前基板和后基板共模模鍛成形研究
2015-12-31 11:49:18李志廣張樹利霍東明劉碧芬
精密成形工程 2015年3期
李志廣,張樹利,霍東明,劉碧芬
(1.北方通用動力集團有限公司,山西大同037036;2.江麓機電集團有限公司工藝研究院,湖南湘潭 411100)
前基板和后基板是150柴油機某同一機型中的2個不同零件,在模鍛成形時,如果模鍛工藝和鍛模設計不合理,則極易導致模鍛工藝性差,形狀、尺寸和力學性能一致性差,合格品率低,效率低,消耗大和成本高等現象[1—2];前基板和后基板共模模鍛成形,可有效克服上述模鍛工藝性差,形狀、尺寸和力學性能一致性差,合格品率低,效率低,消耗大和成本高等諸多缺點。
1 模鍛工藝性分析
1)前基板和后基板為長軸類模鍛件(熱模鍛件分別見圖1和圖2),材料牌號、每臺基數、尺寸精度、功能類別和力學性能等相同,形狀與尺寸相近,但長度尺寸差異較大,傳統模鍛件毛坯圖設計和鍛造工藝規程編制不注重相關性。為優化模鍛件毛坯圖設計,特將2個模鍛件相同或相近形狀、尺寸、精度、功能類別和材料牌號等要素,按成組技術合并同類項而注重相關性:如將2項模鍛件毛坯圖的高度與徑向尺寸、尺寸精度、機加工余量、分模面位置、模鍛斜度、圓角半徑、熱處理硬度和有關技術要求等要素按成組技術合并同類項,分別設計為相同,以有利于獲得形狀、尺寸和力學性能一致性好以及合格品率高的2項模鍛件。為優化模鍛工藝規程編制,特將2項模鍛件模鍛工藝中人、機、料、法、環和測等要素按成組技術合并同類項,尤其是將模鍛工藝規程中的模鍛工序或工步、加熱爐溫、始鍛溫度、終鍛溫度、加熱時間和有關檢測內容等工藝過程控制參數分別設計為相同,以有利于獲得模鍛工藝過程和模鍛工藝性一致性好以及合格品率高的2項模鍛件。
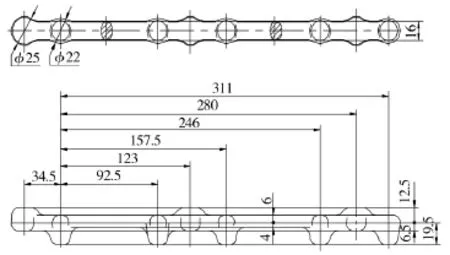
圖1 前基板熱模鍛件圖Fig.1 Hot die forging piece of the front base plate
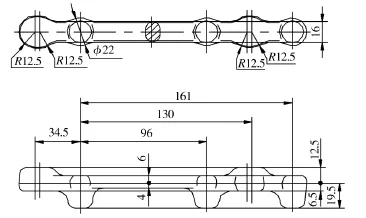
圖2 后基板熱模鍛件圖Fig.2 Hot die forging piece of the rear base plate die forging
2)前基板和后基板傳統模鍛工藝過程應進行獨立設計而不注重相關性。傳統模鍛成形主要工藝過程為:加熱→模鍛(分別在相異的滾擠模膛中滾擠制坯后再終鍛)→切邊→熱校正(分別在相異的終鍛模膛中進行),實現一料一鍛,模鍛工藝性較好,形狀、尺寸和力學性能一致性較好,模鍛效率較高,但在終鍛模膛熱校正后極易產生粘模和模鍛件局部飛邊超差的現象,模鍛成本較高。優化后模鍛工藝過程,特將2項模鍛件相同或相近形狀、尺寸、精度、功能類別和材料牌號等要素,按成組技術合并同類項實現共模模鍛成形而注重相關性,如優化后的前基板共模模鍛成形主要工藝過程為:加熱→調頭模鍛(共模滾擠制坯后再終鍛+調頭共模滾擠制坯后再終鍛)→切邊→共模熱校正。調頭模鍛是指在同一套鍛模上夾住坯料的一端鍛造坯料的另一端,然后前后調轉180°夾住鍛過的一端再鍛造未鍛過的另一端的工藝方法,實現一料二鍛(無原材料鉗夾頭),可有效揚長避短傳統模鍛成形工藝的優缺點[3—4]。優化后的后基板共模模鍛成形主要工藝過程為:加熱→模鍛(共模滾擠制坯后再終鍛)→切邊→共模熱校正,實現一料一鍛,也可有效揚長避短傳統模鍛成形工藝的優缺點。
3)前基板和后基板共模模鍛成形工藝過程的關鍵是模鍛工序,模鍛工序的關鍵是鍛模設計,傳統鍛模應進行獨立設計而不注重相關性,2項模鍛件應設計和使用2套相異鍛模,鍛模成本高;優化后的鍛模設計,特將2項模鍛件相同或相近形狀、尺寸、精度、功能類別和材料牌號等要素,按成組技術合并同類項實現共模模鍛成形,注重相關性。如2項模鍛件只設計和使用1套共用鍛模,鍛模成本低,同時,鍛模在使用過程中由傳統裝卸次數1次/項減少到現在的1次/2項。
2 鍛模優化設計
鍛模優化設計也是優化模鍛成形工藝、充分利用現有設備資源、降低消耗、提高合格品率與效率、節約工時、降低模鍛件成本等,以及揚長避短傳統鍛模設計優缺點的關鍵[5—8]。前基板和后基板鍛模(見圖3)優化設計的要點如下。
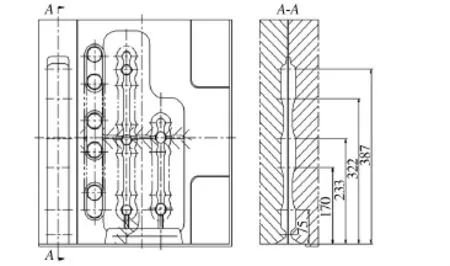
圖3 前基板和后基板共模鍛模圖Fig.3 Common-mode die forging of the front base plate and the rear base plate
1)優化鍛模整體結構設計。①為達到鍛模使用性能、工藝性能和經濟性有機統一的效果,特將前基板和后基板2項模鍛件的相同或相近形狀、尺寸、精度和功能類別等要素,按成組技術合并同類項而實現共模模鍛成形,即將傳統設計和使用的2套相異鍛模變為現有的1套共用鍛模:其中鍛模整體結構為2個縱向排列的相異終鍛模膛、1個左縱向和右對角排列的共模鎖扣、1個縱向排列的共模滾擠模膛(設置在左縱向鎖扣上)、1個縱向排列的共模熱校正模膛和1個共模鉗口(見圖3);②鍛模的鎖扣與鎖扣之間、鎖扣與熱校正模膛之間、鎖扣與終鍛模膛之間、終鍛模膛與終鍛模膛之間、終鍛模膛與熱校正模膛之間、終鍛模膛與鉗口之間以及終鍛模膛與模塊外壁之間既相互聯系又相互制約,結構布置緊湊,使用強度足夠,使用功能擴大化,鍛模制造成本降低;③鍛模的工作過程簡單易行,即先將加熱到始鍛溫度的坯料進行滾擠制坯,然后將制坯件在相應的終鍛模膛中進行終鍛,最后再將切邊以后的熱模鍛件進行熱校正。
2)優化鍛模鎖扣設計。①根據前基板和后基板模鍛件形狀與尺寸的特點,特將鍛模鎖扣優化設計為左縱和右對角鎖扣結構(見圖3),能夠滿足鍛模鎖扣的使用性能要求。②為確保鎖扣結構更加緊湊又使用強度足夠,特將滾擠模膛設置在左縱向鎖扣上,不僅能夠擴大鍛模鎖扣功能和降低鍛模制造成本,也能夠滿足鍛模滾擠模膛的使用性能要求[9]。
3)優化鍛模終鍛模膛設計。①因前基板和后基板模鍛件具有相同或相近的形狀、尺寸、精度、功能類別、材料牌號、每臺基數和工藝過程、工藝過程控制參數等要素,以及具有相同的鍛模的鎖扣、滾擠模膛、熱校正模膛、飛邊槽和鉗口等要素,因此,共模模鍛成形可有利于2個相異的終鍛模膛具有相同或相近的使用壽命,或具有相同或相近的報廢周期,或具有相同或相近的最大模鍛數量。②根據前基板和后基板模鍛件φ22 mm圓凸臺部分較難成形和腹板部分較易成形的特點,特將2項熱模鍛件φ22 mm圓凸臺部分置于終鍛上模成形,將模鍛件腹板厚度10 mm,設計為上模為4 mm和下模為6 mm的非對稱式分模結構(見圖1和圖2),以最大限度地減小上模終鍛模膛深度尺寸和改善模鍛件圓凸臺充填成形效果[10]。③將2個縱向終鍛模膛的中心線距離設置在鍛模燕尾寬度之內(見圖3),以滿足終鍛模膛縱向中心線與模鍛錘燕尾中心線偏心距離小或偏心力矩小的要求。
4)優化鍛模滾擠模膛設計。①因前基板和后基板是由圓凸臺和腹板兩部分組成的變截面軸類模鍛件,因此,在終鍛以前應先進行滾擠制坯。②為達到共模滾擠制坯以及鍛模結構緊湊和鍛模模塊寬度減小的效果,特將2項熱模鍛件相同或相近形狀、尺寸、精度和功能類別等要素,按成組技術合并同類項進行優化組合,如將前基板熱模鍛件圓凸臺中心距尺寸92.5,123,157.5 mm(見圖1)以及后基板熱模鍛件圓凸臺中心距尺寸96,130,161 mm(見圖2),在共用滾擠模膛中所對應的尺寸分別統一組合為(170-75)=95 mm,(170-75)+(233-170)/2=126.5 mm,(233-75)=158 mm(見圖3A-A剖視圖)。③為達到優選下料規格、原材料消耗小、滾擠制坯工藝性好以及為終鍛提供良好的省力省時的中間過渡形狀與尺寸準備的效果,在理論計算基礎上,再根據共模滾擠制坯的形狀與尺寸、滾擠模膛體積隨著模鍛數量增多逐漸增大、模鍛不足和未充滿傾向性逐漸增大、后基板在調頭滾擠制坯后坯料始鍛溫度和終鍛溫度略為降低,以及滾擠制坯效率等影響因素的有關約束條件,最終確定共模滾擠模膛的高度尺寸[11—12]。
5)優化鍛模熱校正模膛設計。①因前基板和后基板模鍛件較長而腹板橫截面積較小,在切邊以后極易彎曲變形(模鍛數量越多彎曲變形越嚴重),因此,在切邊以后應進行熱校正(熱校正溫度為800~950℃);②為達到共模熱校正模膛既結構緊湊又能夠分別輕易地放置,或包容切邊后的2項熱模鍛件以及熱校正具有高可靠性的效果,特將前基板和后基板熱模鍛件的有關形狀與尺寸按成組技術進行優化組合,以優化和簡化熱校正模膛的有關形狀與尺寸(見圖4):將前基板熱模鍛件圓凸臺中心距尺寸34.5,92.5,123,157.5 mm(見圖1)以及后基板熱模鍛件圓凸臺中心距尺寸 34.5,96,130,161 mm(見圖 2),在共模熱校正模膛中所對應的尺寸分別統一組合為38,95,127,159 mm(見圖3和圖4);將前基板寬度尺寸φ25,φ22,16 mm(見圖 1)以及后基板寬度尺寸(R12.5+R12.5)= φ25,φ22,16 mm(見圖 2),在共模熱校正模膛中所對應的尺寸分別統一組合為(R18.5+R18.5)= φ37,φ37,37 mm(見圖3 和圖4);保證2項熱模鍛件的高度尺寸不變,將φ22 mm圓凸臺部分在熱校正下模中進行熱校正(其中熱校正下模所對應的恰是終鍛模膛上模,熱校正上模所對應的恰是終鍛模膛下模),將腹板上平面作為校正模膛的分模面(見圖1、圖2 和圖4)。

圖4 前基板和后基板校正熱鍛件Fig.4 The thermal correction impression figure of the front base plate and the rear base plate
3 結論
1)將前基板和后基板相同或相近形狀、尺寸、精度、功能類別和材料牌號等要素,按成組技術合并同類項,優化模鍛工藝和優化鍛模設計(如優化鎖扣、終鍛模膛、滾擠模膛和熱校正模膛等設計),可實現前基板和后基板共模模鍛成形。
2)前基板和后基板共模模鍛成形最終達到了優質、高效和低耗的效果:模鍛工藝性好,模鍛件形狀、尺寸和力學性能一致性好,合格品率高達99%;所使用的鍛模結構緊湊又強度足夠,使用性能優越,使用壽命高,模鍛效率高,鍛模制造成本至少減少40%。
[1]李志廣.實現鍛件經濟性的七項原則[J].鍛壓機械,2000,35(4):28—30.
LI Zhi-guang.Seven Principles of Realization Forgings Economic Efficiency[J].Metalforming Machinery,2000,35(4):28—30.
[2]李志廣,胡豐澤,趙臣俊,等.雙模膛鍛模的優化設計[J].模具工業,2004,30(4):51—54.
LI Zhi-guang,HU Feng-ze,ZHAO Chen-jun,et al.Optimized Design of Double-Chamber Forging Dies[J].Die&Mould Industry,2013,30(4):51—54.
[3]李志廣,臧金明,李金海,等.一料多鍛模鍛法[J].金屬加工(熱加工),2013,(19):52—54.
LI Zhi-guang,ZANG Jin-ming,LI Jin-hai,et al.Die Forging Technique with More Times Forging for One Blank[J].Metal Forming(Hot-Working),2013,(19):52—54.
[4]李志廣,劉碧芬,宋偉民.噴油器體鍛模優化設計[J].精密成形工程,2014,6(6):133—136.
LI Zhi-guang,LIU Bi-fen,SONG Wei-min.Optimal Design of Fuel Injector Bodies Forging Die[J].Journal of Netshape Forming Engineering,2014,6(6):133—136.
[5]張志文.鍛造工藝學[M].北京:機械工業出版社,1984.
ZHANG Zhi-wen.Forging Technology[M].Beijing:Mechanical Industrial Press,1984.
[6]姚澤坤.鍛造工藝學與模具設計[M].西安:西北工業大學出版社,2005.
YAO Ze-kun.Forging Technology and Die Design[M].Xi'an:Northwestern Polytechnical University Press,1984.
[7]呂炎.鍛模設計手冊[K].2版.北京:機械工業出版社,2005.
LYU Yan.Forging Die Design Manual[K].The Second E-dition.Beijing:China Machine Press,2005.
[8]中國機械工程學會塑性工程學會.鍛壓手冊·鍛造[K].3版.北京:機械工業出版社,2008.
The Chinese Mechanical Engineering Society and Plastic Engineering Society.Forging and Stamping Manual(Forging)[K].The Third Edition.Beijing:China Machine Press,2008.
[9]李志廣.錘鍛模平面鎖扣的結構設計及其應用[J].鍛壓技術,1996,21(2):51—54.
LI Zhi-guang.Structural Design of Plane Locks For Hammer Forging Die and Its Application[J].Forging&Stamping Technology,1996,21(2):51—54.
[10]李志廣.高突筋復雜模鍛件成形的有效方法[J].鍛壓機械,1998,33(4):25—27.
LI Zhi-guang.The Effective Method to Forge Complex Die Forgings With Salient Rib[J].Metalforming Machinery,1998,33(4):25—27.
[11]李志廣,翟海,吳永興.順序成形模鍛法[J].鍛壓技術,2011,36(5):10—13.
LI Zhi-guang,ZHAI Hai,WU Yong-xing.Sequence Forming Die Forging Method[J].Forging & Stamping Technology,2011,35(5):10—13.
[12]李志廣,李萌,李金海,等.模鍛件原材料規格確定的10項原則[J].模具工業,2013,39(6):56—58.
LI Zhi-guang,LI Meng,LI Jin-hai,et al.Ten Principles of Determining Raw Material Specification of Die Forging Parts[J].Die&Mould Industry,2013,39(6):56—58.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
