某炮彈彈體內膛裂紋原因分析
2015-12-31 11:49:04夏克祥姜春茂劉海艷方曉玲孫家利遲維恒
精密成形工程 2015年3期
夏克祥,姜春茂,劉海艷,方曉玲,孫家利,遲維恒
(北方華安工業集團有限公司,黑龍江齊齊哈爾 161046)
9260鋼是我國應用較為普遍的硅猛系合金彈簧材料,具有較高的屈服極限、高的屈強比、廣泛的適應性,以及良好的淬透性、冷脆性、熱加工性能、冷加工性能等,廣泛應用于兵器行業中作為關鍵零部件的材料,其戰術性能相當于國外高破片彈鋼的水平[1]。我公司某彈關鍵零部件彈體采用鞍山特種鋼鐵有限公司生產的9260鋼154 mm×154 mm進行熱沖壓加工。該鋼材的加工方式為連鑄、連軋。2014年在彈體生產中,檢驗員在沖孔工序、水浸探傷工序共計發現90發彈體存在側壁拉裂和底部裂紋疵病[2],彈體疵病宏觀形貌如圖1所示。為準確找到裂紋產生的原因,進行了原理分析和理化檢測分析。
該彈體制造工藝流程如下:鋼坯鋸切下料(圓盤鋸切割)→工頻感應加熱(1120~1150℃)→壓型→沖下盲孔→沖上盲孔→空冷→粗車→二次感應加熱→熱拉伸→空冷→彈體退火(感應加熱,780~810℃)→粗車(單邊車削4 mm)→上部感應加熱→收口→熱處理→探傷→精車→探傷。
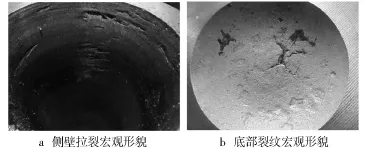
圖1 彈體疵病宏觀形貌Fig.1 Macro morphology of projectile faults
1 原因分析
1.1 疵病數量統計
用于該彈體沖壓生產的9260鋼的爐號分別為2014-1和2014-2,共計下料602發,90發殼體毛坯底部不同程度地出現了裂紋疵病,占總體的14.95%[3]。具體疵病情況為:2014-1號爐,投料358發,疵病數量為53,占14.8%;2014-2號爐投料244發,疵病數量為37,占15.16%。
1.2 疵病產生原因分析
1)沖壓加工過程中監控的感應加熱溫度不滿足工藝要求、沖壓用壓型工裝尺寸超差或者操作過程中不符合工藝要求,也可能是產生該疵病的原因之一。
2)原材料本身存在缺陷,在后續加工過程中容易產生裂紋,也可能是產生該疵病的原因之一。
2 裂紋產生原因檢查和分析
對沖壓過程中感應加熱記錄及工裝尺寸進行了檢查,結果均符合工藝要求。
2.1 毛坯底部裂紋
通過實物觀察,結合鋼廠生產流程及我廠加工工藝,經分析認為:該毛坯屬于鋼坯澆鑄帽口殘余部位,內部組織缺陷較重,鋼坯鋸切時,帽口殘余部位沒有完全清除,一般情況下,澆鑄時縮孔缺陷常伴有偏析、低熔點夾雜、疏松等缺陷[4]。該毛坯缺陷組織位于鋼坯上部或者說非常接近沖頭底部(非變形區),在沖孔過程中受高溫高壓的潤滑氣體沖擊,毛坯底部缺陷熔化或者撕裂而形成孔洞(如圖2所示)。沖壓過程中,一般情況下輕微的缺陷組織會得到有效改善[5]。
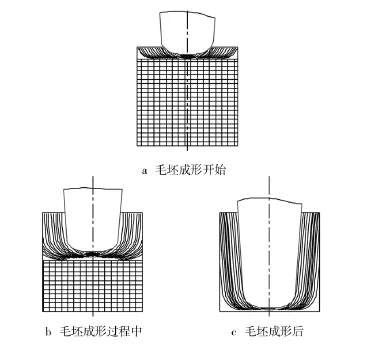
圖2 底部縮孔形成示意圖Fig.2 Schematic diagram of the formation of bottom shrinkage hole
2.2 內膛側壁拉裂
第1爐1發彈體內膛側壁拉裂,具體形態見圖3。由于鋼錠的凝固過程是自外向內的,因而其內部鑄造組織自心部向外越來越致密[6],疵病區會存在于鋼錠中心部位(越靠近中心越嚴重),同時,鋼錠的內部收縮是自下而上的,即越接近帽口端致密性越差[7]。
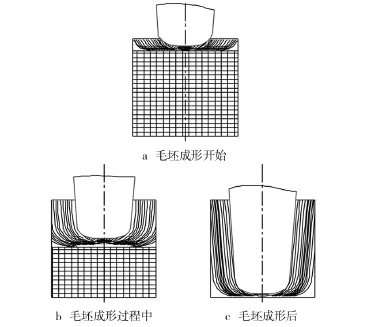
圖3 側壁拉裂形成原理示意Fig.3 Schematic diagram of the formation principle of side wall crack
彈體的變形過程順序為鐓粗、反擠、拔伸,在鐓粗工序鋼坯受到自外向內的擠壓力,變形程度大[8],有缺陷組織在這一工序會得到最大程度的改善,使毛坯組織致密;在反擠變形過程中,隨著沖頭的壓入,鋼坯心部組織會在沖頭下行過程隨著金屬流動至沖頭表面[9],若鋼坯心部存在缺陷同時也會在反擠壓過程中被帶動至沖頭表面[10];拔伸加工過程彈體毛坯所有組織受拉應力,若此時基體存在有缺陷的組織,會因承受不住巨大的拉應力而開裂,形成內膛側壁的拉裂[11]。
2.3 理化檢測
2.3.1 金相取樣
將1發裂紋較嚴重彈體進行解剖試驗,采用帶鋸機將彈體解剖后,發現在彈體發動機底部有宏觀微孔聚集型裂紋存在[12],見圖4。采用車床對彈體底部進行切削試驗,結果見圖5。將解剖后彈體底部進行鋸切取樣[13],經拋光后,裂紋見圖6,深度約為7 mm。

圖4 解剖后彈體底部裂紋Fig.4 Projectile bottom crack after dissection
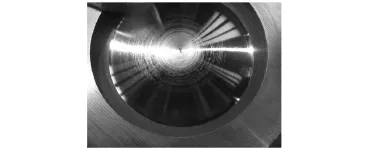
圖5 切削后彈體底部裂紋Fig.5 Projectile bottom crack after cutting
2.3.2 金相分析
在光學顯微鏡下,對彈底有裂紋的部位和異常部位進行觀察并照相[14],圖7a,b為200倍光學顯微鏡下照片,圖7c為500倍光學顯微鏡下照片,圖7d為1000倍光學顯微鏡下的照片[15]。通過顯微照片觀察,發現彈底裂紋處有夾雜、偏析、縮孔、沿晶低熔點物質等原材料缺陷存在。
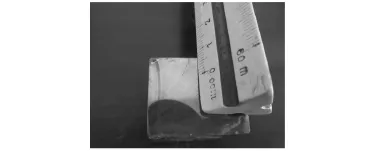
圖6 拋光后試樣裂紋Fig.6 Crack in specimen after polishing
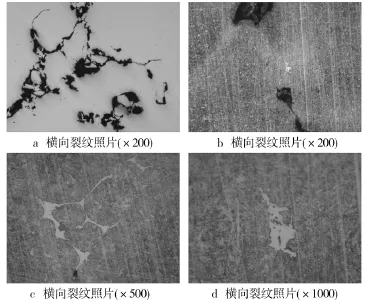
圖7 橫向裂紋照片Fig.7 Photos of transverse cracks
3 結論
通過對某彈彈體毛坯成形原理分析和裂紋疵病料理化檢測分析,準確找到了裂紋疵病產生的原因。用于生產該彈體的9260鋼存在縮孔殘余類缺陷和沿晶低熔點物質,是造成彈體底部裂紋和側壁拉裂疵病的根本原因[1—16]。
[1]朱小兢.冷擠壓技術在精沖模具設計中的應用[J].模具制造,2013,13(6):15—17.
ZHU Xiao-jing.The Application of Cold Extruding Technic in the Fine-Blanking Die Design[J].Die & Mould Manufacture,2013,13(6):15—17.
[2]張福樂.圓形凸臺件的冷擠壓工藝及模具設計[J].精密成形工程,2009,1(2):65—67.
ZHANG Fu-le.Cold Extrusion Process and Die Design of Cups with Bosses[J].Journal of Netshape Forming Engineering,20019,1(2):65—67.
[3]李亮,王平,陳愛華.汽車起動機減速軸冷擠壓數值模擬分析[J].機械設計與制造,2010,(12):210—212.
LI Liang,WANG Ping,CHEN Ai-hua.Numerical Simulation Analysis of Cold Extrusion for Speed-reducer Shaft of Auto's Starter[J].Machinery Design & Manufacture,2010,(12):210—212.
[4]WADESH Kumar Singh,AMRIT Dixit,RAVI Kumar D.Optimization of the Design Parameters of Modified Die in Hydro-Mechanical Deep Drawing Using LS-DYNA[J].International Journal of Advanced Manufacturing Technology,2008:32—37.
[5]方泉水,辛選榮,劉汀,等.直齒圓柱齒輪浮動凹模冷閉式鐓擠成形數值模擬分析[J].鍛壓技術,2007,32(2):1—2.
FANG Quan-shui,XIN Xuan-rong,LIU Ting,Et al.FEM Numerical Simulation Analysis for the Cold Closed Upsetting-Extrusion Fluctuating Forging of the Spur Gear[J].Forging & Stamping Technology,2007,32(2):1—2.
[6]楊繼章,孫建軍,王薇.高輪轂齒輪毛坯的模鍛成形工藝及模具設計[J].精密成形工程,2012,4(3):67—70.
YANG Ji-zhang,SUN Jian-jun,WANG Wei.Die Forging Technology and Mold Design of High Hub Gear Blank[J].Journal of Netshape Forming Engineering,2012,(3):67—70.
[7]CHITKARA N R.Near Net Shape Gorging of Spur Gear Forms:an Analysis and Some Experiments[J].International Journal of Mechanical Sciences,1996,(8):891—91.
[8]WALTERS J,WU W T,ARVIND A.Recent Development of Process Simulation for Industrial Application[J].Materials Processing Technology,2000:205—211.
[9]李偉,劉慶鎖,陸翠敏等.自行車多飛飛輪輪芯冷擠壓模具失效分析[J].熱加工工藝,2011,40(6):190—192.
LI Wei,LIU Qing-suo,LU CuiminEtc.Failure Analysis of Cold Extruding Die for Molding of Bicycle Multi-flywheel[J].Hot Working Technology,2011,40(6):190—192.
[10]曹國洲,王謙,張建波.Cr12鋼模具加工失效分析[J].熱加工工藝,2009,38(10):181—182.
CAO Guo-zhou,WANG Qian,ZHANG Jian-bo.Failure A-nalysis of Mould Processing of Cr12 Steel[J].Hot Working Technology,2009,38(10):181—182.
[11]孫永剛.基于有限元方法的大型曲軸鐓鍛模具損傷分析[J].熱加工工藝,2012(7):72—74.
SUN Yong-gang,Damnification Analysis of Upset Forging Heavy Crankshafts Based on FEA[J].Hot Working Technology,2012(7):72—74.
[12]趙春雨,孟憲舉,李軍.齒輪坯模鍛成形過程的數值模擬及優化[J].精密成形工程,2010,2(6):24—28.
ZHAO Chun-yu,MENG Xian-ju,LI Jun.Gear Blank Forging Forming Process Simulation and Optimization[J].Journal of Netshape Forming Engineering,2010,2(6):24—28.
[13]CHOI J,CHO H Y,JO C Y.An Upper-bound Analysis for the Forging of Spur Gears[J].Journal of Materials Procession Technology,2000(8):67—73.
[14]HECHT-NIELSEN R.Theory of the Back Propagation of Neural Network[A].Sheraton Washington Hotel,1989:593—605.
[15]于文生,聶蘭啟,汪發春.帶凸緣薄壁喇叭形零件的整形[J].精密成形工程,2010,2(3):76—77.
YU Wen-sheng,NIE Lan-qi,WANG Fa-chun.Sizing of the Thin-walled Horn Part with Flange[J].Journal of Netshape Forming Engineering,2010,2(3):76—77.
[16]張志明,黃少東,劉川林,等.彈體成形工藝數字化設計系統的開發與實踐[J].精密成形工程,2010,2(6):55—59.
ZHANG Zhi-ming,HUANG Shao-dong,LIU Chuan-lin,et al.Development and Practice of Digital Design of Shell Body Forming[J].Journal of Netshape Forming Engineering,2010,2(6):55—59.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
