G.D包裝機小盒透明紙入口擠煙檢測裝置的設計與應用
2016-01-19 09:49:01李曉晨
科技與創新 2016年1期
李曉晨
摘 要:小盒透明紙包裝機(YB55)的主要功能是利用小盒透明紙和撕帶包裝煙盒。在煙盒從小盒包裝成型機至小盒透明紙包裝機的傳送過程中,存在煙包輸送不到位、煙包在小盒透明紙包裝機入口處發生擠壓變形等情況。一旦此類煙包進入成型包裝輪,則易導致機械損傷和埋下質量隱患。因此,在小盒透明紙包裝機入口部位將固定導軌改為了活動型,并加裝了位置檢測裝置,可及時檢出變形煙包。應用效果表明,采用該裝置有效避免了變形煙包進入成型包裝輪,進而造成機械損傷的現象,大大提高了設備的運行效率,減少了維修費用,提升了產品質量。
關鍵詞:包裝設備;煙盒;機械損傷;摩擦力
中圖分類號:TS4 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2016.01.074
YB55是ZB25/ZB45型煙機包裝設備上的重要組成部分,負責接收從主機輸送來的小包,并實現小包透明紙和撕帶的全包裝。包裝主機與小包透明機間使用的小包傳輸方式為平皮帶傳動,即平皮帶依靠摩擦力將小包喂入小包透明機。在實際運行中,由于小包商標紙的紙質、硬度、表面光滑度等各項工藝值存在差異,加之負責半成品小包傳輸任務的平皮帶、帶輪等零部件易磨損、老化等,導致小包在平皮帶傳遞過程中常出現打滑、送不到工作位置的現象,進而造成小包在小包透明機入口處發生擠壓變形。此時,被擠壓變形的小包進入成型包裝輪后,會造成成型包裝輪的耙型推手、折疊板、擺臂在受阻后發生折斷、變形等機械損傷,進而導致設備運行不暢。這在影響有效作業率的同時,維修成本也會急劇增加。因此,對CH輸送入口處進行了改進——將入口處的固定導軌由以往的固定型改為活動型,并在蓋板上方加裝了位置檢測裝置,可及時取出變形煙包,從而避免成型輪受到機械損傷。
1 存在的問題
目前,國內使用的包裝設備以ZB25型和ZB45型為主,這些設備均由小盒包裝成型部分、小盒透明紙包裝成型部分、條盒包裝成型部分和條盒透明紙包裝成型部分組成。YB55型小盒透明紙包裝機即小盒透明紙包裝成型部分,主要具有煙包的輸送,透明紙的輸送、裁切、折疊和熱封功能。在整個運行流程中,小盒包裝成型部分會將包裝好的小盒煙包通過傳送帶傳送至小盒透明紙包裝成型部分。該傳送帶使用的傳送方式為平皮帶傳動,即利用摩擦力將小盒煙包喂入YB55,進而開展下一步工序。在此環節中,對于設備本身而言,負責傳送的平皮帶和帶輪等零部件均易磨損和老化,特別是隨著使用時間的延長,平皮帶上的紋理會逐漸模糊,導致摩擦力不斷下降,使小盒煙包在傳送過程中出現打滑現象,最終在YB55入口處擠煙。雖然在日常維修工作中相關人員采取了有針對性的解決措施,定期檢查并更換平皮帶,減少了上述現象的發生,但采取這些措施無法根除該問題。這是因為工作人員對平皮帶檢查的及時率和準確率達不到100%,且除了設備本身的原因外,還存在原材料的質量等影響因素。小包盒片的工藝參數包括紙質、硬度和表面光滑度等,其中,最重要的一項是表面光滑度,一旦其超出標準范圍,則會造成煙盒打滑,進而在YB55入口處擠煙。就現有的工作條件和技術水平而言,要想保證所有盒片均能以最理想的狀態投入生產難度過大。
2 改進方法
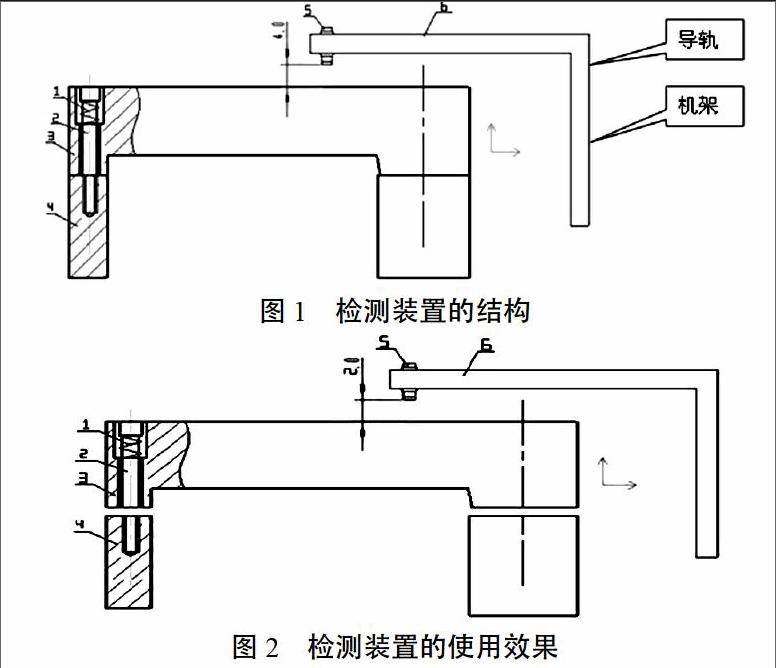
針對上述不足,對輔機入口處的蓋板進行了改造。具體而言,在小包透明機入口蓋板上加裝了一個位置檢測裝置,并將小包透明機入口處的導軌由以往的固定型改裝成了活動型,這樣輸送不到位的煙包隨著提升裝置向上運動時會撞上導軌。位置檢測裝置檢測到導軌振動后,設備會停止運轉,并向操作工發出信號,取走該小包。檢測裝置的結果和使用效果如圖1和圖2所示。
具體改裝過程分為以下3步:①在導軌“3”上加工出φ10 mm/φ6 mm的階梯孔,在機架“4”上加工M5×14 mm的螺紋孔;制作長度為M6×40 mm的專用內六角螺釘“2”和相應的壓力彈簧“1”,機架“4”與導軌“3”之間使用專用螺釘“2”連接。專用螺釘“1”尾部帶有螺紋,可與機架“4”固定連接;專用螺釘上部套有壓力彈簧“1”,可形成活動連接。②小包透明機入口蓋板“6”上加裝了1個位置檢測裝置,“5”末端連接到電控制柜,可向顯示器輸出信息。③正常狀態下,小包可順利地從活動導軌下通過,進入透明紙全包裝工序。此時,活動導軌“3”與位置檢測“5”的間距為4 mm;當小包在入口提升裝置處發生擠卡時,活動導軌受力向上,位置檢測裝置感應到活動導軌位置變化時,設備停止運轉,并在顯示器上輸出故障信息。
本改造并未對原設備的狀態有較大改動,具有簡單易行、成本低廉的特點。
3 改進效果
改進后,消除了小包透明機入口處發生擠煙后煙盒進入下一步工序的現象,有效避免了成型包裝輪部位的耙型推手、折疊板、擺臂受阻后發生折斷、變形等機械損傷的發生。為了檢驗實施效果,將改造前的損傷次數與改造后的損傷次數進行了對比。結果表明,改造后的部件折損率為0%,而改造前為平均13次/月。這有效提高了包裝設備的運行效率,大大降低了維修費用和相關人員的勞動強度。此外,從質量角度而言,可及時檢出變形煙包,從而避免透明紙包裝松散等質量問題的發生。
參考文獻
[1]李美川,張國安,茍向民,等.短距離平皮帶傳輸跑偏問題的分析[J].包裝與食品機械,2009(06).
[2]彭秀全.皮帶跑偏及預防[J].武鋼技術,1993(09).
[3]宋曉輝,金成山.位置檢測裝置的改進[J].計量技術,2007(02).
[4]孫志強.煙支卷接包裝聯合設備有效作業率的計算[J].煙草科技,1998(2).
[5]成大先.機械設計手冊[M].北京:化學工業出版社,2008.
〔編輯:張思楠〕
