小議車刀負倒棱
2016-02-22 19:57:37董利娟
科技視界 2016年4期
董利娟

【摘 要】刀具的負倒棱,在保證刀具鋒利的同時,增加刀具的強度,提高刀具壽命,減少刀具制造成本,提高勞動生產率。
【關鍵詞】刀具;負倒棱;耐用度
常言道:車工是“三分手藝,七分刀具”,簡明扼要地說明了刀具對車工的重要性。隨著科學技術的飛速發展,在機械制造業中,產品品種不斷增加,機構形式更加復雜,材料性能不斷提高,因此,對車削加工中的技術要求不斷提高,特別是對刀具的切削性能的要求更高。雖然硬質合金可轉位車刀得到一定的利用,但做為一名車工,必須掌握刀具的結構、幾何參數對加工的影響。會對刀具進行正確的刃磨,得到合理的刀具幾何形狀,并能夠依據加工特點,工作狀態,工件材料等因素對刀具幾何參數、角度進行合理的調整,從而更好地發揮刀具的切削性能,有效地進行切削,即在眾多因素中抓住關鍵問題。在《車工工藝與技能訓練》中,對刀具的有關幾何參數、角度作了詳細的講述,對技校階段的學習、實踐有很大的幫助,但就此作為中級技術工人的技校畢業生,進入工廠是產品零配件的直接生產者,對工廠多樣化、復雜化的產品品種零件的加工,還遠遠達不到要求,因此,在講解刀具的幾何參數內容時,除詳細的講解車刀的組成部分、六個主要參數、斷屑槽等有關內容外,還要對學生有目的講解刀具的負倒棱,以便在今后的實際工作中,增強運用能力,在保證刀具的鋒利的同時,增加刀具的強度,提高刀具壽命,減少刀具制造成本,提高勞動生產率。
1 車刀負倒棱的形成及作用
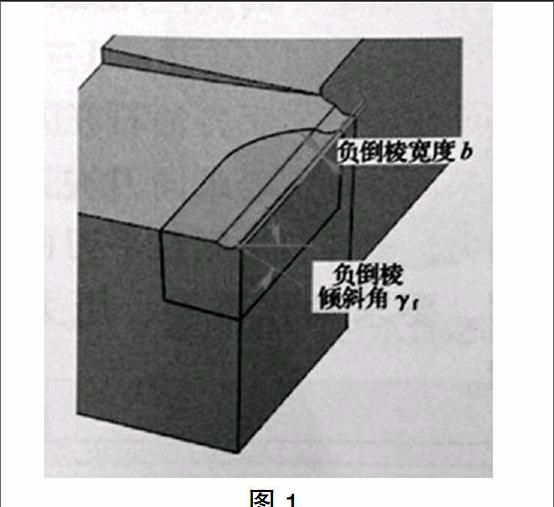
在實際加工中,用YT15硬質合金刀具粗加工45號中碳鋼材料時,一般應磨出20°左右的前角和斷屑槽,6°左右的后角,因此,刀具的楔角β0=90°-(20°+6°),楔角越小刀具強度越差,因此,要想增加刀具刀頭強度,只有使楔角值增大;同時,由于采用的硬質合金材料的刀片,其抗彎強度只有高速鋼的三分之一左右,故刀具極易崩刃,因此,就必須減小前角和后角。減小后角,刀具后刀面與工件之間的摩擦增大,影響正常的切削和刀具壽命;減小前角,增大切削變形,使切削力和切削溫度增加,要求工藝系統剛性強,而且容易形成帶狀切屑纏繞工件、刀具,增加不安全因素;而磨成負前角其刀刃強度大大提高,保護刀尖,提高刀具耐用度,而此時切削力和切削熱成倍增加。鑒于以上情況,故采用綜合辦法,在正前角的車刀上沿主切削刃磨出一窄小負前角平面——負倒棱,這樣可以增加刀刃強度,改善散熱條件,在強化刀刃的基礎上又使切削力增加不多,從而提高刀具耐用度。
圖1
2 負倒棱的確定
在硬質合金車刀上磨出負倒棱是刀具“銳中求固”的有效措施。倒棱寬度和倒棱前角愈大,刀具愈牢固,但切削力也增加得愈多。因此負倒棱的取舍和大小應根據刀具材料、工件材料和加工條件的不同區別選用,在選擇負倒棱的參數時總的原則是:應使切削力增加不多,又能保證刀具耐用度有明顯的提高。
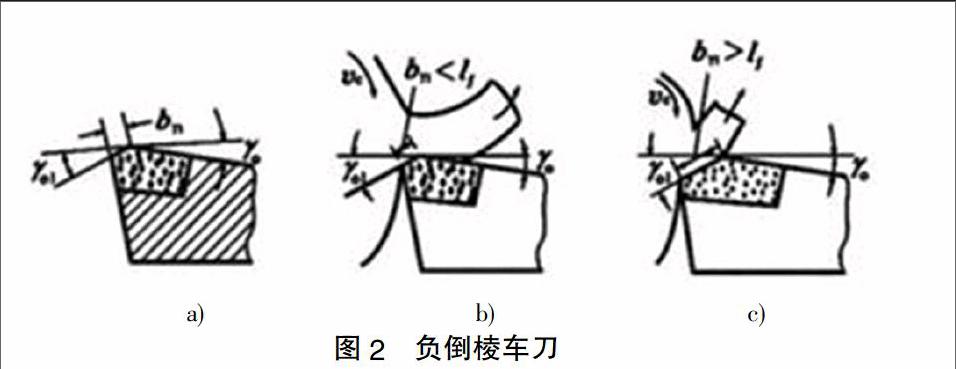
a) b) c)
圖2 負倒棱車刀
1)高速鋼的韌性好,抗彎強度高,因此高速鋼刀具不要磨負倒棱。
2)硬質合金刀具加工鋼料,特別是強力切削刀具應磨負倒棱,倒棱寬度bγ1和倒棱前角γ01推薦如下:
(1)加工碳素鋼和合金結構鋼:br1=(0.3~0.8)f,
γ01=-(5°~15°)
(2)加工易切削鋼和不銹鋼:br1≤0.5f,γ01=-(5°~10°)
(3)粗加工鑄鋼件、鍛件或斷續切削時:br1=(1.2~2)f,
γ01=-(10°~20°)
3)有負倒棱后,刀具前刀面和后刀面要求可適當降低,由于負倒棱面積小,可以仔細研磨,能夠保證很高的刀具表面質量,減小刀刃的粗糙度,保證工件的表面質量。
4)負倒棱對切削過程的影響分析
在相同的前角下,用具有負倒棱的刀具進行切削時,其刀刃處楔角大于90°,散熱能力大大提高,由于刃口變鈍,被切削的金屬變形增大,使切削力增大、而且受力形式是壓應力,而硬質合金的抗壓強度遠遠大于抗彎強度,同時,由于有了負倒棱,使刀刃由直線刃變為面刃受力其實際單位上的受力并未增加多少,因此,刀具有了負倒棱后,起到了揚長避短,提高刀具壽命的作用。
3 負倒棱與過渡刃和前刀面的關系
表1
4 負倒棱的應用
在車刀前刀面上磨出斷屑槽,并沿主切削刃磨負倒棱,可在強化切削刃的同時,得到較大的前角γo= 25°~30°并使切屑容易折斷,在生產實踐中,根據不同的工件材料,加工性質(粗加工)確定刀具的負倒棱,可使切削工作順利完成,例如在粗加工中最常用的75°強力車刀,采用負棱,增加其刀刃強度,其技術分析如下:
(1)采用大前角γo= 20°~25°,使切削輕快省力,減小振動。
(2)采用負倒棱br1≤0.5f,γ01=-(20°~25°),加強刀刃強度,雖然切削力略有增加,但由于切削時壓力中心后移,增強車刀的切削能力,同時,倒棱作為產生積屑瘤的基座,切削過程中積屑瘤不斷產生、長大,脫落。保護刀刃。
(3)采用負刃傾角λ=4°~8°增強刀尖強度,而且還使切削時的沖擊點落在切削刃后端,保護刀尖。
(4)采用75°主偏角,使徑向力變小,可采用較大的進給量和切削深度進行強力車削,不致引起振動。
(5)磨出κ,rε=45°,長度1-2mm的過渡刃,可增加刀尖角,增加刀尖刃口工作長度,改善散熱條件。
(6)適當減小副偏角κ,r可提高刀尖強度,增大散熱能力,提高車刀壽命。
(7)在刀尖處磨κ,r=0的修光刃,其長度取1.5f從而減小殘留面積,使工件表面粗糙度變細。
(8)使用效果好。
[責任編輯:湯靜]
