球頭銑刀倒棱刃磨削砂輪軌跡建模
2016-01-19 18:16:10計偉劉獻禮李錄彬王廣越范
哈爾濱理工大學學報 2015年5期
計偉++劉獻禮++李錄彬++王廣越++范夢超
摘要:針對帶有倒棱切削刃的球頭銑刀的磨制中砂輪軌跡生成問題,首先采用解析幾何的方法通過坐標系變換,建立了銑刀頂刃切削刃和倒棱面模型,并通過確定倒棱面方程中長度和角度參數的關系進而得到倒棱面磨削軌跡;然后分析了砂輪與倒棱面的接觸關系,選用了平行砂輪,在此基礎上建立了磨削球頭銑刀倒棱面的砂輪中心軌跡和砂輪軸矢量數學模型;最后通過Matlab軟件對磨削倒棱面的磨削軌跡、砂輪中心軌跡和軸矢量進行仿真,并采用Saacke磨床磨制了刀具樣件,結果表明所建立的數學模型的正確性.
關鍵詞:倒棱切削刃;球頭銑刀;磨削軌跡;砂輪中心;砂輪軸矢量
DOI:10.15938/j.jhust.2015.05.007
中圖分類號:TG501
文獻標志碼:A
文章編號:1007-2683(2015)05-0034-05
0 前言
球頭銑刀作為曲面加工刀具被廣泛地應用于模具制造、汽車制造及航空航天等領域.汽車覆蓋件模具常采用淬硬鋼材料,硬度可達到HRC58-63,切削阻力大刀具磨損和破損嚴重.為了提高模具的性能,部分模具采用鑲塊式淬硬鋼模件拼接后整體銑削加工而成,由于模具淬火表面和鑲塊硬度差一般超過HRC5-15,且型面加工特征多變,加工過程中引發載荷突變,因此加劇刀具的磨損破損.在加工淬硬鋼硬度拼接模具時,普通球頭銑刀易出現刀具崩刃和破損,影響模具加工效率.有學者提出采用帶有倒棱的球頭銑刀可以有效地提高球頭銑刀的切削刃強度,目前,使用一般數控工具磨床的加T軟件無法磨制帶倒棱刃球頭銑刀.因此,研究帶倒棱刃球頭銑刀的數學模型及磨削軌跡對實現其刀具的磨制非常重要,
球頭銑刀磨制砂輪的軌跡和姿態的建模主要有兩種方法:逆向設計和正向設計.采用逆向計算,兩軸聯動不能對刀具端刃的磨削過程進行很好的控制,從而不能充分滿足刀具的強度要求和刀具排屑性能的要求.而正向計算采用標準砂輪,雖然砂輪軌跡計算復雜且磨床的配置要求較高,但是可以充分的考慮刀具幾何形狀以滿足加工要求,因此本文采用正向計算的方法求解球頭銑刀的磨削軌跡.
為了實現帶倒棱刃球頭銑刀的磨制,本文采用正向計算的方法求解帶有倒棱結構球頭銑刀磨制時砂輪的中心軌跡和軸矢量數學模型.
1 倒棱面及磨削軌跡建模
刀具建模的方法主要是基于微分幾何和基于解析幾何的,本文采用解析幾何的方法建立刀具的幾何模型.
整體硬質合金球頭銑刀的切削刃是由半球面與螺旋面相交合成的,根據螺旋面的屬性,其刃線種類可分為2種,等導程刃線和等螺旋角刃線.等導程刃線的加工性強,多應用于實際生產加工中,等螺旋角的刃線具有較好的切削性能,但其在刀具的頂點沒有意義.下面分別建立等導程切削刃球頭銑刀的切削刃模型、倒棱面模型和倒棱磨削軌跡模型,
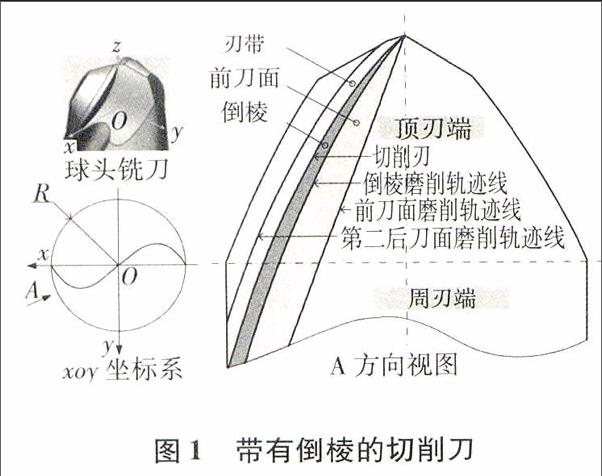
圖1為建模坐標系,以刀具頂端球球心為原點,以刀具軸線有z軸,建立xyz坐標系,
采用半球面和正交螺旋面相交的方式作為切削刃線,其方程如式(1)所示,
其中,R為刀具直徑, 螺旋角, 為角度參數,并且
倒棱面是復雜的三維曲面,在如圖1所示的坐標系xyz下直接建模比較困難.因此,首先轉換坐標系,如圖2所示,包括坐標系xyz、xyz1和xyz2.其中,切削刃切線T如式(2)所示.
根據T與坐標系之間的關系,可以求出T與z軸的夾角θ和T與x軸在xoy平面的夾角ρ,分別如式(3)和式(4)所示.
根據圖2中坐標系xyz、xyzi和xyz2之問的變換關系,可知xyz和xyz1之間以及xyz1和xyz2的坐標系變換矩陣,分別見式(5)和(6).通過這兩個公式可以計算xyz與xyz2之間的變換矩陣,見式(7).
為了建立倒棱面模型,根據中的幾何關系,可知 .因此,在xyz2中,倒棱面上的點Q的坐標為,
將式(8)代人式(7)即可得到倒棱面在xyz坐標系下的方程.
倒棱面與前刀面的交線即為倒棱面磨削軌跡.倒棱面所在曲面已求得,可通過確定式中長度參數2與角度參數φ的關系,來計算軌跡線.現已知l和φ的的范圍,因此這兩個參數可以用平面直角坐標系表示,如圖3所示,從點 到點 的連線即可表示l和φ的關系,圖中,不同的區域有不同刀具倒棱面的幾何特征,在L2區域中,倒棱面的整體面積大,但在近刀具頂點區域倒棱寬度的變化大;相反地,在厶區域中,倒棱面面積小,但在近刀具頂點區域倒棱寬度變化小;而在L1區域中,倒棱面面積和倒棱寬度變化適中.
本文以圖3中L3區域中的一條拋物線為例說明建模過程,此拋物線頂點為 ,并且過點 ,開口向上,故可得其方程,
通過將式(9)代入倒棱面方程即可得到倒棱面磨削軌跡.
2 砂輪中心軌跡及軸矢量建模
在刀具模型和磨削軌跡的基礎上,為了磨制球頭銑刀倒棱面,確定砂輪的軌跡和空間姿態.
2.1 砂輪刀位點軌跡建模
砂輪刀位點軌跡是指砂輪定位基準點在磨削加工時的軌跡線.砂輪的刀位點軌跡線與刃磨軌跡線、砂輪的尺寸以及砂輪與磨削面的位置關系有關,本文采用平行砂輪的外圓周磨削倒棱面,圖4為球頭銑刀頂刃刃磨示意圖,其中砂輪刀位點為M.則砂輪的刀位點軌跡M在xyz2坐標系下的坐標如式(10)所示,
將點M在xyz2下的坐標代人式(7),即可得到M點在xyz坐標系下的坐標.
2.2 砂輪軸矢量建模
砂輪軸矢量是砂輪的軸線的方向向量Tw,如圖4所示.砂輪軸矢量與刃磨軌跡、砂輪尺寸及砂輪和倒棱面接觸關系有關,根據圖4中頂刃磨削過程中
砂輪面與倒棱面的關系,則有可得到砂輪軸矢量Tw在xyz2下的坐標,見式(11),將其代入式(7)即可得到Tw在xyz下的表達式.
3 砂輪軌跡和軸矢量仿真與刀具磨制
為了驗證模型球頭銑刀倒棱面的磨削軌跡,砂輪中心軌跡及砂輪軸矢量的正確性,本文采用Matlab軟件對以上模型進行仿真.
設定刀具和砂輪的參數,刀具的倒棱參數為: 砂輪參數:砂輪半徑Rw=10mm(為了清晰的觀察倒棱面磨削仿真圖,仿真中砂輪直徑的設置比實際小).
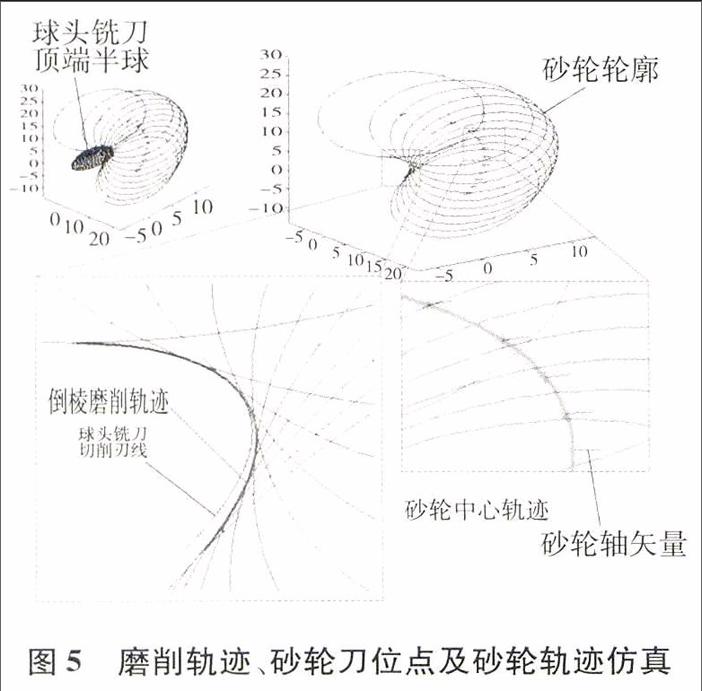
圖5為刀具頂刃刃磨削軌跡、砂輪中心點軌跡及砂輪軸矢量仿真圖.砂輪中心軌跡及軸矢量可以確定砂輪的運動和空間姿態,并且通過與刀具的相對運動進而形成刀具的倒棱面.然后根據球頭銑刀倒棱刃磨削的砂輪中心軌跡和砂輪軸矢量,使用Saccke UWIF CNC刀具磨削加工中心,經過刀具工件坐標系和機床坐標系的變換,將砂輪中心軌跡的X、y和Z坐標及A和B旋轉軸的數據輸入機床,即磨制出帶有倒棱刃的球頭銑刀,如圖6所示.
結合砂輪軌跡與軸矢量仿真結果,證明本文所建立的刀具倒棱面磨削中所涉及到的數學模型的準確性.通過刀具樣件的磨制結果,證明本文建立的砂輪中心軌跡模型可用于球頭銑刀倒棱刃的磨制.
4 結論
本文通過對帶有倒棱刃球頭銑刀磨制過程中砂輪姿態的分析,得到如下結論:
1)建立了帶倒棱刃球頭銑刀的切削刃、倒棱面和磨削軌跡模型,并且通過正向計算建立了磨削球頭銑刀倒棱面時砂輪中心軌跡及砂輪軸矢量的數學模型,為帶有倒棱面的球頭銑刀的磨制提供r基礎模型;
2)通過對倒棱面磨制的磨削軌跡、砂輪中心軌跡和軸矢量模型進行仿真,驗證了所建立的數學模型的正確性;
3)通過帶有倒棱刃的球頭刀的磨制,證明本文所建立的砂輪軌跡和軸矢量模型可用于加工球頭銑刀的倒棱刃.