套類零件內外徑組合量具的設計
2016-01-01 16:27:40呂宇升董凱林
四川冶金 2015年4期
蔡 斌,呂宇升,董凱林
(自貢硬質合金有限責任公司,四川自貢643011)
套類零件內外徑組合量具的設計
蔡 斌,呂宇升,董凱林
(自貢硬質合金有限責任公司,四川自貢643011)
結合對精密軸套零件內外徑組合測量檢具的使用的成功實例,介紹了為快速、精準檢測套類零件的內徑、外徑、圓度及錐度的方法。我們設計研發了一次操作可完成上述尺寸及形位公差的檢測裝置。與傳統的內徑表、千分尺檢測方式相比,該檢測裝置具有檢測精度、檢測效率高和可操作性強的特點,并且檢測數據一致性好,避免了人為因素的錯判。實踐證明,該檢測量具適用于檢測量大、尺寸公差小的產品檢測,是可提高檢測效率,降低人工成本的內外徑檢測專用裝置。
套類零件;一次裝夾操作;內外徑檢測;圓度錐度;檢測效率
1 引言
我公司承接了大批的潛油泵和密封泵中硬質合金軸套類耐磨零件(圖1、2)的開發任務及生產訂單。該類產品均是旋轉體零件,有內孔,部分產品外圓上帶有臺階。該產品是用于潛油電泵機組中離心泵、分離器、電泵傳遞動力的精密裝配零件,通常情況下是配對使用。用戶表示如果研發生產合格,每年約有150萬件的生產訂單,并且每年以10萬件的速度遞增,市場需求極大。
從圖1、圖2分析,這類產品的外圓、內徑、高度的常規檢測方法是:外圓用外徑千分尺、游標卡尺進行檢測。當外圓公差在0.10mm以上時用游標卡尺與外徑千分尺配合檢測;外圓公差在0.025mm~0.10mm之間用外徑千分尺;當外圓公差在0.025mm以下時用微米外徑千分尺;根據制品尺寸在高度方向從上到下和徑向(圓周)進行檢測。內孔用內徑量表、內徑千分尺、游標卡尺、內孔通規進行檢測,首先用內孔通規檢測制品內孔能否全數通過,再用量具在高度方向從上到下和徑向進行檢測。高度尺寸用游標卡尺、外徑千分尺、深度卡尺、平臺、百分表進行檢測。按照檢測質量控制技術要求,內、外圓檢測截面不低于兩個,每個截面段測量點不少于3個點,高度檢測點不低于3個,一件成品的內孔和外圓檢測共需要16s~20s,這樣的檢測效率已不能滿足我分廠發展需求。
常規的檢測量具存在檢測精度不高,示值精度低,讀取數據不直觀,檢測員存在因示值不清而存在誤判的現象,以及同件產品在不同檢測員的檢測存在一定差異,容易對產品的符合性產生錯判。
為提高產品的綜合競爭力,降低檢測成本,需要對我分廠現有的檢測裝備進行技術革新。基于此,研究一種內外圓組合檢測裝置,能提高檢測效率、有效控制檢測成本(主要是節約人工成本),同時在檢測精度上優于現有的檢測儀器。將內孔、外圓在一次操作中完成測量尺寸、圓度、錐度,檢測時間不超過10s,檢測效率比常規檢測提高50%以上。
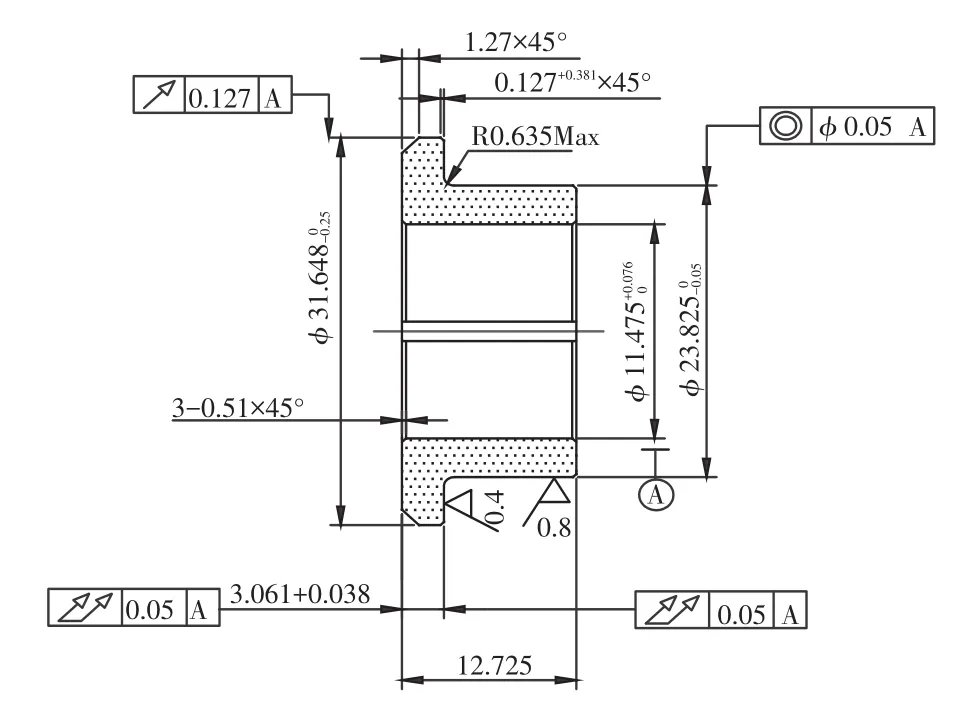
圖1 帶臺類套類零件
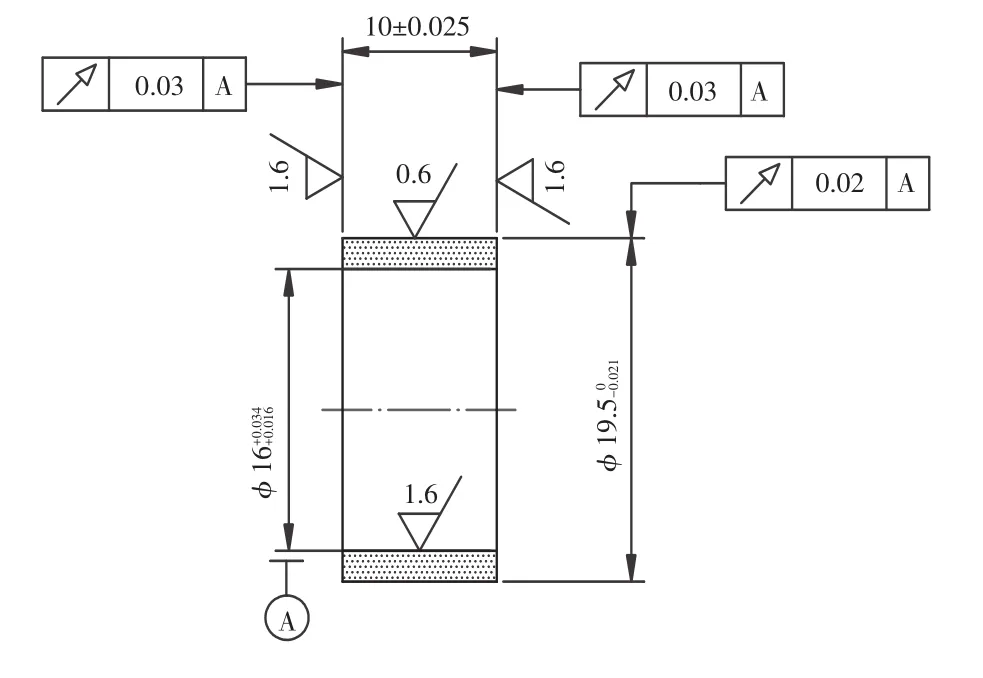
圖2 直筒類套類零件
2 組合檢具技術方案設計
為解決這種生產快速發展與檢測成本增加的矛盾,我們在電感式單項檢測基礎之上,設計開發出內孔和外圓同時檢測的工裝。只需要一次操作就可以對內外徑尺寸、圓度、錐度進行檢測判定,可有效提高檢測效率,降低人工成本。常規的檢測內孔外圓兩項尺寸需要18s~20s,組合式檢測儀則需10s內完成,檢測效率提高50%,并且比常規的檢測精度高。
我們仔細分析了電感檢測的工作原理,依據產品檢測要求,為獲得快速精準的檢測效果,我們從產品快速上下工件和內孔外圓同時檢測并顯示為出發點,設計了一種內圓外圓同時檢測的電感檢測工裝(如圖3所示)。它由工作臺、定位套、滑動套、內導向柱、內外測子、壓簧、定位銷等部分組成。
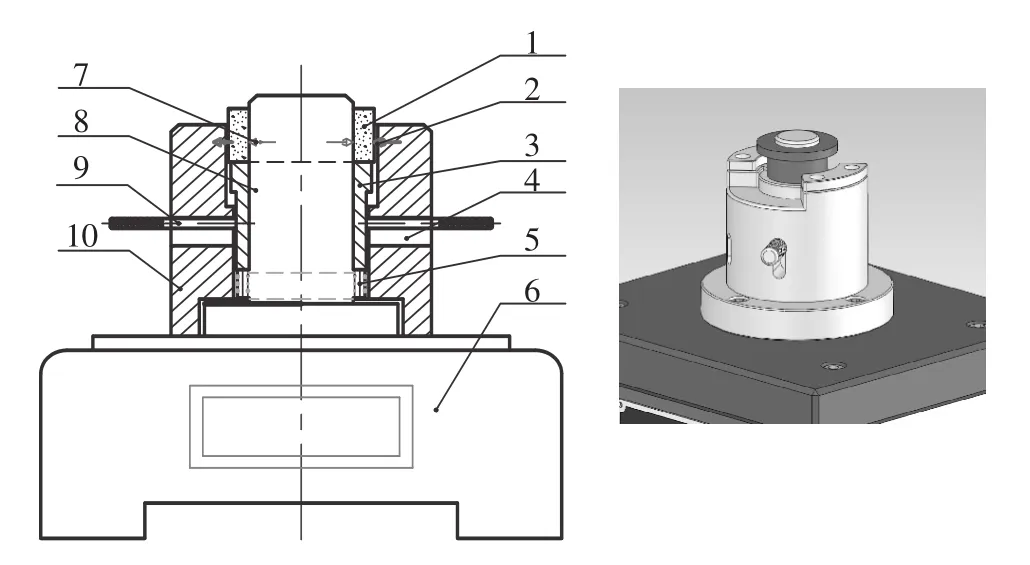
圖3 組合式電感檢測儀示意圖
由圖3可以看出,內導向柱、滑動套和定位套由內向外排布,相互之間為間隙配合,內導向柱和定位套固定在工作臺上,滑動套在兩者之間可上下滑動。滑動套下端與彈簧連接,上端面與被測工件接觸。為控制滑動套上下移動的位置,在定位套上開有環型的定位槽。帶有操作手柄的定位銷穿過環型槽與滑動套連接,這樣可以控制滑動套上下滑動的距離。滑動的距離(即環形槽長度)則是根據被測工件需要檢測的高度設計的。滑動套在彈簧的作用下既可以方便地上下被測件,也可以上下移動檢測工件的任一截面尺寸。
內、外徑組合式檢測儀可同時對產品內外徑尺寸、圓度、錐度進行檢測。裝置采用4支高精度電感傳感器,分別設計在內導向柱和定位套內。內外各有兩個傳感器,外圓測子形狀設計為圓柱形或片狀形,長3mm~4mm,內孔測子設計為球狀或圓錐狀,這樣設計是保證內孔外圓測量的精準度。測子材質均采用人造金剛石,這樣測子使用壽命高于硬質合金測子。
被測產品放在滑套上端面,可以通過滑套和壓簧上下浮動一定的高度,這樣可檢測多個截面的內外直徑。內外測頭平面布局是根據不同產品而設計的。一般直筒圓柱產品測子設計為同一水平面上,圓環外圓帶臺產品設計不在同一平面上。在滑套的下端是彈簧,根據被測產品重量選擇合適彈力的彈簧。在無外力施壓情況下,可快速回復到檢測的初始狀態,便于上下工件。顯示部分采用兩臺電子顯示柱,內孔和外圓分別顯示測量結果,互不干涉。
3 組合檢具的使用
組合式電感檢測儀操作方法。首先,使用上下限標準件對檢測裝置進行校準。校準清零完成后,手動將被測工件通過內導向芯軸放在檢測工裝的滑套上端貼平。此時,內外圓測頭已接觸在被測件的內外徑上,電子顯示柱顯示內外徑的尺寸。在這個截面上旋轉180°,可以根據尺寸的變化數值獲得此截面上的圓度。用手將產品壓在不同的截面上旋轉180°,可得到不同截面的尺寸和圓度。不旋轉,上下滑動產品,根據尺寸變化數值可獲得該圓柱母線上的錐度。
為快速檢測產品是否合格,在電子顯示柱上設計有三不同的光標帶(如圖4)。綠色為合格產品;橙色為尺寸很接近上下極限的合格品(橙色為提醒);紅色則為超出了產品上下極限尺寸,為不合格品。檢測人員根據顯示柱的顏色變化即可判定產品是否合格。極大提高檢測效率,降低了檢測人員的工作強度。
4 結語
通過我們實踐試制證明,內外徑組合式檢具裝置具有以下特點:

圖4 組合式電感檢測儀外觀
(1)采用組合電感式量儀的檢測,與常規檢測的效率相比,組合式量儀完成一件產品檢測在10s內,檢測效率提高50%以上。
(2)采用電感式量儀的檢測比較常規檢測精度更高,檢測更準。
(3)內外圓組合式電感量儀操作簡便,儀器校準后將被測件放入檢測滑套上即可檢測,對操作技能要求不高。
(4)通過組合式檢測儀檢測數據一致性好,解決了由于人為因素使得檢測數據不一致,容易產生錯判的問題。
(5)測子選用人造金剛石材質,使用壽命是常規硬質合金測子的2~3倍。
本組合測量檢具結構簡單,成本低廉,具有測量精度高、測量方便快捷等優點,最大的優勢在于一次裝夾操作可完成內徑、外徑、圓度、錐度的檢測。它適用于數量多,尺寸控制嚴的套類零件產品的質量控制,特別是硬質合金材質的套類零件產品。
[1] 郭曉春.大型盤類零件外圓窄槽檢具的設計[J].金屬加工,2014(1):77-78.
[2] 趙偉力.一種內外圓檢測裝置:中國, CN201220589116[P].2013-06-05.
[3] 于江磊,王勝利.定子內外徑檢測裝置:中國. CN201420409635[P].2014.11.19.
Design of Sleeve Parts of Inner and Outer Diameter of the Combined Measuring Tool
CAI Bin,LV Yu-sheng,DONG Kai-lin
(Zigong cemented carbide Co.,Ltd.,Zigong 643011,Sichuan,China)
This paper combined with the successful examples of precision shaft sleeve parts of inner and outer diameter measuring gauge used in combination,introduced for fast,accurate detection of sleeve parts diameter,outer diameter,roundness and taper.We developed a detection device operation can be completed the dimensions and the tolerances of form and position.Compared with the traditional table diameter micrometer,detection mode,the detection device has the advantages of high detection efficiency and detection accuracy,easy.And the test data consistency,avoid the error of human factors.Practice has proved:the measuring tool is suitable for the detection of a large quantity,small size detection product tolerance.It can improve the detection efficiency,reduce artificial cost inside and outside diameter special detection device.
sleeve parts;one clamping operation;inner and outer diameter detection;circle degree taper;detection efficiency
TH133 TG806
:A
1001-5108(2015)04-0079-04
蔡斌,工程師,主要從事模具設計與硬質合金精加工的技術與研發工作。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
