基于區(qū)域連通濾波的薄板焊縫跟蹤圖像處理算法
2016-02-05 06:58:40清華大學(xué)機(jī)械工程系北京市100084
焊接 2016年12期
清華大學(xué)機(jī)械工程系(北京市 100084)
歐志輝 孫振國
基于區(qū)域連通濾波的薄板焊縫跟蹤圖像處理算法
清華大學(xué)機(jī)械工程系(北京市 100084)
歐志輝 孫振國
針對工件表面經(jīng)過局部打磨或點(diǎn)固的薄板對接、搭接焊縫的焊縫中心線提取和焊接起始位置搜索問題,提出了一種基于區(qū)域連通濾波與Hough直線變換相結(jié)合的圖像處理算法。采用自適應(yīng)二值化算法有效分離打磨后灰度值非常接近的背景區(qū)域和目標(biāo)區(qū)域;然后根據(jù)薄板對接、搭接焊縫寬度窄、直線型的形態(tài)學(xué)特征,采用區(qū)域連通濾波方法提取出焊縫區(qū)域;對于焊接圖像中存在的點(diǎn)固點(diǎn)干擾,通過區(qū)域連通濾波與Hough直線變換相結(jié)合進(jìn)行濾除。試驗(yàn)結(jié)果表明,該方法能實(shí)現(xiàn)快速準(zhǔn)確的薄板對接、搭接焊縫跟蹤,跟蹤精度在±0.3 mm以內(nèi)。
區(qū)域連通濾波 對接 搭接 圖像處理 焊縫跟蹤
0 序 言
采用計算機(jī)視覺及圖像處理技術(shù),進(jìn)行焊縫跟蹤,從而實(shí)現(xiàn)焊接過程的自動化,可以減少工作強(qiáng)度、改善勞動條件、提高焊接效率和焊接質(zhì)量,是焊接智能化發(fā)展的重要方向[1-3]。而如何設(shè)計合理有效的焊縫跟蹤圖像處理算法,從相機(jī)獲取的焊接區(qū)域圖像中快速準(zhǔn)確地提取焊縫中心線,一直是焊接工作者研究的熱點(diǎn)問題之一[4-6]。
對于常規(guī)的薄板對接、搭接,根據(jù)其直線特征,運(yùn)用Hough直線變換可粗略提取焊縫直線,利用最小二乘法對直線方程進(jìn)行濾波能準(zhǔn)確地提取出焊縫中心線[7]。但部分工件由于表面有大量油污或銹斑存在,直接焊接容易產(chǎn)生缺陷,無法保證焊接質(zhì)量,需要在施焊前對工件表面進(jìn)行打磨、拋光等清潔處理。打磨后的工件,部分背景區(qū)域與目標(biāo)區(qū)域灰度值較接近,且可能出現(xiàn)與焊縫特征接近的區(qū)域,如果直接對焊縫圖像進(jìn)行Hough變換提取直線容易出現(xiàn)誤判。對于沒有點(diǎn)固點(diǎn)的薄板對接、搭接焊縫,文獻(xiàn)中采用結(jié)構(gòu)光視覺,通過求取灰度的二階導(dǎo)數(shù)可準(zhǔn)確求取焊縫中心[8]。但在薄板焊接時,為防止變形,焊前會對工件進(jìn)行點(diǎn)固,點(diǎn)固點(diǎn)特征較復(fù)雜,結(jié)構(gòu)光圖像特征不明顯,容易出現(xiàn)誤判。對于有點(diǎn)固點(diǎn)存在的焊縫圖像,文獻(xiàn)中通過增量閾值法濾除點(diǎn)固點(diǎn)干擾[9]。但如果工件表面因?yàn)榇蚰ザ嬖谳^多暗斑,增量閾值法會誤將有效區(qū)域刪除,導(dǎo)致特征點(diǎn)過少而不能準(zhǔn)確地提取焊縫中心線。
針對經(jīng)過局部打磨,有點(diǎn)固點(diǎn)干擾的薄板對接、搭接焊縫,文中提出并實(shí)現(xiàn)了一種基于區(qū)域連通濾波與Hough直線變換相結(jié)合的焊縫跟蹤圖像處理算法,根據(jù)各區(qū)域面積大小及薄板焊縫寬度窄、直線型的形態(tài)學(xué)特征,有效排除了局部打磨及點(diǎn)固點(diǎn)帶來的干擾,準(zhǔn)確識別焊接初始點(diǎn)。
1 焊縫圖像處理算法
在實(shí)際應(yīng)用中,薄板焊縫跟蹤系統(tǒng)一般在焊槍前加上防護(hù)板,并配以合適的輔助光源與濾光片來濾除弧光干擾。采用CCD視覺傳感器采集的典型對接、搭接焊縫圖像如圖1所示。由圖1可見,這兩種焊縫圖像具有相似的目標(biāo)區(qū)域,采用的圖像處理算法的流程基本相同,即:首先采用局部自適應(yīng)二值化處理來有效分離目標(biāo)區(qū)域和干擾區(qū)域,然后對其進(jìn)行2次區(qū)域連通濾波處理來提取出焊縫區(qū)域,并利用灰度重心法對其進(jìn)行單像素化,最后采用Hough直線變換與最小二乘擬合相結(jié)合的方法來有效提取焊縫中心線。下文以對接焊縫為例加以詳述。

圖1 有點(diǎn)固點(diǎn)的對接、搭接焊縫圖像
1.1 圖像局部自適應(yīng)二值化處理
在提取焊縫特征前,必須對圖像進(jìn)行二值化處理[10]。二值化可將圖像中的目標(biāo)區(qū)域和背景區(qū)域進(jìn)行分離,從而減少圖像中的干擾。如圖2所示,對于經(jīng)過局部打磨的工件,部分背景區(qū)域與焊縫區(qū)域灰度值接近,直接對圖像進(jìn)行固定閾值二值化,不僅閾值不易選取,而且容易錯將焊縫區(qū)域當(dāng)成背景區(qū)域,丟失目標(biāo)信息,也容易將背景區(qū)域當(dāng)成焊縫區(qū)域,導(dǎo)致后續(xù)處理更加復(fù)雜甚至誤判。固定閾值二值化圖像如圖3a所示。從圖中可看出,固定閾值二值化誤將部分背景區(qū)域當(dāng)成目標(biāo)區(qū)域,使得目標(biāo)區(qū)域難以提取。為克服上述干擾,文中采用局部自適應(yīng)二值化處理,即根據(jù)像素的鄰域塊的灰度值來確定該像素位置上的二值化閾值。局部自適應(yīng)二值化閾值的計算原理為:
(1)
式中:i,j分別為圖像的行和列變量;f(i,j)為圖像第i行第j列的灰度值;K確定所選鄰域塊的大小;C為常量;T為所求取的閾值;m,n分別為圖像的行和列位置。
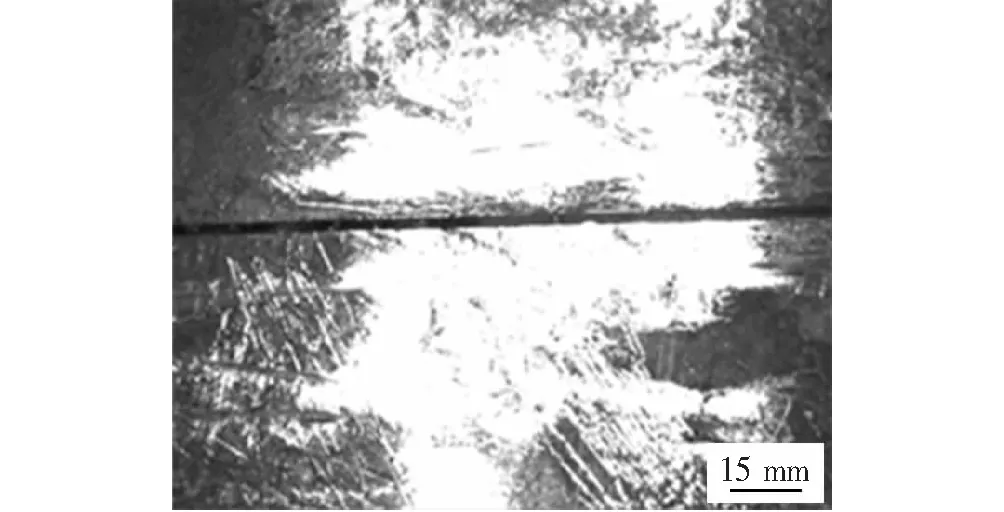
圖2 局部打磨對接焊縫
用上述局部自適應(yīng)閾值公式進(jìn)行二值化處理,選取K=15,C=30,得到二值化圖像如圖3b所示。從圖中可看出,局部自適應(yīng)閾值二值化能很好地將焊縫區(qū)域與干擾區(qū)域進(jìn)行分離,為后續(xù)焊縫區(qū)域的提取提供了基礎(chǔ)。
1.2 基于區(qū)域連通濾波的焊縫區(qū)域提取
焊接起始點(diǎn)作為整個焊接過程的基準(zhǔn)值,其定位的精度直接影響焊縫跟蹤的精度。而焊縫區(qū)域提取是焊縫圖像處理中的重要步驟,在焊前搜索焊接起始位置時顯得尤為重要。焊縫圖像經(jīng)過自適應(yīng)二值化預(yù)處理后分開成若干區(qū)域,包括焊縫區(qū)域和干擾區(qū)域。其中,干擾區(qū)域主要是由反射、打磨及工件表面暗斑等引起的。通過分析這些干擾區(qū)域可發(fā)現(xiàn),其區(qū)域大小及形狀特征與焊縫區(qū)域有較大差別。因此,可以通過連通域分析得到各連通區(qū)域的大小和形狀特征參數(shù),根據(jù)對接焊縫具有的焊縫寬度窄、直線型等特點(diǎn),進(jìn)行區(qū)域連通濾波可快速、有效地濾除干擾區(qū)域,得到焊縫區(qū)域。

圖3 二值化后的焊縫圖像
連通域常見的鄰接關(guān)系有4鄰接和8鄰接,文中考慮4鄰接連通域。區(qū)域連通檢測步驟為:①第一次掃描,訪問二值圖像中像素f(i,j),如果某個像素f(i,j)=1且4鄰域像素都為0,則賦予一個新的label,即label++,f(i,j) =label;②如果某個像素 f(i,j)=1且4鄰域內(nèi)有像素值不為0,則將鄰域中最小label賦給f(i,j);③記錄下鄰域中有多個像素f(i,j)=1的各個label之間的相等關(guān)系,即這些不同label值同屬一個連通區(qū)域;④第二次掃描,如果像素f(i,j)>1,找到與label=f(i,j)同屬相等關(guān)系的最小label值,賦給f(i,j);⑤掃描完成后,圖像中具有相同label值的像素就組成了同一個連通區(qū)域。
對二值化處理后的圖像按上述步驟進(jìn)行區(qū)域連通檢測,再對各連通域進(jìn)行邊界矩形提取,可得到包含各個連通域的最小矩形及其形狀參數(shù)。通過圖像分析所獲得的形狀描述可以用于目標(biāo)識別[11]。
從圖3b中可看出,二值化后圖像存在很多小面積區(qū)域,這是由于工件表面的暗斑產(chǎn)生的。這些干擾區(qū)域的面積與焊縫區(qū)域面積相差很大,因此可設(shè)定連通區(qū)域面積閾值來濾除這些小面積干擾區(qū)域。第1次區(qū)域連通濾波,濾除干擾后圖像如圖4所示。

圖4 第1次區(qū)域連通濾波圖像
由圖4可見,通過上述濾波后,小面積干擾區(qū)域均已濾除,剩下的是由于打磨引起的大面積干擾區(qū)域。這些干擾區(qū)域沒有任何形狀規(guī)則,而對接焊縫是直線且寬度很窄,其邊界矩形的寬長比很小。因此,對各連通域的邊界矩形求取寬長比值,則可濾除與焊縫中心區(qū)域形狀相差較大的區(qū)域。各連通區(qū)域?qū)掗L比值與區(qū)域面積關(guān)系如圖5所示。
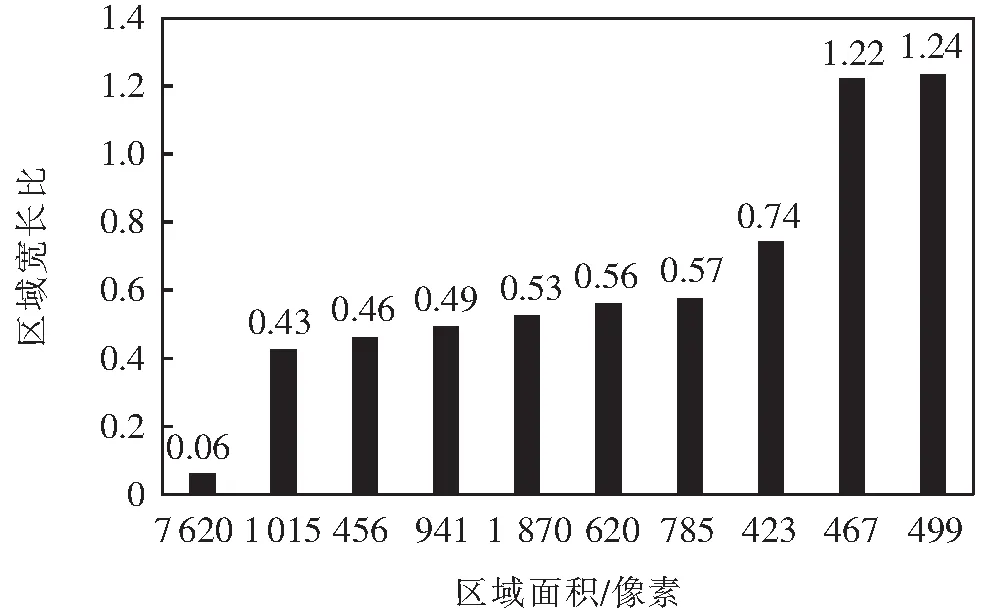
圖5 區(qū)域面積與寬長比關(guān)系圖
從圖5可看出,各連通區(qū)域中,焊縫區(qū)域的寬長比最小,且比值與其它區(qū)域相差較大。通過設(shè)定合理寬長比閾值可有效地濾除干擾區(qū)域。第2次區(qū)域連通濾波后的圖像如圖6所示,此時干擾區(qū)域被完全濾除,焊縫區(qū)域被有效地提取出來。
1.3 焊縫中心線提取
對于沒有點(diǎn)固點(diǎn)存在的焊縫圖像,經(jīng)過區(qū)域連通濾波后,各干擾區(qū)域均已濾除,僅剩下焊縫區(qū)域,如圖6所示。對區(qū)域連通濾波后的圖像按列掃描,利用灰度重心法求取每一列的焊縫中心。其原理為:

圖6 第2次區(qū)域連通濾波圖像
(2)
式中:i,j分別為圖像的列和行; g(i)為每一列焊縫中心所在位置;N為f(i,j)≠0的個數(shù);f(i,j)為圖像中第i列第j行的灰度值(取值為0或1);n為圖像的總行數(shù)。
對求取的焊縫中心用最小二乘法進(jìn)行直線擬合,擬合后的焊縫中心線如圖7所示。
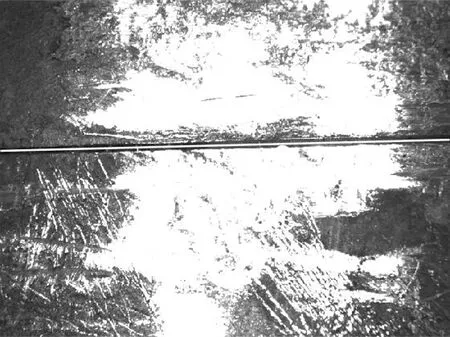
圖7 沒有點(diǎn)固點(diǎn)擬合的焊縫中心線
對于存在如圖1a所示的有點(diǎn)固點(diǎn)且工件表面存在較多暗斑的焊縫,先采用區(qū)域連通濾波與Hough直線變換相結(jié)合,來濾除點(diǎn)固點(diǎn)干擾,然后用最小二乘濾波擬合焊縫中心線。
由于Hough變換需要進(jìn)行坐標(biāo)轉(zhuǎn)換,直接對焊縫區(qū)域進(jìn)行Hough變換,會耗時較長。為減少Hough變換運(yùn)算時間,首先利用公式(2)對焊縫區(qū)域進(jìn)行單像素化。再對單像素化后的焊縫區(qū)域進(jìn)行Hough直線變換,檢測到若干條直線段,選擇最長線段上的點(diǎn)進(jìn)行最小二乘直線擬合,擬合的直線即為所求取的焊縫中心線,如圖8所示。
圖8 有點(diǎn)固點(diǎn)擬合的焊縫中心線
2 試驗(yàn)效果
(1)分別對不銹鋼、打磨與不打磨的碳鋼進(jìn)行焊縫跟蹤試驗(yàn)。薄板焊縫寬度約為0.5 mm,長度1 080 mm,每隔20 mm進(jìn)行抽樣計算焊縫跟蹤精度,使用同一套設(shè)備對相同的焊縫進(jìn)行跟蹤試驗(yàn),重復(fù)試驗(yàn)20次得到焊縫跟蹤精度隨跟蹤長度的變化曲線如圖9所示。從試驗(yàn)結(jié)果可以看出,文中所提出的算法對不銹鋼和打磨前后的碳鋼均適應(yīng),且跟蹤偏差能夠維持在±0.3 mm以內(nèi)。
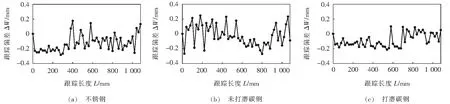
圖9 焊縫跟蹤試驗(yàn)結(jié)果
(2)為驗(yàn)證所設(shè)計圖像處理算法實(shí)際應(yīng)用效果,在成都艾格科技有限責(zé)任公司搭建的集裝箱薄板自動化組焊試驗(yàn)平臺上進(jìn)行了大量的薄板對接焊接試驗(yàn),結(jié)果表明,文中所設(shè)計的圖像處理算法能夠有效克服弧光干擾,跟蹤速度和精度滿足工程應(yīng)用要求。
3 結(jié) 論
提出了一種針對于工件表面局部打磨,有點(diǎn)固點(diǎn)干擾的對接、搭接焊縫視覺跟蹤方法。首先采用自適應(yīng)閾值二值化可有效分離干擾區(qū)域與焊縫區(qū)域。然后通過區(qū)域連通濾波,根據(jù)各區(qū)域面積大小及薄板焊縫寬度窄、直線型的形態(tài)學(xué)特征,有效排除了打磨帶來的干擾。用區(qū)域連通濾波與Hough直線變換相結(jié)合有效消除了點(diǎn)固點(diǎn)干擾。相關(guān)試驗(yàn)表明,該算法適應(yīng)性強(qiáng)、精度高,能準(zhǔn)確找到焊接的起始位置,可滿足相關(guān)企業(yè)集裝箱薄板對接焊縫的自動焊接要求。
[1] 吳 林,陳善本. 智能化焊接技術(shù)[M]. 北京: 國防工業(yè)出版社,2000.
[2] 陳 強(qiáng),孫振國. 計算機(jī)視覺傳感技術(shù)在焊接中的應(yīng)用[J]. 焊接學(xué)報,2001,22(1):83-90.
[3] 宋天虎. 轉(zhuǎn)型升級——現(xiàn)代焊接制造的發(fā)展趨勢[J]. 焊接,2013(7):10-13.
[4] Muhammad J,Altun H,AboSerie E. Welding seam profiling techniques based on active vision sensing for intelligent robotic welding[J]. International Journal of Advanced Manufacturing Technology,2016:1-19.
[5] Chen H,Liu K,Xing G,et al. A robust visual servo control system for narrow seam double head welding robot[J]. International Journal of Advanced Manufacturing Technology,2014,71:1849-1860.
[6] 何銀水,張 華.水下焊接中無弧V形焊縫的識別[J]. 焊接,2006(2):39-43.
[7] 方灶軍,鄢治國,徐 德. 集裝箱薄板的對接焊縫視覺跟蹤系統(tǒng)[J]. 上海交通大學(xué)學(xué)報,2008,42(11):80-83.
[8] 莫勝撼,喻寧娜,梁廣瑞,等. 基于結(jié)構(gòu)光無坡口對接焊縫圖像實(shí)時處理研究[J]. 焊接技術(shù),2009,38(9):14-18.
[9] 張伯奇,鄭 軍,潘際鑾. 基于視覺檢測的對接焊縫跟蹤方法[J]. 電焊機(jī),2010,40(12):15-18.
[10] 喻寧娜,莫勝撼,戴建樹. 基于激光視覺傳感的焊縫圖像閾值分割法研究[J]. 焊接,2015(5):21-24.
[11] 郭振民,陳善本,吳 林,等. 數(shù)字圖像處理技術(shù)在弧焊機(jī)器人視覺伺服系統(tǒng)中的應(yīng)用[J]. 機(jī)器人,2001,23(7):698-711.
2016-08-21
國家自然科學(xué)基金資助項(xiàng)目(51475259)
TG409
歐志輝,1989年出生,碩士研究生。研究方向?yàn)榛谝曈X的焊縫跟蹤與檢測。
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52