基于汽車生產(chǎn)沖壓線的搬運(yùn)單元設(shè)計(jì)
2016-01-29 03:52:06茍維杰胡偉
機(jī)械制造與自動(dòng)化 2015年4期
關(guān)鍵詞:汽車
茍維杰,胡偉
(1. 北京電子科技職業(yè)學(xué)院 汽車工程學(xué)院,北京 100176; 2. 天津職業(yè)技術(shù)師范大學(xué),天津 300222)
基于汽車生產(chǎn)沖壓線的搬運(yùn)單元設(shè)計(jì)
茍維杰1,2,胡偉1
(1. 北京電子科技職業(yè)學(xué)院 汽車工程學(xué)院,北京 100176; 2. 天津職業(yè)技術(shù)師范大學(xué),天津 300222)
摘要:介紹一種基于SIEMENS S7-300控制的自動(dòng)搬運(yùn)單元設(shè)計(jì)。以汽車覆蓋件沖壓加工需求為依據(jù),分析搬運(yùn)單元的工作流程,介紹了搬運(yùn)單元的執(zhí)行機(jī)構(gòu)和氣動(dòng)回路,依據(jù)系統(tǒng)功能配置了PLC的I/O端口,設(shè)計(jì)了PLC外部接線及軟件順序控制功能圖,實(shí)現(xiàn)了以 PLC為上位機(jī)的自動(dòng)搬運(yùn)單元的遠(yuǎn)程控制及自動(dòng)搬運(yùn)工作。經(jīng)實(shí)際運(yùn)行證實(shí),該搬運(yùn)單元結(jié)構(gòu)簡(jiǎn)單,易于維護(hù),運(yùn)行穩(wěn)定可靠,具有工業(yè)參考價(jià)值和實(shí)用意義。
關(guān)鍵詞:汽車;沖壓線;自動(dòng)搬運(yùn)單元;可編程控制器;順序控制
Handling Unit Design Based on Automotive-stamping Lines
GOU Weijie1,2,HU Wei1
(1. BeiJing Polytechnic Automotive Engineering School, Beijing 100176,China;
2. Tianjing University of Technology and Educution, Tianjing 300222,China)
Abstract:This paper introduces an aautomatic handling unit design based on SIEMENS S7-300 control. According to the needs of the automotive stamping, it analyses the workflow of the handling unit, designs its actuator and pneumatic circuit, configures PLC's I/O ports according to the system functions and designs the PLC external wiring and software sequence control function diagram to realize the remote control and operation of the automatic handling unit with PLC as PC. The handling unit is characteristic of simple structure,easy maintenance and smooth operation and it can be used for industrial production
Keywords:automobile; stamping line; automatic handling unit; PLC; sequence control
0引言
現(xiàn)代制造業(yè)中PLC控制的自動(dòng)化生產(chǎn)線得到了廣泛的應(yīng)用,以PLC控制為主的氣動(dòng)控制在小型、輕載自動(dòng)化生產(chǎn)線上應(yīng)用更為突出。自動(dòng)搬運(yùn)單元應(yīng)用于汽車覆蓋件沖壓生產(chǎn)線上,能夠快速、準(zhǔn)確的將待沖壓鋼板運(yùn)送至沖壓模具中,極大地提高了生產(chǎn)效率。
自動(dòng)搬運(yùn)單元是PLC的控制功能、氣動(dòng)原件及Profibus總線有機(jī)結(jié)合的產(chǎn)物。自動(dòng)搬運(yùn)單元既經(jīng)濟(jì)實(shí)用又容易安裝,具有動(dòng)作平穩(wěn)、反應(yīng)迅速、維護(hù)簡(jiǎn)單的優(yōu)點(diǎn),在保障從業(yè)者安全、減輕勞動(dòng)強(qiáng)度、降低生產(chǎn)成本方面都有十分重要的意義。
1自動(dòng)搬運(yùn)單元工作原理
1.1自動(dòng)搬運(yùn)單元結(jié)構(gòu)
依據(jù)工作要求,自動(dòng)機(jī)搬運(yùn)單元機(jī)械部件需要進(jìn)行左右擺動(dòng)、橫臂的伸縮、垂直臂的升降及待沖壓鋼板的抓取裝置。如圖1所示為自動(dòng)搬運(yùn)單元的總體結(jié)構(gòu)。其主要元件功能如下:

1—擺動(dòng)氣缸;2—水平氣缸;3—垂直氣缸;4—真空吸盤;5—底座和支架圖1 自動(dòng)搬運(yùn)單元的總體結(jié)構(gòu)
擺動(dòng)氣缸:實(shí)現(xiàn)抓取/放置工件過程中吸盤的水平擺動(dòng),安裝位置傳感器檢測(cè),擺動(dòng)氣缸的擺動(dòng)位置;
水平氣缸:實(shí)現(xiàn)抓取/放置工件過程中吸盤的水平運(yùn)動(dòng),安裝位置傳感器檢測(cè)氣缸的伸出退回位置;
垂直氣缸:實(shí)現(xiàn)抓取/放置工件過程中吸盤的升降運(yùn)動(dòng),安裝位置傳感器檢測(cè)氣缸的上升下降位置;
真空吸盤:實(shí)現(xiàn)抓起或放置工件,安裝壓力傳感器保證真空吸盤能夠抓起工件;
底座和支架。
為了保證自動(dòng)搬運(yùn)單元沒有空運(yùn)行及工作安全性,在工件待加工區(qū)和加工區(qū)安裝了光電開關(guān),負(fù)責(zé)檢測(cè)加工區(qū)域內(nèi)的工件是否被移走,待加工區(qū)域內(nèi)是否有待加工工件,只有待加工區(qū)域內(nèi)有待加工工件,加工區(qū)域需要加工工件時(shí),自動(dòng)搬運(yùn)單元才繼續(xù)工作。
1.2自動(dòng)搬運(yùn)單元工作流程
自動(dòng)搬運(yùn)單元要經(jīng)過是否抓取判斷條件、抓取鋼板、傳運(yùn)鋼板、放置到?jīng)_壓模具中。整個(gè)抓取運(yùn)送過程中要求控制系統(tǒng)穩(wěn)定,抓取工件運(yùn)動(dòng)快捷,傳送快速平穩(wěn),放置工件精準(zhǔn)到位。如圖2所示為自動(dòng)搬運(yùn)單元的工作流程。
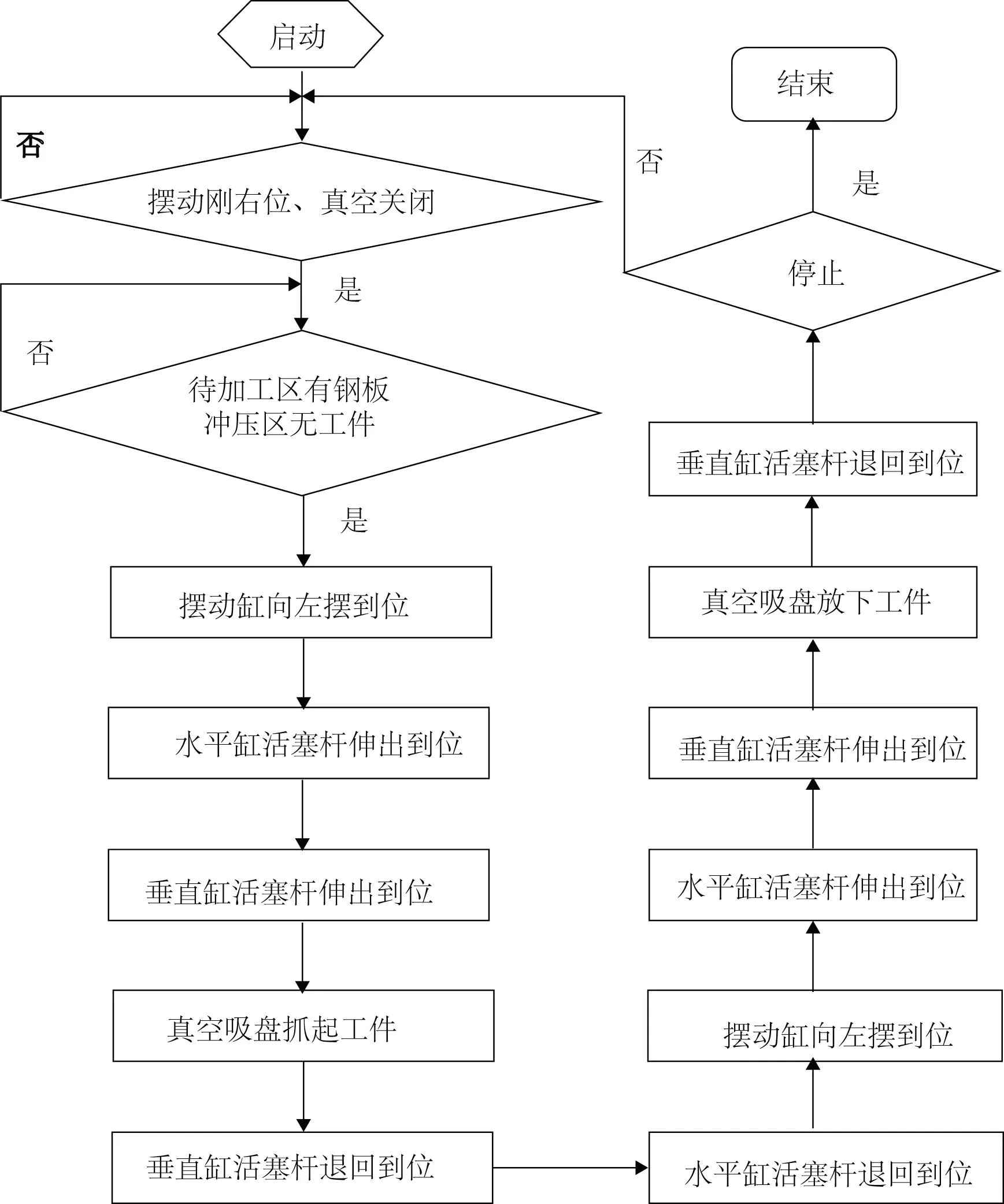
圖2 自動(dòng)搬運(yùn)單元的工作流程
自動(dòng)搬運(yùn)單元初始時(shí),待加工區(qū)有待加工工件,各執(zhí)行元件處于初始位置。待加工區(qū)工件處于等待被抓取狀態(tài),沖壓模具中的工件已被運(yùn)走,處于無工件狀態(tài)。滿足以上條件,擺動(dòng)缸向左擺動(dòng)到待加工工位,水平缸活塞桿伸出到位,垂直缸活塞桿伸出到位,真空吸盤啟動(dòng)抓取鋼板,垂直缸活塞桿退回到位,水平缸活塞桿退回到位,擺動(dòng)缸向右擺動(dòng)到加工工位,水平缸活塞桿伸出到位,垂直缸活塞桿伸出到位,真空吸盤關(guān)閉,放置鋼板到?jīng)_壓位置。自動(dòng)搬運(yùn)單元就完成一個(gè)工作循環(huán),如沒有停止指令,程序跳轉(zhuǎn)到初始狀態(tài),可以實(shí)現(xiàn)循環(huán)自動(dòng)搬運(yùn)。
2控制系統(tǒng)設(shè)計(jì)
Profibus (process fieldbus)是一種通用性極強(qiáng)的開放式的不依賴于設(shè)備制造商的工業(yè)現(xiàn)場(chǎng)總線標(biāo)準(zhǔn),主要應(yīng)用于制造業(yè)自動(dòng)化生產(chǎn)線及其他自動(dòng)控制領(lǐng)域。自動(dòng)搬運(yùn)單元統(tǒng)一采用Profibus總線技術(shù),進(jìn)行主從站信息交換與實(shí)時(shí)控制,實(shí)現(xiàn)PLC控制器與上位機(jī)、電磁閥、狀態(tài)檢測(cè)開關(guān)及現(xiàn)場(chǎng)的輸入設(shè)備之間的信息交換,對(duì)整個(gè)操作系統(tǒng)進(jìn)行實(shí)時(shí)動(dòng)作控制及信號(hào)反饋。
2.1PLCI/O點(diǎn)分配
根據(jù)對(duì)自動(dòng)搬運(yùn)單元控制的需要,設(shè)置6個(gè)輸出點(diǎn),地址、代號(hào)及功能說明如表1所示為系統(tǒng)的輸出地址分配。

表1 輸出地址分配
自動(dòng)搬運(yùn)單元設(shè)置有13個(gè)輸入點(diǎn) ,信號(hào)來源于開關(guān)控制原件及執(zhí)行原件的位置檢測(cè)傳感器。地址、代號(hào)及功能說明如表2所示為系統(tǒng)的輸入地址分配。

表2 輸入地址分配
2.2PLC硬件電路
根據(jù)現(xiàn)場(chǎng)工況要求進(jìn)行分析,該系統(tǒng)為開關(guān)量順序控制系統(tǒng),且系統(tǒng)要求的輸入輸出點(diǎn)較少,同時(shí)考慮與上位機(jī)的連接。供料系統(tǒng)的控制器選用SIEMENS S7-300系列PLC CPU 314C-2DP,該P(yáng)LC具有數(shù)字量I/O接口和 Profibus雙向通信接口,接線簡(jiǎn)單,方便操作PLC輸入/輸出設(shè)備、執(zhí)行原件連接在Profibus 總線上。這種PLC與外部設(shè)備通過總線連接的方式采用的是分布式控制結(jié)構(gòu)。傳感器等輸入設(shè)備信息通過Profibus送到PLC進(jìn)行邏輯運(yùn)算,同時(shí)PLC發(fā)出信號(hào)控制執(zhí)行原件完成工作,實(shí)現(xiàn)了自動(dòng)化生產(chǎn)線的遠(yuǎn)程操作和控制功能。如圖3所示為PLC I/O接線圖。

圖3 PLC I/O接線圖
2.3PLC軟件設(shè)計(jì)
自動(dòng)搬運(yùn)單元每一步的動(dòng)作都是在前一步動(dòng)作完成后進(jìn)行的,程序的設(shè)置屬于PLC順序控制。編程過程中利用中間寄存器實(shí)現(xiàn)這種功能控制,轉(zhuǎn)換條件由各位置傳感器和工件檢測(cè)傳感器決定。如圖4所示為自動(dòng)搬運(yùn)單元順序控制功能圖。左邊框圖中為下一步運(yùn)行條件為控制條件,右邊框圖為當(dāng)條件滿足時(shí)所產(chǎn)生的結(jié)果。在PLC編程時(shí)使用相應(yīng)的中間寄存器通電,使整個(gè)系統(tǒng)保持預(yù)設(shè)的順序運(yùn)行狀態(tài)。由圖4可以看出,自動(dòng)搬運(yùn)單元完成一個(gè)工作循環(huán)需要12步,在完成第12步后,如果沒有停止搬運(yùn)條件,且滿足沖壓位無工件、待加工位有鋼板時(shí),自動(dòng)搬運(yùn)單元可以實(shí)現(xiàn)連續(xù)搬運(yùn)。
3結(jié)論
Profibus總線技術(shù)為實(shí)現(xiàn)了I/O設(shè)備及上位機(jī)的信息交換提供了保障。自動(dòng)搬運(yùn)單元有機(jī)的結(jié)合了PLC順序控制技術(shù)、氣動(dòng)技術(shù)和Profibus總線技術(shù),實(shí)現(xiàn)了對(duì)執(zhí)行元件的遠(yuǎn)程操作與控制,自動(dòng)搬運(yùn)單元能夠完成自動(dòng)判斷、自動(dòng)搬運(yùn)工件的功能。自動(dòng)搬運(yùn)單元為分布式控制單元,系統(tǒng)靈活可靠,能實(shí)現(xiàn)快速準(zhǔn)確的動(dòng)作,PLC作為控制上位機(jī)與控制端的接線簡(jiǎn)單,易于操作,維護(hù)方便,該設(shè)計(jì)方案用于生產(chǎn)實(shí)際及教學(xué)訓(xùn)練中取得了較好的效果,具有工業(yè)參考價(jià)值和實(shí)用意義。

圖4 自動(dòng)搬運(yùn)單元順序控制功能圖
參考文獻(xiàn):
[1] 胡健. 西門子S7-300/400 PLC工程應(yīng)用[M]. 北京:北京航空航天出版社,2008.9.
[2] 史映紅,周志海. 西門子S7-200 PLC 在機(jī)械手中控制的應(yīng)用研究[J].煤礦機(jī)械, 2010,(12) : 185-186.
[3] 羅庚興,寧玉珊. 氣動(dòng)安裝機(jī)械手的PLC 控制[J]. 制造業(yè)自動(dòng)化, 2011,(1) : 82-84.
[4] 張文. 基于PLC 控制的氣動(dòng)機(jī)械手控制系統(tǒng)[J]. 機(jī)電信息, 2010,(36) : 16-17.
[5] SIEMENS公司[S]. SIMATIC s7-300使用手冊(cè),2005.
[6] 呂世霞. 閥島技術(shù)在生產(chǎn)線自動(dòng)供料系統(tǒng)中的應(yīng)用[J]. 制造業(yè)自動(dòng)化,2010,(32):170-175.


收稿日期:2014-01-07
中圖分類號(hào):TP273
文獻(xiàn)標(biāo)志碼:B
文章編號(hào):1671-5276(2015)04-0181-03
作者簡(jiǎn)介:茍維杰(1978-),男,甘肅天水人,講師,博士研究生,研究方向?yàn)闄C(jī)電一體化,自動(dòng)化加工。
猜你喜歡
人民交通(2020年22期)2020-11-26 07:36:44
小學(xué)生優(yōu)秀作文(低年級(jí))(2020年4期)2020-07-24 08:31:08
汽車與安全(2019年9期)2019-11-22 09:48:03
汽車與安全(2019年8期)2019-09-26 04:49:10
汽車與安全(2019年5期)2019-07-30 02:49:51
汽車觀察(2019年2期)2019-03-15 06:00:06
汽車與新動(dòng)力(2018年2期)2018-05-09 00:31:56
兒童時(shí)代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(jí)(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
