬性數據類型有STRING、BOOL、WORD等。
定義2組合資源ComObj具有可再分性,是多個元資源或組合資源的組合體,其描述方法為ComObj∷={COID,CO-Set1,CO-Set2,…,CO-SetN,CO-Rels}。組合資源集CO-Set是元資源在一定的約束條件下耦合而成的,描述方法為CO-Set∷={COSID,SetPro1,SetPro2,…,SetProN,∑BObj,COS-Rels},其中COSID為組合資源集標識,SetPro為組合資源集屬性,其描述與元資源屬性描述一致,∑BObj為元資源集合,COS-Rels表示元資源之間的邏輯關系集合,CO-Rels表示組合資源之間的邏輯關系集合,邏輯關系有繼承關系、組合關系、依賴關系等。
1.2IMPV
IMPV是制造資源的抽象化表達形式,能夠實時反映制造資源的運行狀態,此外,IMPV支持監控對象的自定義配置,從而能夠靈活監控生產系統各環節的實時工況,IMPV由對象數據模型、可視化表征模型和對象操作模型三部分組成,即IMPV∷={Ob-DataModel,ViewSet-Model,Ob-OperateModel}。
定義3對象數據模型Ob-DataModel是IMPV的數據集合,Ob-DataModel由對象實體Entity和對象關系EntityRel組成,即Ob-DataModel∷={Entity,EntityRel},對象實體Entity則由數據集DataSet和數據集關系DataSetRel所組成,其描述方法為Entity∷={DataSet,DataSetRel},每個數據集DataSet有多個數據項Item所組成,即DataSet∷={Item1,Item2,…,ItemN},數據項Item可以定義為Item∷={ODIID,ItemPro1,ItemPro2,ItemPro3,…,ItemProN},其中ODIID是數據項的唯一標識,數據項屬性ItemPro由屬性名稱ProName和屬性數據類型ProType來表征,即ItemPro∷={ProName,ProType},數據集關聯關系DataSetRel是數據項之間的內在邏輯關系ItemRel的集合,ItemRel可表征為ItemRel∷={ItemS,ItemG,Rel},其中ItemS源數據項,ItemG為目標數據項,Rel為兩者的關聯關系。
定義4可視化表征模型ViewSet-Model是IMPV界面呈現形式的集合,ViewSet-Model由視圖樣式Style和視圖樣式關系StyleRel所構成,即ViewSet-Model∷={Style,StyleRel},其中Style可表征為Style∷={ID,Color,Location,Size,Image,UDA},其中ID是視圖樣式的唯一標識,Color是視圖的顏色樣式,Location為視圖的空間位置基準,Size為視圖的空間尺寸基準,Image為視圖關聯圖形樣式,UDA為視圖的用戶自定義屬性。StyleRel可表征為StyleRel∷={StyleS,StyleG,Rel},其中StyleS源視圖樣式,StyleG為目標視圖樣式,Rel為兩者關聯關系。
定義5對象操作模型Ob-OperateModel是IMPV對象操作類的集合,主要分為基本操作集BaseOpSet和復雜操作集ComOpSet,基本操作類實現對象的單一界面交互操作,如改變位置、大小、拖放等操作,BaseOpSet∈{Resize,Click,ForeColorChanged,Remove,AddElement,…},復雜操作類是實現基本操作類無法實現的交互操作,屬于用戶自定義操作,主要包含數據檢索、組合動態表征和信息發布等操作,ComOpSet∈{DataRetrieval,DataAnalysis,AndonStatistics,InfoFeedBack,…}。
2RT-VMP體系架構
如圖1所示,RT-VMP平臺框架分為物理感知層、網絡通信層、IMPV建模及運作層和人機交互層。

圖1 RT-VMP體系架構
物理感知層主要由RFID和各類感知傳感器構成。其中,RFID、掃描儀等能夠激活信息載體(如電子標簽、二維碼)并采集信息載體中的資源信息;傳感器通過功能元件等對制造過程中的各種資源的狀態、參數值進行感知、轉換和輸出,并能夠按一定數據幀將信息輸出。同時提供對其他層的數據服務功能。能夠在不改變其他層數據關系的情況下,只需改變數據接口層中對數據庫的連接即可適應數據服務層的變化,從而有效地保持系統的可擴展性和靈活性。
IMPV建模及運作層是系統功能應用的實現層,由IMPV建模模塊和運行模塊組成,其中IMPV建模模塊負責構建各類監控對象,包括其數據格式、顯示及交互方式的定義。IMPV運行模塊通過解析監控對象模型獲取組態信息,并根據與信息感知集成單元(DCIU)中變量的映射關系獲取制造資源運行信息和增值信息,并以配置的可視表征樣式呈現。
人機交互層提供可視化監控平臺的人機操作畫面,用戶可以根據監控需求的變化對監控對象本體模型庫、監控任務界面等模塊進行動態配置,對變量庫、可視表征庫和對象操作類進行維護。
3RT-VMP關鍵實現方法
3.1資源感知與信息集成
生產系統的運行狀態是制造資源運作情況的綜合反映,準確掌握生產系統的運行狀態依賴于對生產過程各類制造資源(MR)運行信息的全面感知、集成、共享與處理,本文從MR-ROM、ROM-DCIU、DCIU-IMPV、IMPV-IMPV映射模式入手來描述制造資源狀態實時感知與信息集成過程,如圖2所示。

圖2 基于規則映射的資源感知與信息集成模式
智能制造單元(IAgent)由元制造資源和組合資源構成,制造過程中由制造資源產生各類原始生產事件,通過建立多層次事件間的關聯模型,應用關鍵事件處理引擎對關鍵事件所涉及的各級多層次事件進行遍歷,以獲得各制造資源狀態信息,根據前文中ROM的定義,為各類制造資源構建基于XML資源數據模型,并按照統一規則將制造資源狀態信息映射到XML資源數據模型中,從而實現制造資源運行信息的語義化描述與統一發布,即實現MR-ROM的映射。
DCIU是信息集成的核心單元,由變量庫、算法庫、約束規則庫和映射規則庫組成,其中變量Var可描述為Var∷={ItemPro1,ItemPro2,…,ItemProN,Map,Res,Alg},其中ItemPro是制造資源ROM本體中數據項,Map則是數據項與變量間的映射規則,Res則是映射過程中的約束,如非空約束、類型約束等,Alg則是處理算法,如CPK、OEE等指標的算法,算法庫中各算法以dll文件的形式進行封裝,便于算法的維護與調用。按照配置的算法對輸入數據項值進行處理增值后輸出變量值,通過變量庫動態調用與發布,從而實現底層制造資源運行信息的增值與共享,即ROM-DCIU的映射;Ob-DataModel是IMPV運行的基礎,由多個數據集組成,通過建立數據集中各Item與Var間的對應關系即可實現DCIU-IMPV映射。
IMPV對象模型由Ob-DataModel、ViewSet-Model和Ob-OperateModel三個組件組成,組件之間的映射關系可分為以下三種類型:①一對一映射是基本的映射關系,如Ob-OperateModel中尺寸變更類ElementResize只能改變ViewSet-Model的圖元尺寸ViewStyle-Size;②一對多映射多用于復雜對象操作, 如Ob-OperateModel中對象添加類ElementAdded會調用其他各組件實現模型對象初始化;③多對多映射也是多用于復雜對象操作,如設備狀態和質量狀態均可觸發對象報警ElementAlert,而ElementAlert則可以同時觸發圖元顏色ViewStyle-Color和圖元尺寸ViewStyle-Size的變化。
3.2IMPV實例化方法
為滿足生產運行狀態監控的多樣化和動態性要求,RT-VMP應該具備監控任務的靈活定制與動態組合特性,IMPV是制造過程可視化監控對象的抽象化表達形式,通過配置對象數據模型、可視化表征模型和對象操作模型的參數以及與DCIU中變量間的映射關系,定義不同監控對象,從而使用戶可以自由調整監控對象及監控粒度。IMPV實例化過程如圖3所示。
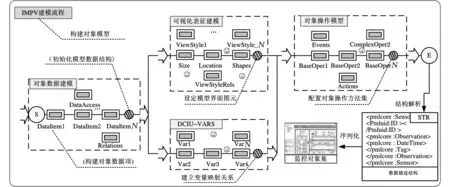
圖3 IMPV實例化流程
(1)對象數據模型是IMPV的基礎,可視化表征模型、對象操作模型均依賴其數據來運作。采用面向對象的思想與聚類技術,在對象元模型的基礎上,通過結構化派生與對象處理構建以數據集為載體的對象實體,并定義其數據接口以及與其他對象實體間的邏輯關系,實現對象數據模型的構建,對象數據模型與監控對象實體是一一對應關系。此外,通過配置數據項與DCIU中變量間的映射關系實現數據的實時獲取,當監控需求變更時只需更改數據項關聯的DCIU變量而不需要變更底層數據采集接口。
(2)可視化表征模型是IMPV的人機交互接口,它實時呈現了來自制造現場的各類原始數據和增值數據,在對象數據模型的基礎上,定義可視化表征模型界面圖元各視圖樣式參數與對象數據模型中數據項之間的映射關系,如Equipment實體對象的數據項Alert值為TRUE時,其可視化表征模型的視圖顏色樣式為RED,并進行閃爍。
(3)對象操作模型是控制IMPV可視化呈現的操作方法的集合,同時也集成了一些如數據查詢、數據分析等功能。因此,在構建對象操作模型時從兩方面入手,一方面是建立對象操作類與圖元視圖樣式間的映射關系,如ElementResize方法就是變更視圖的ViewStyle-Size,從而能夠調整視圖大小;另一方面是定義數據查詢接口與數據分析算法等,從而實現一些復雜的實體對象操作。
(4)在IMPV各模型定義完成后,對其數據結構和邏輯映射關系進行序列化,進而形成一個對象本體模型,用戶根據實際需求定義不同監控對象,形成對象本體模型庫,另外對象本體模型庫可以導入導出,從而能夠實現監控任務的可配置化,配置完成后須經序列化存儲,用戶通過平臺可隨時調用配置文件并反序列化,從而能夠從不同層級便捷靈活地監控生產系統運行狀態。
4RT-VMP應用實例
以安徽某汽車發動機制造企業為例,其發動機種類較多,是典型的多品種、小批量生產模式,另外由于發動機裝配精度要求較高且產品本身結構較為復雜,其裝配過程需求由多條裝配線協作完成,一般可分為缸蓋分裝線、活塞連桿分裝線、曲軸分裝線和總裝線。發動機生產過程的復雜性要求各業務部門能夠實時掌握生產過程各環節狀態,進而協調一致才能保證生產的順利進行。為此,根據第2章提出的基于實時信息驅動的制造過程可視化監控體系,基于.NET構架設計并開發了該企業的1.5TGDI發動機裝配線實時可視化監控系統。
由于車間生產系統運行狀態的實時監控涉及范圍廣、監控對象繁多,因此,本文通過對車間設備運行狀態的監控來闡述RT-VMP的運行流程,首先利用本體建模工具建立車間設備資源的領域本體,利用xml、owl語言等對資源進行統一、規范化描述,這樣能夠屏蔽資源的異構性,規范制造資源描述,為設備運行信息的集成提供統一的語義環境。設備模型數據片段如下:
其次,需要選擇合適的數據通道實現設備狀態信息的實時采集,該發動機裝配車間內所有加工設備均由PLC控制,故均支持OPC通信協議,測量設備不支持OPC通信協議,如海克斯康三坐標儀(需要通過監聽PC-DMIS觸發事件獲取設備運行狀態)和閥孔檢測儀等,另外數控機床采用SINUMERIK840D數控系統,故需要結合設備廠家提供的接口定義數據格式,通過對設備運行信息和加工信息進行定義,再按照一定的規則映射到通用XML文檔中,從而實現制造資源實時運行信息的感知與集成。然后通過基于ROM-DCIU映射模型,按照模型解析規則及匹配機制映射對輸入參數進行匹配驗證,同時按照配置的數據增值算法對輸入參數進行增值,增值后的信息以數據服務的形式發布,有效降低平臺耦合度,便于信息共享與集成。
根據用戶組態配置和數據描述解析并實例化IMPV各模型組件,根據DCIU-IMPV的映射模型向DCIU發送消息訂閱,當消息事件發生變化時,DCIU從訂閱者隊列中遍歷消息的訂閱者并發布消息。IMPV獲取信息變更后根據模型間映射關系及相關數據變更調用Ob-OperateMode組件和ViewSet-Model組件,通過Ob-OperateMode實現圖元的動作變更,通過ViewSet-Model圖元的可視表征,并將實時數據匹配到Ob-DataModel中,從而完成實時工況的可視化顯示,從而實現生產管理的透明化、實時化和遠程化。
通過系統的應用,實現了生產系統運行信息的動態感知,對生產過程中設備運行情況、物料消耗狀態、生產異常、產品加工質量等進行了有效的監控,提升了企業管理水平及決策的時效性,有效地改善了該車間的生產效率和產品質量,降低了生產成本。據統計,2012年至2014年該廠均處滿負荷生產狀態,系統在2013年實施應用后,車間生產率提高了7.9%,訂單延時率降低了30%,設備維護成本降低了40%,具體數據如表1所示。

表1 系統應用前后效果對比
5總結
本文針對生產系統運行狀態監控問題,提出并實現了一種基于實時信息驅動的生產過程可視化監控平臺,并將其應用于某發動機裝配車間,通過構建IMPV實現了裝配車間監控對象的可配置化和組態化,用戶能夠自由定制監控任務和需求,通過建立ROM-IMPV邏輯映射模型以及多功能交互式信息終端采集信息的方法,實時、準確、全面地獲得裝配車間生產過程中設備、物料、生產進度和人員等實時信息,并通過IMPV可視化表征組件實時呈現,從而使生產過程透明化,為管理層提供決策支持。該系統很好地滿足了企業對生產實時監控的需求,后續研究將在信息增值和生產過程動態優化控制兩個方面展開,結合數據分析和數據挖掘等方法,對多源信息進行增值運算,以精準掌握制造系統運行狀態并預測系統潛在的異常;同時研究生產過程的動態優化與反饋控制方法,使系統具備一定的協同優化能力。
參考文獻:
[1]LiT,QinW,ZhangJ,etal.ResearchandApplicationofVisualizedReal-timeMonitoringSystemforComplexProductManufacturingProcess[J].KeyEngineeringMaterials,2014,579/580:787-791.
[2]王佩,張定華,陳冰,等.基于SPC與EPC集成的制造過程質量監控與調整[J].中國機械工程,2011,22(18):2203-2208.
WangPei,ZhangDinghua,ChenBing,etal.QualityMonitoringandAdjustmentMethodinManufacturingProcessesBasedonIntegrationofSPCandEPC[J].ChinaMechanicalEngineering,2011,22(18):2203-2208.
[3]FuY,JiangP,LiY.TheStudyonRFIDMiddlewareforReal-timeMonitoringinManufacturing[C]//InternationalConferenceonAdvancedDesignandManufacturingEngineering.Guangzhou:Trans.Tech.Publications,2011:2491-2494.
[4]SenkuvienètI,JankauskasK,KvietkauskasH.UsingManufacturingMeasurementVisualizationtoImprovePerformance[J].Mechanika,2014,20(1):99-107.
[5]高振清,孫厚芳,李晶,等.基于MAS的制造系統監控技術研究[J].中國機械工程,2006,17(S2):219-221.
GaoZhenqing,SunHoufang,LiJing,etal.ResearchonMonitoringofManufacturingSystemBasedonMAS[J].ChinaMechanicalEngineering,2006,17(S2):219-221.
[6]SunW,DongM,SunZ,etal.TheResearchofaEquipmentforDetectingandMonitoringProcess[C]//InternationalConferenceonDigitalManufacturingandAutomation.Changsha:IEEE,2010:758-761.
[7]劉日良,張承瑞,姜宇,等.基于MTConnect的數控機床網絡化監控技術[J].計算機集成制造系統,2012,19(5):1078-1084.
LiuRiliang,ZhangChengrui,JiangYu,etal.NetworkedMonitoringTechnologyofNumericalControlMachineToolsBasedonMTConnect[J].ComputerIntegratedManufacturingSystem,2012,19(5):1078-1084.
[8]尹超,張飛,李孝斌,等.多品種小批量機加車間生產任務執行情況可視化動態監控系統[J].計算機集成制造系統,2013,19(1):46-54.
YinChao,ZhangFei,LiXiaobin,etal.VisualizationDynamicMonitoringSystemofProductionExecutionforMulti-varietyandSmall-batchJobShop[J].ComputerIntegratedManufacturingSystem,2013,19(1):46-54.
[9]孫惠斌,常智勇.復雜產品裝配執行過程建模與監控方法研究[J].中國機械工程,2009,20(16):1947-1951.
SunHuibin,ChangZhiyong.StudyonComplexProductAssemblyExecutiveProcessModelingandMonitoringMethod[J].ChinaMechanicalEngineering,2009,20(16):1947-1951.
[10]FengZ,WangG.RealTimeMonitoringSystemofHeatTreatmentIntelligentWorkshop[J].KeyEngineeringMaterials,2014,621:599-604.
[11]韋韞,李東波,童一飛.面向服務的基于元模型的統一制造資源建模研究[J].中國機械工程,2012,23(15):1818-1824.
WeiYun,LiDongbo,TongYifei.Service-orientedUnifiedManufacturingResourceModelingbasedonMeta-model[J].ChinaMechanicalEngineering,2012,23(15):1818-1824.
(編輯袁興玲)
猜你喜歡
江蘇安全生產(2022年7期)2022-08-24 02:11:52
世界科學技術-中醫藥現代化(2022年3期)2022-08-22 00:32:50
北京測繪(2022年6期)2022-08-01 09:19:06
選煤技術(2022年2期)2022-06-06 09:13:12
師道·教研(2022年1期)2022-03-12 05:46:47
云南化工(2021年8期)2021-12-21 06:37:54
北京測繪(2021年7期)2021-07-28 07:01:18
海洋信息技術與應用(2020年1期)2020-06-11 12:43:56
山東農業工程學院學報(2019年11期)2020-01-19 02:49:22
傳媒評論(2019年4期)2019-07-13 05:49:14
