攀鋼1#板坯熱噴印機(jī)自動(dòng)控制系統(tǒng)
2016-01-01 15:52:02陳祥
四川冶金 2015年3期
陳 祥
(攀枝花鋼釩有限公司提釩煉鋼廠,四川攀枝花617062)
攀鋼1#板坯熱噴印機(jī)自動(dòng)控制系統(tǒng)
陳 祥
(攀枝花鋼釩有限公司提釩煉鋼廠,四川攀枝花617062)
攀鋼釩煉鋼廠1#板坯熱噴印機(jī)自動(dòng)控制系統(tǒng)采用西門子S7-300 PLC作為控制站,綜合運(yùn)用了以太網(wǎng)技術(shù)和PROFIBUS-DP現(xiàn)場(chǎng)總線技術(shù),通過(guò)FM357-2多軸定位模板控制X軸、Y軸書寫機(jī)構(gòu)驅(qū)動(dòng)電弧噴槍移動(dòng),實(shí)現(xiàn)了鋼坯標(biāo)識(shí)字符的自動(dòng)、快速噴印,降低了操作工的勞動(dòng)強(qiáng)度,有效保障操作工的人身安全并提高了產(chǎn)品質(zhì)量管理水平。
S7-300 PLC;ETHERNET;PROFIBUS-DP;FM357-2
1 引言
煉鋼廠1#板坯連鑄機(jī)為兩流板坯連鑄機(jī),1993年投產(chǎn)時(shí)引進(jìn)的熱噴印機(jī)基于當(dāng)初的技術(shù)水平僅采用手工錄入標(biāo)識(shí)字符進(jìn)行手動(dòng)噴印。由于投用年限已久,現(xiàn)在已無(wú)法補(bǔ)充相應(yīng)新制備品備件,只能修復(fù)舊件維持使用。所以1#板坯熱噴印機(jī)故障率較高,噴印字符效果較差,不利于產(chǎn)品質(zhì)量的可追溯性,而且長(zhǎng)時(shí)間處理故障時(shí)只能進(jìn)行人工描號(hào),操作工勞動(dòng)強(qiáng)度大,因此2013年對(duì)1#板坯熱噴印機(jī)進(jìn)行了整體改造。熱噴印機(jī)改造時(shí)采用西門子S7-300 PLC作為控制站,通過(guò)FM357-2多軸定位模板控制X軸、Y軸書寫機(jī)構(gòu)驅(qū)動(dòng)電弧噴槍移動(dòng),實(shí)現(xiàn)了鋼坯標(biāo)識(shí)字符的全自動(dòng)噴印。
2 熱噴印機(jī)原理
熱噴印機(jī)采用電弧噴號(hào)原理。電弧噴號(hào)是將兩根成一定角度的金屬絲由送絲裝置均勻連續(xù)地送進(jìn)到導(dǎo)電嘴中,導(dǎo)電嘴通上低電壓、大電流的直流電源;在金屬絲端部接觸短路的瞬間引燃電弧,金屬絲的末端保持合適的距離,可獲得穩(wěn)定的電弧區(qū)域;電弧熱促使連續(xù)送進(jìn)的金屬絲不斷地熔化;噴嘴中噴射出的高速壓縮空氣流使熔化的金屬熔滴脫離金屬絲并霧化成細(xì)小的微粒,同時(shí)在壓縮空氣的噴射下,將霧化后的金屬微粒噴射出去,通過(guò)PLC控制噴槍的移動(dòng)可得到相應(yīng)的軌跡,霧化金屬微粒在鋼坯的表面形成相應(yīng)的標(biāo)識(shí)字符[1]。
熱噴印機(jī)噴印工作流程為:熱噴印機(jī)機(jī)身停在本位,接收到鋼坯在噴印位檢測(cè)信號(hào)后,熱噴印機(jī)PLC啟動(dòng)機(jī)身橫移裝置,機(jī)身運(yùn)動(dòng)到相應(yīng)的流道上方,然后啟動(dòng)機(jī)身縱移裝置,帶動(dòng)機(jī)身前移。當(dāng)鋼坯檢測(cè)裝置檢測(cè)到鋼坯后,停止前移,啟動(dòng)除鱗系統(tǒng)控制除鱗器前進(jìn),到達(dá)預(yù)定位置時(shí),除鱗器停止前進(jìn),除鱗器旋轉(zhuǎn),對(duì)鋼坯端面進(jìn)行除鱗。除鱗完成后,除鱗器停止旋轉(zhuǎn)并后退,接著X軸、Y軸寫字裝置伺服控制系統(tǒng)根據(jù)PLC收到的標(biāo)識(shí)字符控制噴頭寫出字符,機(jī)身橫移噴下一個(gè)字位,循環(huán)進(jìn)行直至噴完最后一個(gè)字位。縱移裝置驅(qū)動(dòng)機(jī)身后退,同時(shí)橫移裝置回位,帶動(dòng)機(jī)身回到本位,準(zhǔn)備噴下一塊鋼坯[2],如圖1所示。
3 控制系統(tǒng)組成
為了保證可靠噴印字符,要求熱噴印機(jī)自動(dòng)控制系統(tǒng)必須提供非常精確的位置和速度控制功能,因此熱噴印機(jī)自動(dòng)控制系統(tǒng)采用西門子S7-300 PLC作為控制站,主要控制設(shè)備包括:上位工控機(jī)、CPU315-2DP、SM321數(shù)字量輸入模件、SM322數(shù)字量輸出模件、FM357-2多軸定位模件和ET200遠(yuǎn)程I/O單元等[3]。其中機(jī)身縱移變頻器由PROFIBUS-DP控制,機(jī)身橫移、X軸、Y軸書寫機(jī)構(gòu)驅(qū)動(dòng)器利用FM357-2多軸定位模件的模擬量通道控制[4]。熱噴印機(jī)自動(dòng)控制系統(tǒng)拓?fù)浣Y(jié)構(gòu)圖如圖2所示。
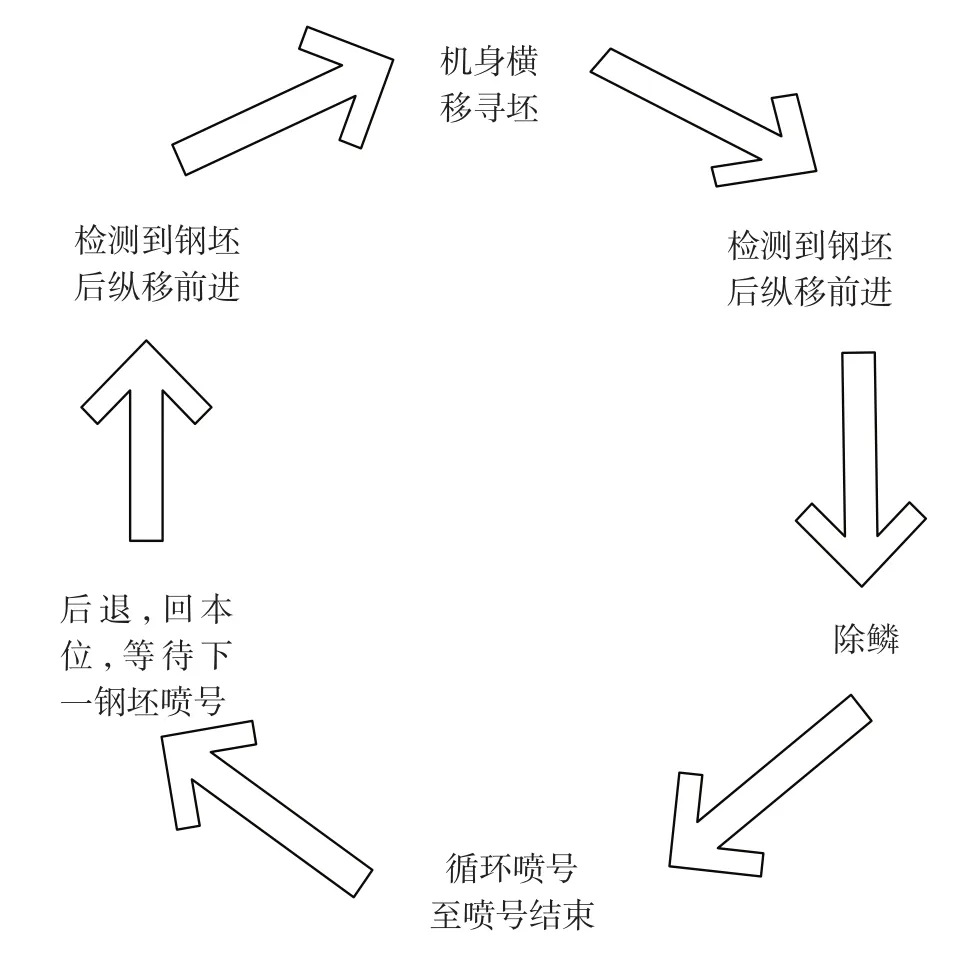
圖1 噴印工作流程示意圖
4 軟件控制功能
熱噴印機(jī)在操作模式、標(biāo)識(shí)字符書寫、與L1級(jí)通訊以及聯(lián)鎖、故障措施等方面進(jìn)行了重大改進(jìn)。
4.1 操作模式
熱噴印機(jī)增加了自動(dòng)模式,具有自動(dòng)、半自動(dòng)和手動(dòng)三種操作模式。
4.1.1 自動(dòng)模式
熱噴印機(jī)所有標(biāo)識(shí)字符及聯(lián)鎖信息從連鑄機(jī)L1級(jí)以太網(wǎng)接收,機(jī)器自動(dòng)進(jìn)行標(biāo)識(shí)字符作業(yè),操作工無(wú)須干擾,通訊方式為以太網(wǎng)通訊。
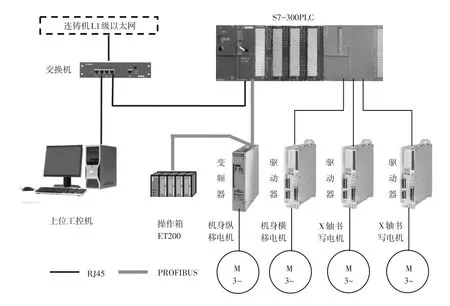
圖2 控制系統(tǒng)拓?fù)浣Y(jié)構(gòu)圖
4.1.2 半自動(dòng)模式
當(dāng)以太網(wǎng)通訊有故障時(shí),操作工可選擇半自動(dòng)模式,在上位工控機(jī)輸入所需噴印的標(biāo)識(shí)字符,其余動(dòng)作機(jī)器自動(dòng)完成。
4.1.3 手動(dòng)模式
僅用于維修和調(diào)試,可以檢測(cè)調(diào)整機(jī)器單項(xiàng)動(dòng)作,所有重要功能均可通過(guò)機(jī)旁操作箱按鍵或按鈕實(shí)現(xiàn),并調(diào)整各種參數(shù)。
4.2 標(biāo)識(shí)字符書寫控制
采用FM357-2多軸定位模板有效控制X軸、Y軸書寫電機(jī)協(xié)同運(yùn)動(dòng)形成相應(yīng)標(biāo)識(shí)字符。
4.2.1 FM357-2模板描述
FM357-2多軸定位模板是西門子公司開(kāi)發(fā)的用于連續(xù)路徑控制和定位的功能模板,主要用于伺服或步進(jìn)驅(qū)動(dòng)控制。FM357 -2具有四個(gè)通道,因此最多能同時(shí)控制4個(gè)連續(xù)運(yùn)動(dòng)系統(tǒng)。模板上主要接口含義如下:
X1外圍接口:集成了18個(gè)DI和8個(gè) DO,需配置40針前連接器。
X2驅(qū)動(dòng)接口:Sub-D50針公接口,用于連接4個(gè)軸所對(duì)應(yīng)的驅(qū)動(dòng)器接口,控制伺服的±10V電壓輸出或控制步進(jìn)的脈沖輸出。
X3-X6測(cè)量接口:Sub-D15針母接口,用于連接4個(gè)軸所對(duì)應(yīng)的編碼器反饋。支持TTL增量型編碼器和SSI絕對(duì)值編碼器。
4.2.2 FM357-2硬件組態(tài)
使用FM357-2模件時(shí)首先要在PLC模件硬件組態(tài)時(shí)確定FM357-2的MPI地址、模塊輸入/輸出地址,其中模塊的設(shè)定地址就決定了在程序中對(duì)應(yīng)的數(shù)值,如FC1中的“FMLADDR”引腳。
在使用FM357-2模件之前,還需要通過(guò)“parameterization tool”軟件對(duì)模件進(jìn)行各參數(shù)的設(shè)置,包括各個(gè)軸的定義、編碼器反饋類型、速度設(shè)定、尋參方式等。
4.2.3 FM357-2模件參數(shù)配置
在PLC模件硬件組態(tài)畫面雙擊FM357 -2模件,打開(kāi)模件屬性對(duì)話框,選擇parameterize標(biāo)簽,點(diǎn)擊parameterize按鈕。如果PG與PLC通信連接已經(jīng)建立,點(diǎn)擊parameterize按鈕后直接進(jìn)入FM357-2在線窗口;進(jìn)入機(jī)器數(shù)據(jù)編輯畫面,選中Machine Data,點(diǎn)擊MD Block,即可配置相關(guān)移動(dòng)定位參數(shù)。
4.3 以太網(wǎng)通訊
CPU315-2DP模板自帶RJ45以太網(wǎng)通訊接口,熱噴印機(jī)可以方便地與連鑄機(jī)L1級(jí)進(jìn)行以太網(wǎng)通訊,實(shí)現(xiàn)標(biāo)識(shí)字符和聯(lián)鎖信息交換。
4.3.1 以太網(wǎng)網(wǎng)絡(luò)組態(tài)
使用SIMATIC STEP7 V5.5編程軟件建立新項(xiàng)目,例如取名為C:熱噴印機(jī)_ PLC,在該項(xiàng)目下建立站名為SIMATIC 300Station,選擇網(wǎng)絡(luò)Subnet為ETHERNET。在對(duì)SIMATIC 300 Station進(jìn)行硬件組態(tài)后,使用SIMATIC STEP7 V5.1編程軟件的“Netpro”實(shí)現(xiàn)ETHERNET網(wǎng)組態(tài)。西門子提供S7 connection、TCP connection、UDP connection等10種ETHERNET網(wǎng)絡(luò)連接,在此采用S7 connection。在SIMATIC STEP7 V5.1編程軟件中支持S7 connection的系統(tǒng)功能塊為SFB14(GET、讀數(shù)據(jù))和SFB15(PUT、寫數(shù)據(jù))。使用SFB14和SFB15編制通訊程序時(shí)需要分配和定義相關(guān)參數(shù),具體配置如圖3所示。
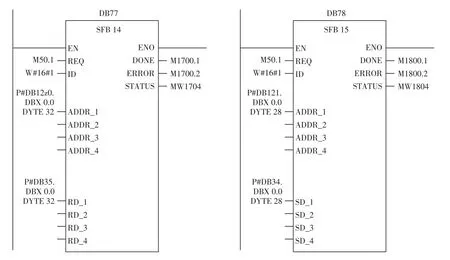
圖3 通訊程序參數(shù)配置圖
需要特別注意的是,SFB14中的ADDR_ 1和RD_1以及SFB15中的ADDR_1和SD_ 1分別配對(duì)使用,而且均為指針型變量,其定義的數(shù)據(jù)類型和長(zhǎng)度必須匹配,否則將出現(xiàn)通訊錯(cuò)誤。
4.3.2 聯(lián)鎖信息
在自動(dòng)模式下,為了實(shí)現(xiàn)噴印機(jī)的可靠工作,熱噴印機(jī)PLC不但需要通過(guò)以太網(wǎng)從連鑄機(jī)L1級(jí)出坯PLC獲取標(biāo)識(shí)字符,而且還要獲取輥道運(yùn)行及鋼坯位置等信號(hào),以實(shí)現(xiàn)噴印機(jī)和輥道的聯(lián)鎖,防止噴印機(jī)被運(yùn)動(dòng)的鋼坯撞壞。通過(guò)以太網(wǎng)交換的主要聯(lián)鎖信息定義如表1所示。
4.4 故障措施
熱噴印機(jī)設(shè)置有全面的故障報(bào)警及措施,包括上位工控機(jī)顯示、聲音和閃光報(bào)警(如金屬絲卷空了、設(shè)定周期時(shí)間超過(guò)及其它故障信號(hào))。在噴印周期時(shí)間超過(guò)而機(jī)器工作尚未完成噴印的情況下,機(jī)器必須回本位并報(bào)警。此外熱噴印機(jī)還設(shè)計(jì)有兩種緊急狀況,一是緊急停車,按此鍵機(jī)器立即停止工作,原地不動(dòng);另一種是緊急回本位,按此鍵機(jī)器立即返回本位。
5 結(jié)束語(yǔ)
1#板坯熱噴印機(jī)改造時(shí)采用了以太網(wǎng)和PROFIBUS-DP現(xiàn)場(chǎng)總線技術(shù),減少了現(xiàn)場(chǎng)電纜的敷設(shè)量,使信息分層次傳輸,同時(shí)運(yùn)用西門子S7-300PLC及FM357-2多軸定位模板保證了熱噴印機(jī)各單元的協(xié)同動(dòng)作,完善了熱噴印機(jī)與相關(guān)輥道的聯(lián)鎖,實(shí)現(xiàn)了鋼坯標(biāo)識(shí)字符自動(dòng)、快速噴印,降低了操作工的勞動(dòng)強(qiáng)度,有效保障操作工的人身安全并提高了產(chǎn)品質(zhì)量管理水平。事實(shí)證明1#板坯熱噴印機(jī)改造是成功的。
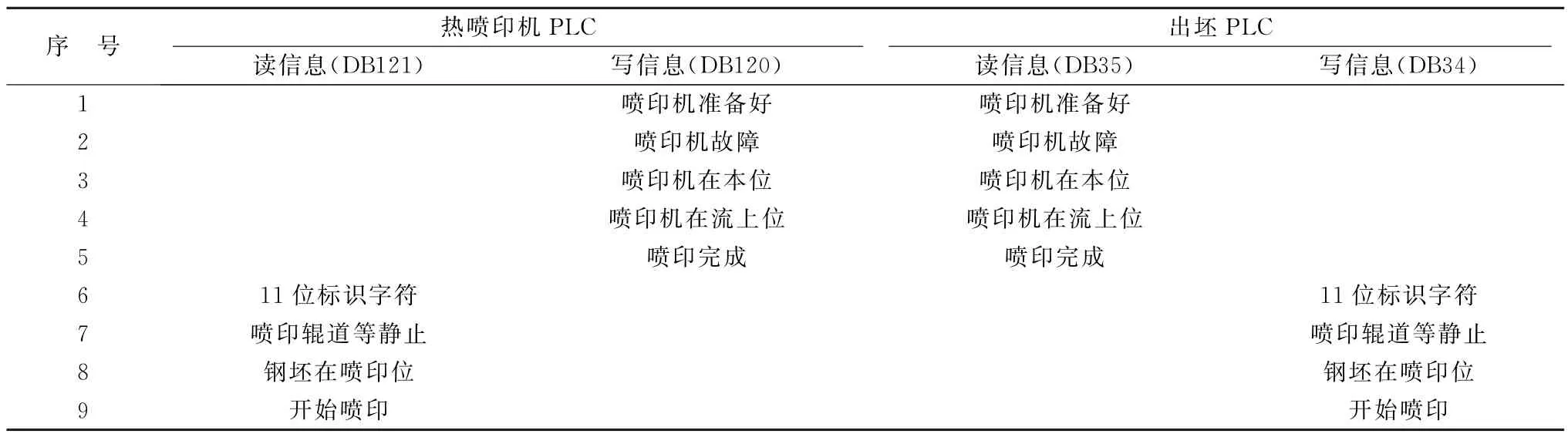
表1 主要聯(lián)鎖信息表
[1] 易春龍.電弧噴涂技術(shù)[M].化學(xué)工業(yè)出版社,2006.
[2] 傅旻,張恒,潘存海.新型鋼坯電弧噴號(hào)機(jī)的研制[J].天津科技大學(xué)學(xué)報(bào),2012,27(1):58 -59.
[3] 彭鐵軍.FM357-2模塊在電噴涂設(shè)備中的應(yīng)用[J].機(jī)電信息,2012(24):152-153.
[4] 夏永剛.LENZE伺服控制器原理及在噴號(hào)機(jī)中的應(yīng)用[J].機(jī)械管理開(kāi)發(fā),2011(4):123 -124.
Automatic Control System of Wire Hot Spray Machine for№.1 Slab Caster in Pangang
CHEN Xiang
(Vanadium Extraction Steelmaking Plant,Panzhihua Steel &Vanadium Co.Ltd,Panzhihua,617062 Sichuan,China)
Siemens S7-300 PLCis used as control station in automatic control system of hot spray machine for№1 Slab Caster of PANGANG.ETHERNET and PROFIBUS-DP fieldbus technique is synthesized applying.The FM357-2 multi-axis positioning module is used to control X axis and Y axis written mechanism driving electric arc spray gun.Spraying the identification characters of slab automatically and quickly is implemented.The labor intensity of workers is reduced.The personal safety of workers is protected effectively,and the product quality management level is improved.
S7-300 PLC;ETHERNET;PROFIBUS-DP;FM357-2
TF341
:A
1001-5108(2015)03-0031-05
陳祥,高級(jí)工程師,主要從事電氣自動(dòng)化技術(shù)應(yīng)用工作。
