高強度鋼板U形件熱沖壓凹模結構拓撲優化
2016-03-07 07:47:36謝延敏何育軍卓德志熊文誠
工程設計學報 2016年1期
謝延敏, 何育軍, 卓德志, 熊文誠
(西南交通大學 機械工程學院先進設計與制造技術研究所, 四川 成都 610031)
?
高強度鋼板U形件熱沖壓凹模結構拓撲優化
謝延敏, 何育軍, 卓德志, 熊文誠
(西南交通大學 機械工程學院先進設計與制造技術研究所, 四川 成都 610031)
摘要:為降低熱沖壓凹模的生產成本和使用成本,基于板料熱沖壓數值模擬對凹模結構進行了拓撲優化設計.運用有限元軟件ABAQUS建立熱力耦合有限元模型,對高強鋼板U形件的熱沖壓成形和淬火過程進行了數值仿真.提取凹模與板料間關鍵工況下接觸應力作為凹模拓撲優化的外在載荷,建立約束凹模結構關鍵區域節點位移的體積最小化拓撲模型,對熱沖壓凹模結構進行拓撲優化設計,最終實現結構減重20%,且優化后凹模的變形和應力與優化前的結果相差甚微.研究內容對熱沖壓過程數值模擬和模具結構拓撲優化研究具有一定參考價值.
關鍵詞:高強度鋼; 熱沖壓; 拓撲優化
由于汽車輕量化的需要,高強度鋼板和熱沖壓成形技術開始得到廣泛應用.對于熱沖壓成形過程,國內外研究主要集中于高強鋼板料的成形性能、板料和模具的冷卻能力,對于模具的結構分析和優化設計的研究還比較少.由于板料抗拉強度的大幅提高,熱沖壓過程中模具受力變得更加惡劣,根據經驗,模具通常設計得較為厚重,從而使生產成本和使用成本提高.通過拓撲優化技術尋求模具內部材料的最優分布,去除對模具強度貢獻不大的材料,可以有效減輕模具的質量.
國內外對于沖壓模具結構拓撲優化進行了一定的研究.Anna Nilsson等[1]對冷沖壓模具凹模進行拓撲優化設計,最終使模具的應力分布更加合理,改善了模具結構剛度和減輕了模具質量.Sheu等[2]利用拓撲優化方法對沖壓模具凹模底面的筋板分布和形狀進行了優化設計,在符合安全性的同時,對模具結構進行了簡化,減輕了模具質量.湯禹成等[3]基于載荷映射工具,對復雜零件的壓邊圈結構進行拓撲優化,在結構性能影響不大的前提下,有效減輕壓邊圈的質量,改善了壓邊圈的筋板結構.
雖然有少數學者對沖壓模具進行了一定的拓撲優化研究,然而這種關注度是不夠的,同時這些研究都是圍繞冷沖壓模具.對于熱沖壓成形,模具受力更加復雜,對熱沖壓模具進行結構分析和優化設計更加有必要.本文將熱沖壓數值模擬和拓撲優化技術相結合,對熱沖壓凹模結構進行了拓撲優化設計,在保證模具強度的前提下,對凹模進行了減重設計.
1基于ABAQUS的有限元仿真
高強度鋼板熱沖壓成形數值模擬是一個包含應力場、溫度場的多場耦合問題.熱成形時板料和模具的接觸讓板料溫度快速降低,板料溫度的降低進而改變金屬的塑性,使金屬的流動應力發生變化.沖壓過程中產生的形變能和摩擦熱傳遞給板件,并作為一種內部熱源使板件溫度升高[4-5].因此,熱力耦合分析主要是溫度場分析和變形分析.
1)溫度場分析的計算模型為

由于本文所用的材料為各項同性材料,即λx=λy=λz=λ,于是有

2)在變形場對溫度場的改變中,板料的塑性變形能轉化為體熱源,摩擦功轉化為板料和模具間的表面熱流.體熱源、熱流密度模型為:
q=fu,
3)溫度場改變板料流動應力,流動應力是與等效應變、等效應變率、溫度相關的函數,即

1.1有限元模型的建立
本文以汽車工程領域普遍應用的U形件作為研究對象,板料幾何尺寸為220 mm×130 mm×1.8 mm[6].基于模型結構幾何對稱性,通過施加對稱邊界條件,取結構的1/2進行仿真分析.板料和模具相關熱物理參數參考文獻[6].為了獲取模具與板料之間的接觸力,采用模具彈性-板料彈塑性的有限元模型.模具和板料網格類型為C3D8RT(八節點溫度位移耦合減縮積分單元).為了減少沙漏問題,板料沿厚度方向使用了4層單元.數值仿真模型如圖1所示.
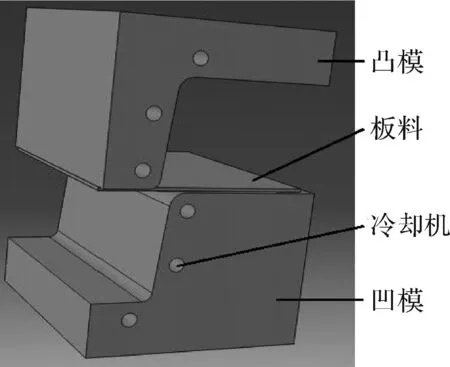
圖1 熱沖壓仿真模型Fig.1 Simulation model of hot stamping
1.2熱力耦合有限元分析過程
板料熱沖壓成形過程是一個涉及材料非線性、幾何非線性、接觸非線性的高度非線性和非連續性過程.由于ABAQUS/Explicit不需要同時求解聯立方程組,具有計算成本低、容易收斂的特性,為此在ABAQUS/Explicit中創建2個分析步,類型為顯示動態熱力耦合分析.分析步1為板料沖壓成形(0—3.6 s),分析步2為保壓冷卻淬火(3.6—13.6 s).
在熱力耦合數值模擬中,變形場通過內熱產生的熱流矢量對溫度場產生影響,溫度場通過對流動應力的影響而影響變形場[7-8].在1個時間增量步Δt內耦合有限元分析流程如圖2所示.
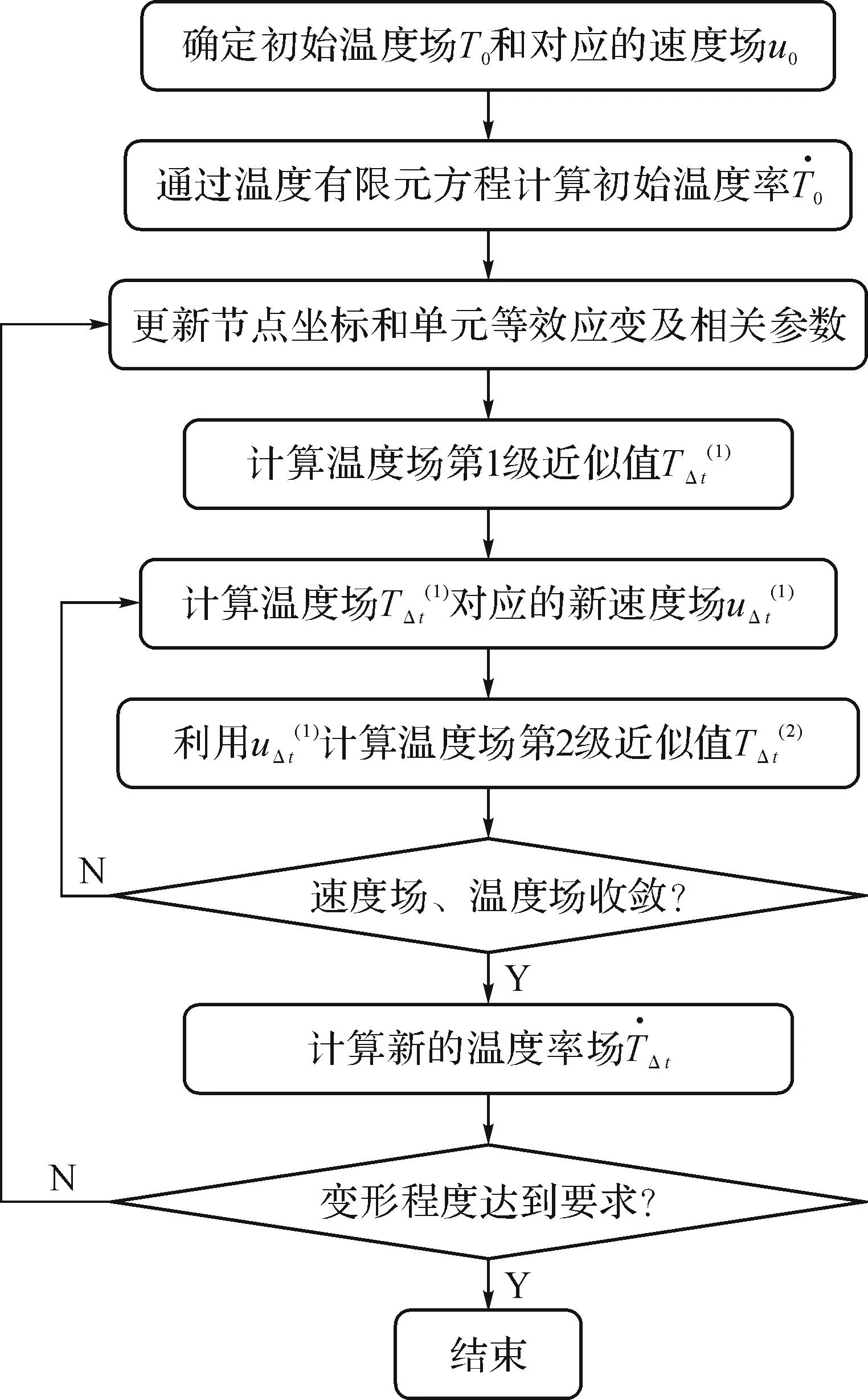
圖2 熱力耦合有限元分析流程Fig.2 Process of thermal-mechanical coupled finite elementanalysis
1.3仿真結果與實驗對比
圖3、圖4、圖5分別為淬火結束后(t=13.6 s)成形件、凸模和凹模溫度分布云圖(單位為℃).
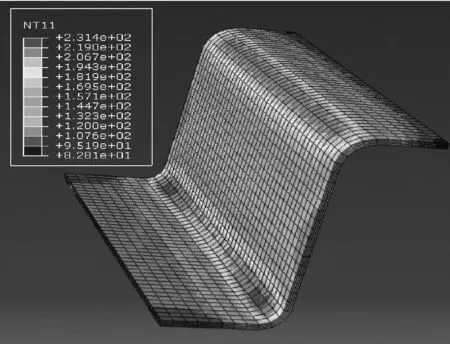
圖3 淬火結束后U形件溫度分布云圖Fig.3 Distribution of temperature on U shaped part after cooling
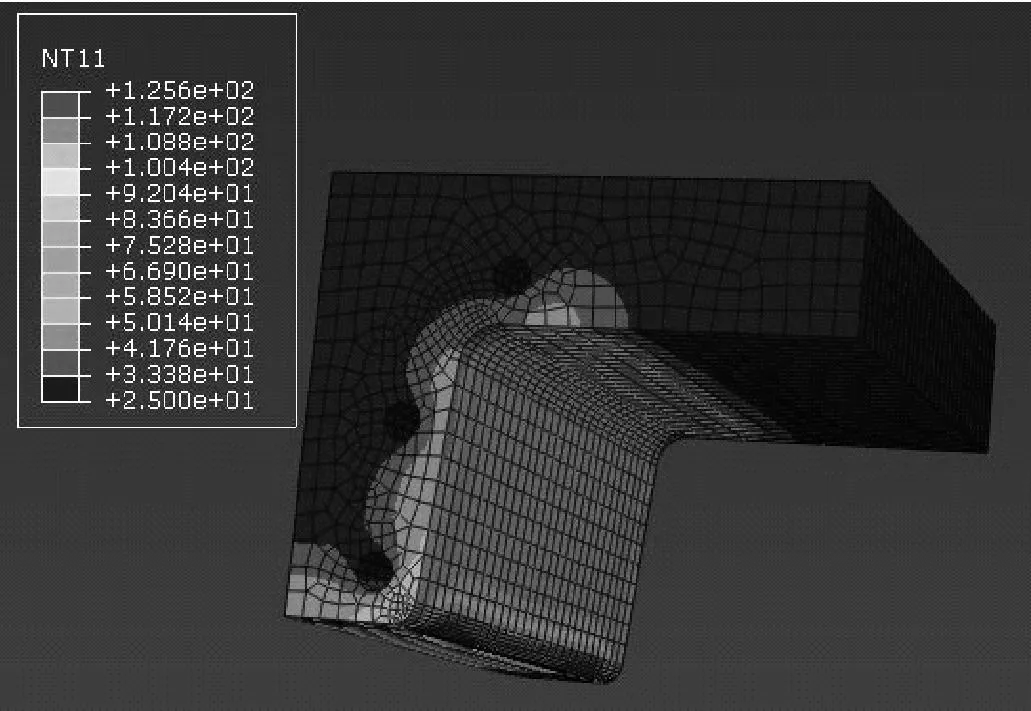
圖4 淬火結束后凸模溫度分布云圖Fig.4 Distribution of temperature on punch after cooling
以文獻[6]中的試驗結果作為參考溫度,得到圖6中A,B兩點在成形和淬火過程中仿真溫度與實驗溫度的對比情況,如圖7所示.總體上,仿真的溫度曲線較好地貼合試驗過程的溫度變化曲線,表明該仿真模型有效.
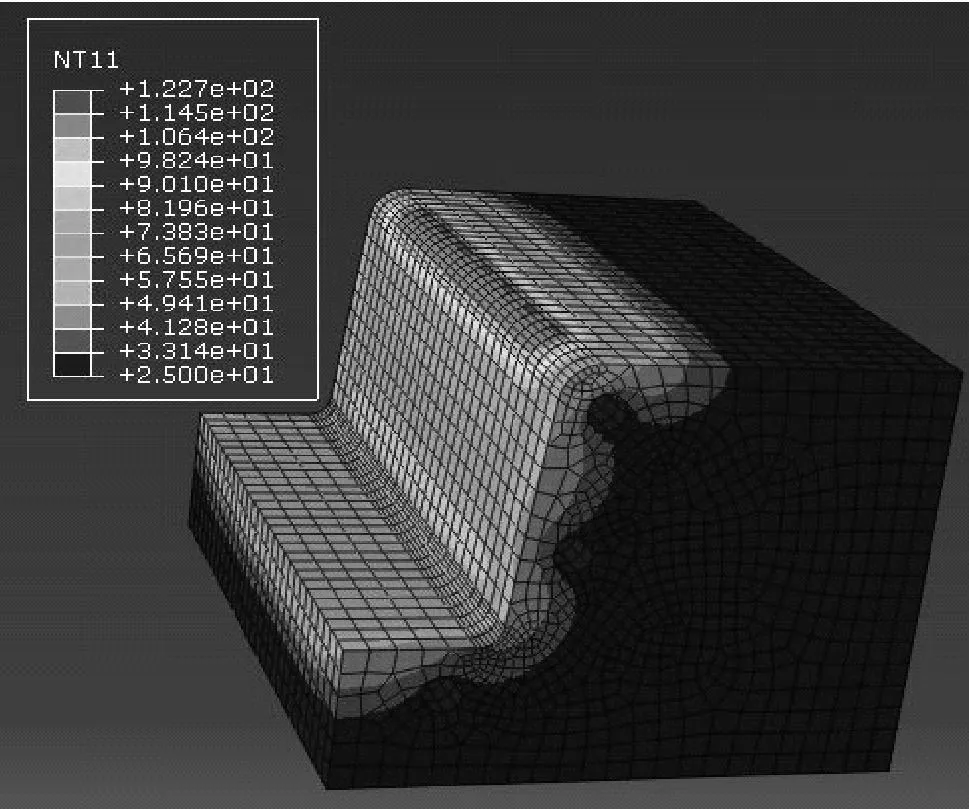
圖5 淬火結束后凹模溫度分布云圖Fig.5 Distribution of temperature on die after cooling
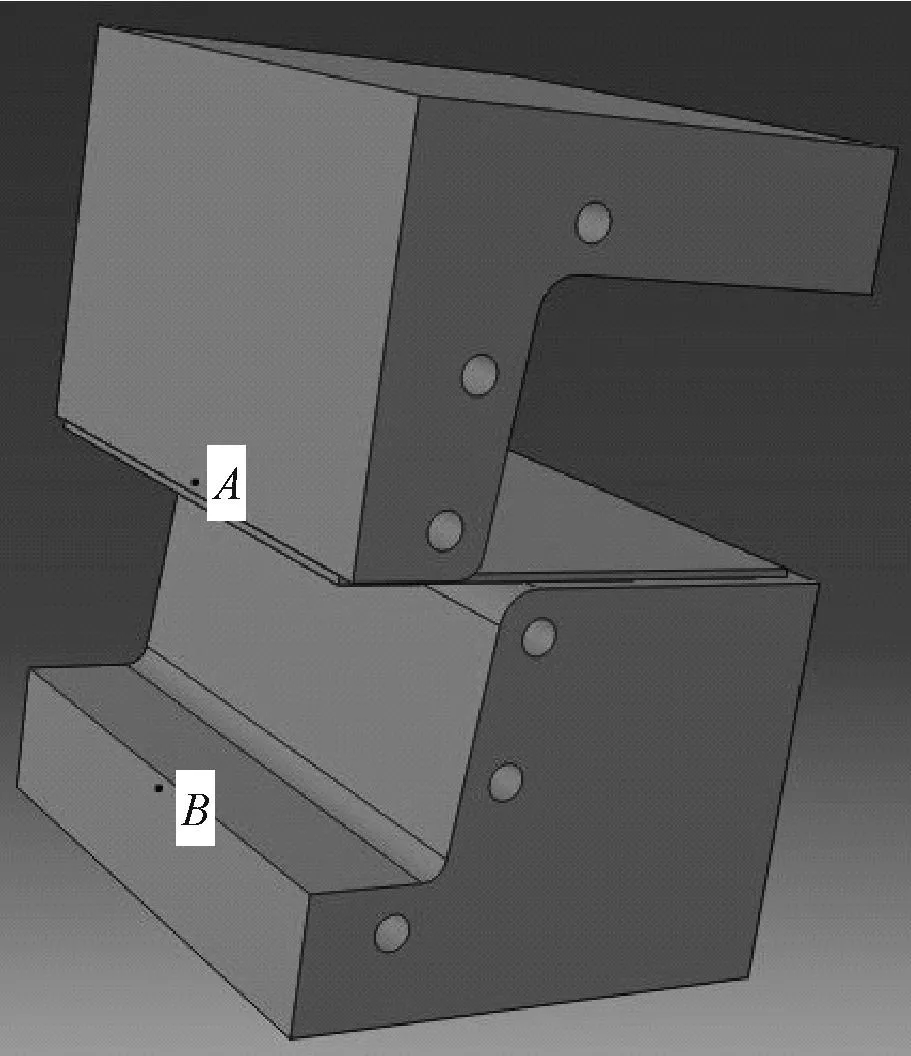
圖6 溫度參考點Fig.6 Temperature monitors
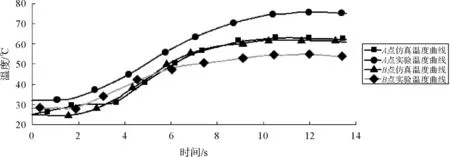
圖7 實驗與仿真溫度對比Fig.7 Temperature comparison between that by experiment and simulation
2熱沖壓模具凹模拓撲優化
拓撲優化是在特定約束條件下尋找結構中材料的最佳分布.Michell等[9]最先基于桁架理論提出結構拓撲優化設計;Dorn等[10]提出基結構法,把數值方法引入該領域;Bendsoe等[11]提出了均勻化方法,將復合材料的多孔介質理論引入拓撲優化中,在拓撲結構材料中引入帶方形空洞的單胞模型,以單胞尺寸作為設計變量,將拓撲優化轉換為相對簡單的尺寸優化問題;Mlejnek等[12]提出了變密度法,該理論通過引入一種假想的密度可變材料,定義離散單元的相對密度為設計變量,這樣結構拓撲優化問題就被轉化為材料的最優分問題.
本文基于相對密度法對熱沖壓凹模進行拓撲優化.該方法把離散單元內部的材料性質規定為常數,設計變量規定為離散單元的相對密度,用xe表示.如果原始設計單元密度為ρ0,優化后單元密度則為ρe,有[3]
ρe=xe·ρ0,
即單元材料性質隨著單元相對密度的變化而變化.假設單元彈性模量與單元相對密度呈指數關系,E0,Ee分別為優化前、后單元的彈性模量,則
Ee=(xe)p·E0.
K0和Ke分別為優化前、后的單元剛度矩陣,則
Ke=(xe)p·K0,
式中p為懲罰因子,為了使結構單元密度盡可能收斂于1或0,通常取p>1.
2.1熱沖壓凹模應力情況
圖8、圖9分別是凹模在沖壓成形和淬火結束時刻的應力云圖(單位是Pa).可知距離接觸面較遠的區域應力值非常小,即該區域對結構強度無貢獻.說明在現有加載條件下,結構比較厚重,存在減重空間.

圖8 成形結束時凹模應力云圖(t=3.6 s)Fig.8 Distribution of stress at the end of stamping for die (t=3.6 s)

圖9 淬火結束時凹模應力云圖(t=13.6 s)Fig.9 Distribution of stress at the end of quenching for die (t=13.6 s)
2.2選取關鍵受力工況
在對模具結構進行拓撲優化時,若每一時刻的受力狀態都考慮,優化的時間成本非常高.因此,選取關鍵的受力工況是進行模具結構拓撲優化的前提.
選取圖10中5個節點作為參考點,得到圖11、圖12所示板料成形和冷卻過程中凹模上參考節點位移、應力隨時間的變化圖,可知在沖壓成形結束時刻(t=3.6s)凹模變形和受力最惡劣.因此,選取凹模在沖壓成形結束時的載荷狀態進行拓撲分析.
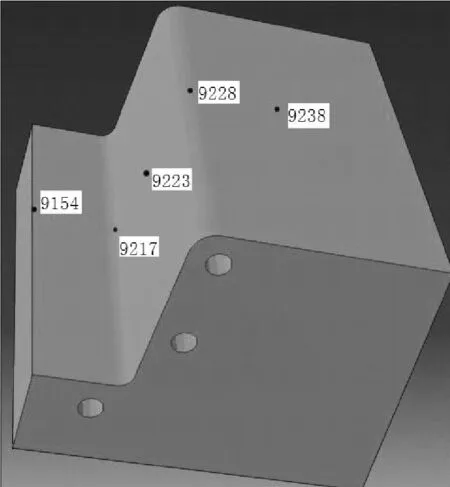
圖10 凹模參考節點Fig.10 Die reference nodes

圖11 凹模參考節點位移變化曲線Fig.11 Displacement changes for nodes in die
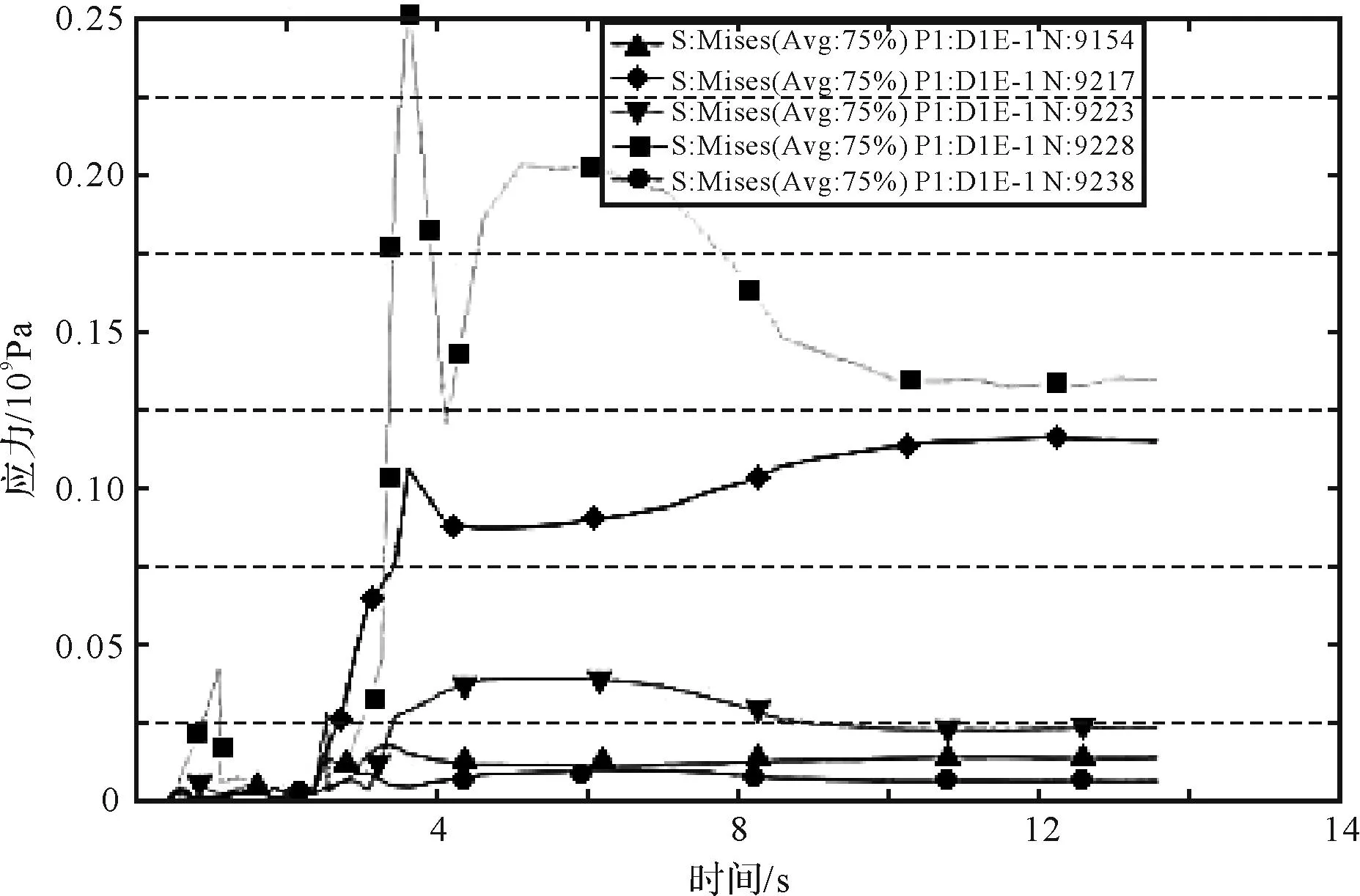
圖12 凹模參考節點應力變化曲線Fig.12 Stress changes for nodes in die
2.3建立凹模結構分析模型
拓撲優化是一個不斷逼近目標多次迭代求解的過程,如果直接利用上文的熱沖壓有限元模型進行拓撲優化,分析時間是巨大的.為此,本文采用將板料熱沖壓成形模擬和凹模拓撲優化分別進行的方案,重新建立凹模結構分析模型,將熱沖壓過程中的接觸力轉化為結構分析模型中力的邊界條件.圖13為熱沖壓成形結束時刻凹模與板料接觸應力云圖,可知板料對模具作用力主要分布在1,2,3,4四個區域,其余區域接觸應力接近于4 000Pa.
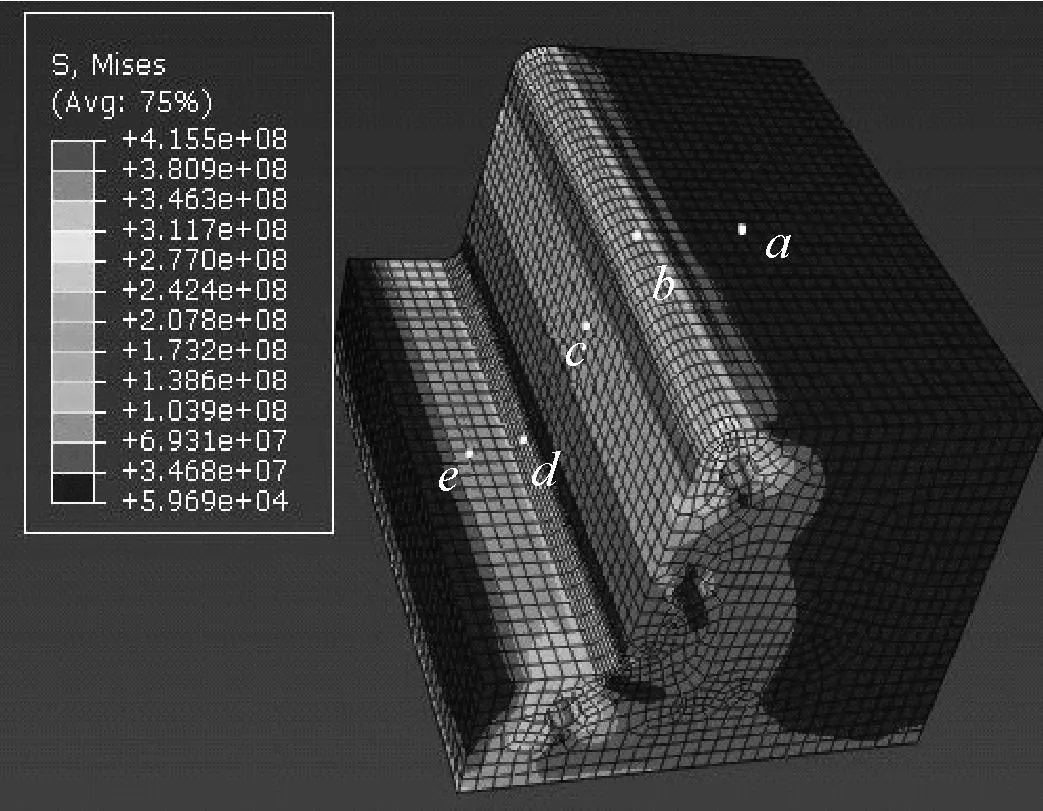
圖13 熱沖壓成形結束時凹模與板料接觸應力云圖Fig.13 Distribution of contact stresses between blank and die at the end of stamping
基于ABAQUS的腳本程序Python求出圖13中4個區域的平均接觸力,如表1所示.將4個平均接觸力作為外在載荷施加到凹模結構分析模型對應區域上,如圖14所示,并在凹模接觸表面其它區域賦予4 000Pa的接觸力.圖15為施加接觸力后凹模的接觸應力分布云圖.為了驗證該載荷賦予方法的有效性,選取圖15中a,b,c,d,e五點的應力值與熱沖壓成形結束時應力值(圖8)進行對比,對比結果如圖16所示,可知凹模結構分析模型與熱沖壓模型應力分布比較吻合,證明該結構分析模型可用于拓撲優化設計.

表1 各區域接觸應力
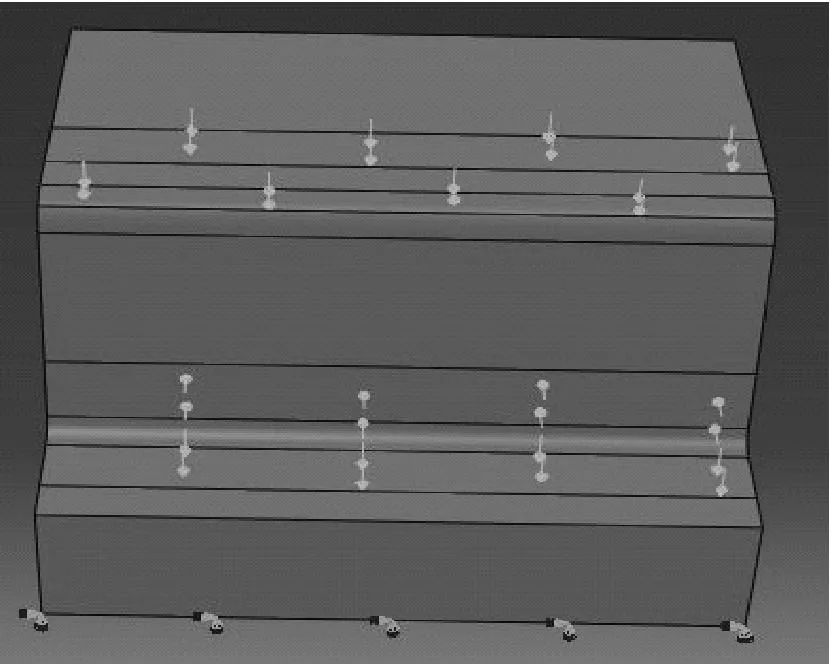
圖14 凹模結構分析模型Fig.14 Structure analysis model for die
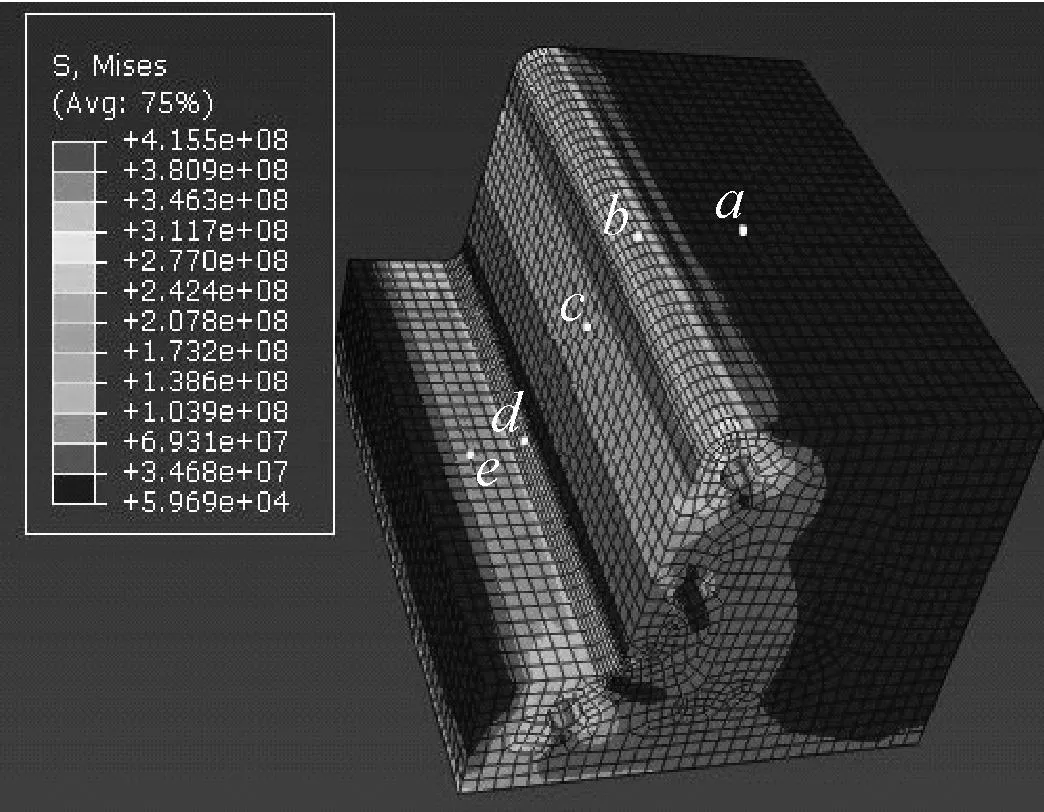
圖15 凹模結構分析模型應力分布云圖Fig.15 Distribution of stress of structure analysis model for die
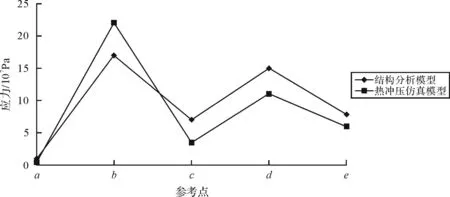
圖16 參考點應力對比情況Fig.16 Stresses comparison of reference points
2.4拓撲優化模型
為了保證優化時不影響模具冷卻管道孔,并保持凹模基本外形,劃分出一定的壁厚結構作為非設計區,剩余部分為設計區,設計區與非設計區如圖17所示.
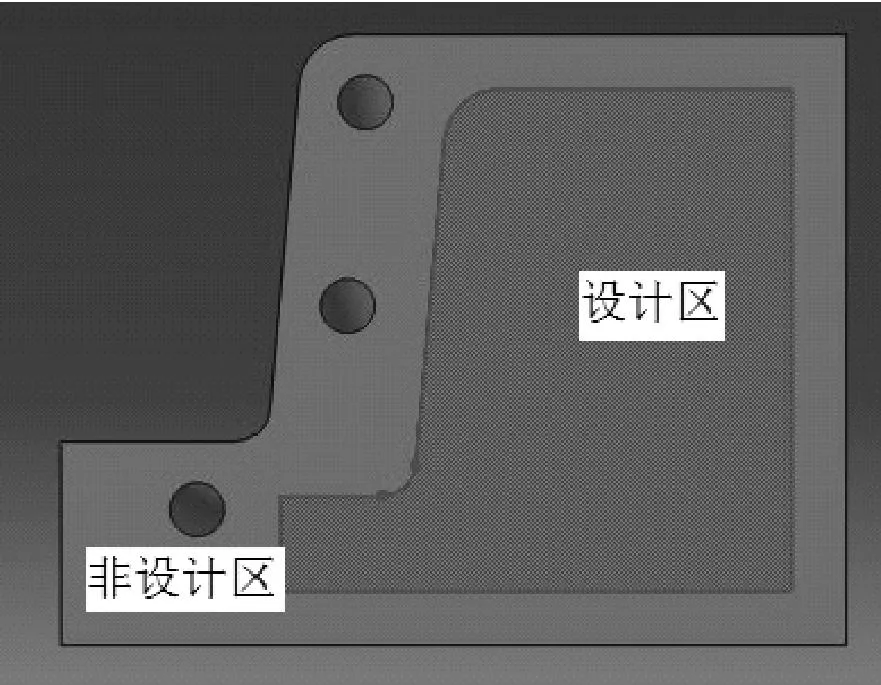
圖17 設計區與非設計區Fig.17 Design and non-design space
如圖18為熱沖壓成形結束時刻凹模變形圖(變形量×1 000),可知變形區域主要集中在凹模圓角區域(區域A)和凹模底部冷卻孔上方平面區域(區域B).
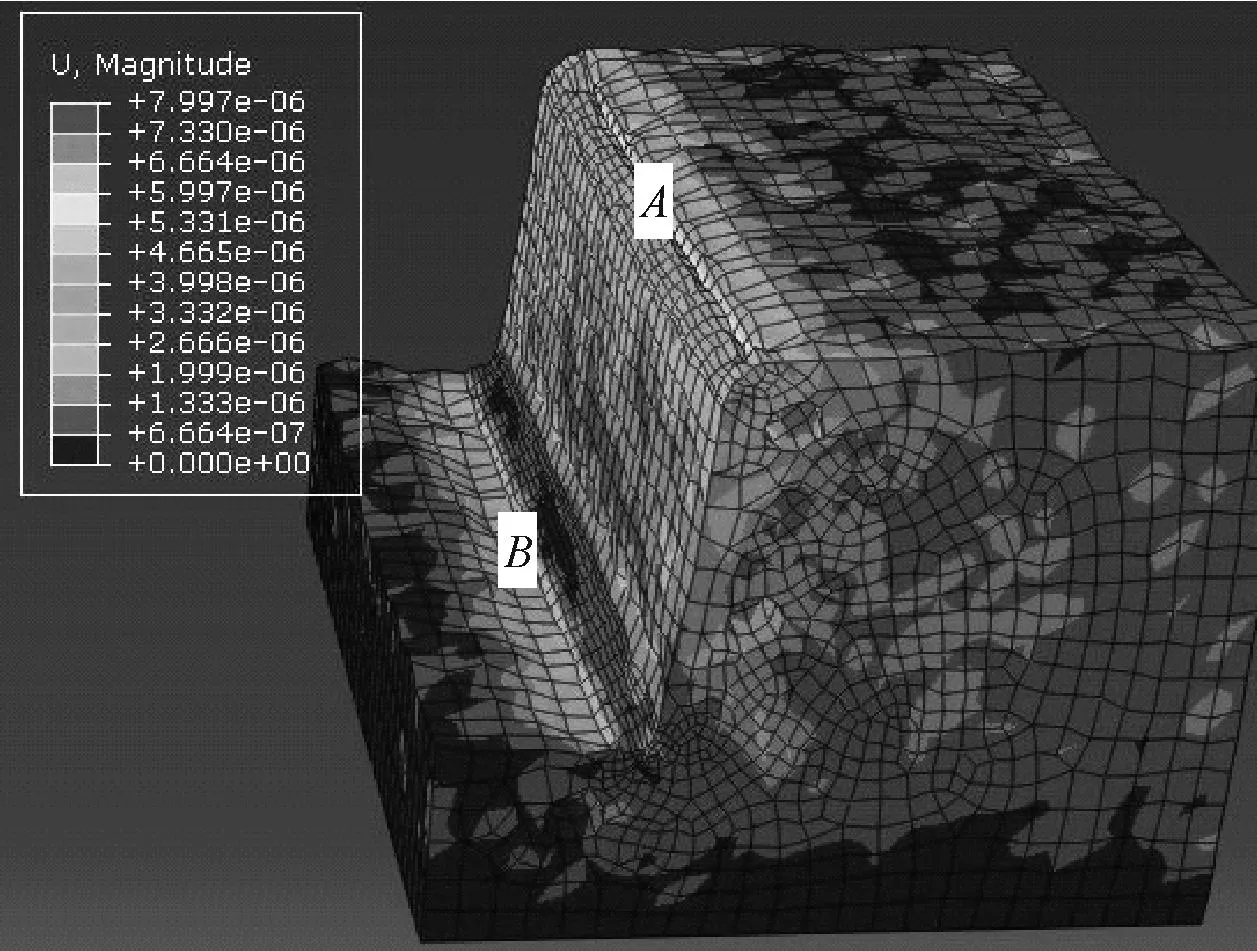
圖18 熱沖壓結束時凹模變形云圖(×1 000)Fig.18 Deformation and stress distribution at the end of hot stamping for die (×1 000)
為保證拓撲優化后凹模結構與初始結構的變形量相當,將受力后A,B兩區域最大位移分別作為設計約束,則拓撲優化目標、設計約束、設計變量數學模型為:
優化目標:minV1,
設計約束:max(DspA1)/max(DspA0)≤λ,
max(DspB1)/max(DspB0)≤λ,
F=KU.

0≤xi≤1,i=1,2,…,n.
式中:V1是優化后設計區體積;max(DspA1)為優化后區域A最大位移,max(DspA0)為優化前區域A最大位移;max(DspB1)為優化后區域B最大位移,max(DspB0)為優化前區域B最大位移;x為設計區各單元相對密度;n為單元總量;λ為調整系數.由于凹模材料的減少會降低模具剛度,為保證拓撲優化后的結構與初始結構變形量相當,此處取λ=1.05.
2.5拓撲優化結果
拓撲優化后模具材料分布如圖19所示,此時凹模設計區域質量減輕約37%,凹模結構總質量減輕約20%.
圖19 凹模結構拓撲優化結果Fig.19 Topology optimization result of die structure
對凹模拓撲優化結果進行修整后重新建立熱沖壓數值模擬有限元模型,如圖20所示.對熱沖壓成形過程重新進行數值仿真,得到成形結束后凹模位移和應力分布云圖,如圖21、圖22所示.
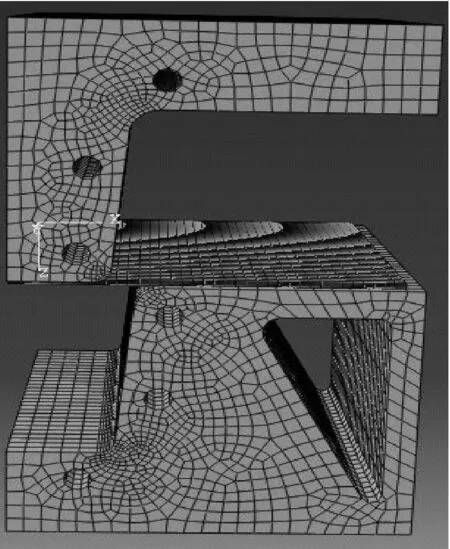
圖20 優化后熱沖壓有限元模型Fig.20 Finite element model of hot stamping after topology optimization

圖21 優化后凹模位移云圖Fig.21 Distribution of displacement of optimized die structure
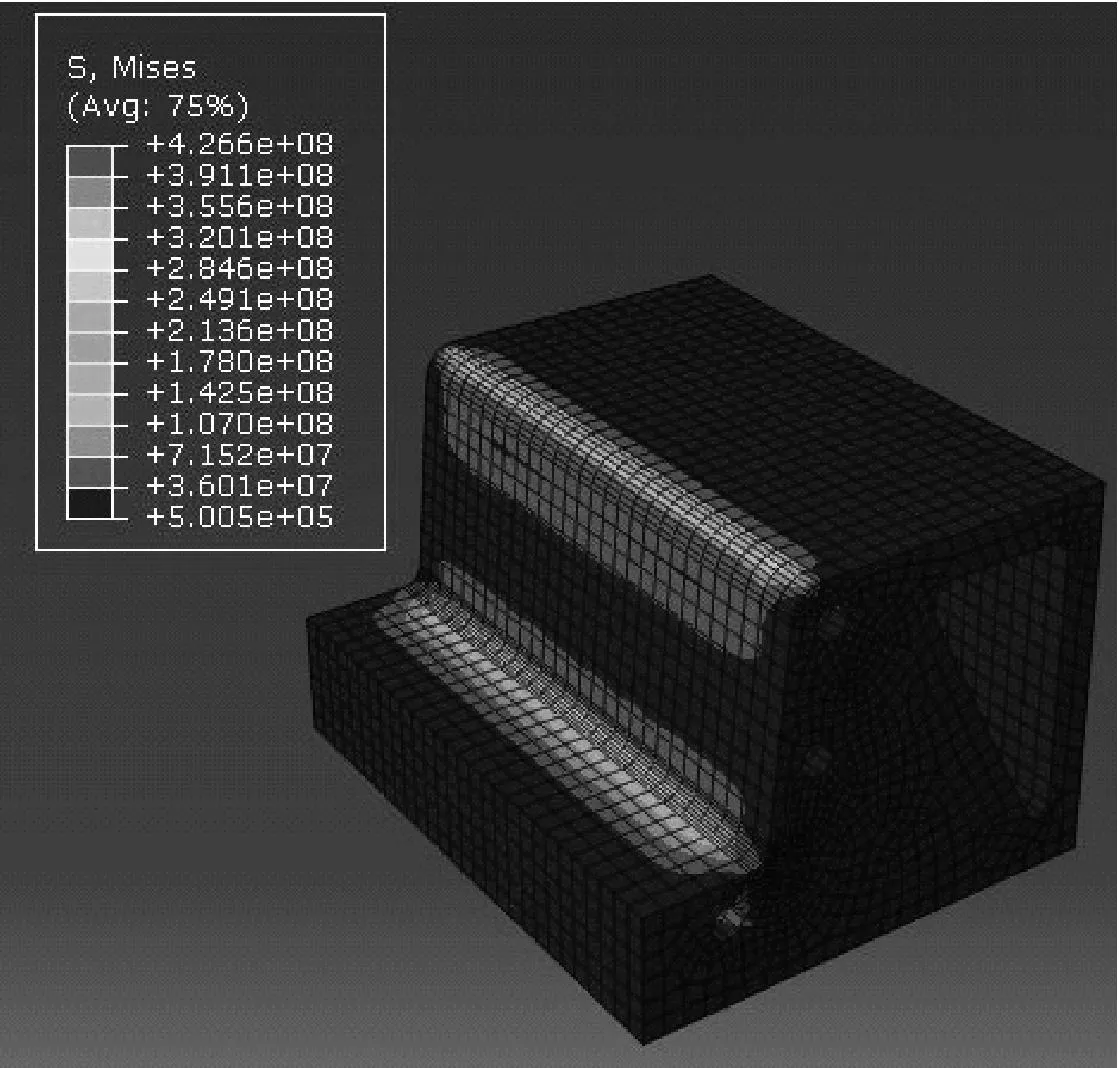
圖22 優化后凹模應力云圖Fig.22 Distribution of stresses of optimized die structure
與拓撲優化前仿真結果進行對比知,優化后凹模區域A最大位移值為8.108×10-6m,區域B最大位移值為4.097×10-6m,與原始結構最大位移值(區域A為7.997×10-6m,區域B為4.323×10-6m)相近,結構的最大應力為4.266×108Pa,與原始結構的最大應力4.148×108Pa相近.可知凹模結構在拓撲優化時,凹模受力和變形基本保持不變,結構實現減重37%.
3結論
1)建立了板料沖壓熱力耦合有限元模型,數值模擬了高強鋼板U形件的熱沖壓成形和淬火過程.
2)選取熱沖壓過程中的關鍵載荷工況,提取該狀態下板料對模具的作用力,作為凹模結構分析模型的外在載荷.
3)以單元相對密度作為設計變量,建立約束凹模結構關鍵區域節點位移的體積最小化模型,對凹模結構進行拓撲優化,最終有效減輕了凹模的設計質量.
本文研究了高強鋼板熱沖壓數值模擬的方法,提出了一種熱沖壓模具結構減重的方法.
參考文獻:
[1]NILSSONA,BIRATHF.Topologyoptimizationofastampingdie[C].The9thInternationalConferenceonNumericalMethodsinIndustrialFormingProcesses.NewYork:AIP,2007:449-454.
[2]SHEUJJ,YANGCH.Asimplifiedcolumnmodelfortheautomaticdesignofthestampingdiestructure[J].JournalofMaterialsProcessingTechnology,177 (1/3):109-113.
[3] 湯禹成,徐棟愷,陳軍.高強度鋼板復雜零件的沖壓壓邊圈拓撲優化[J].上海交通大學學報,2010,44(1):6-10.
TANGYu-cheng,XUDong-kai,CHENJun.Topologyoptimizationofblankholderstructureofstampingdieforformingcomplicatedautomotivepartofhigh-strengthsheetmetal[J].JournalofShanghaiJiaotongUniversity,2010,44(1):6-10.
[4] 劉莊.熱處理過程的數值模擬[M].北京:科學出版社, 1996:5-11.
LIUZhuang.Numericalsimulationfortheprocessofheattreatment[M].Beijing:SciencePress,1996:5-11.
[5] 李燁.熱成形模具冷卻系統優化設計[D].大連:大連理工大學運載工程與力學學部,2013:10-15.
LIYe.Theoptimizationdesignofcoolingsysteminhotstampingdies[D].Dalian:DalianUniversityofTechnology,FacultyofVehicleEngineeringandMechanics,2013:10-15.
[6] 張新悅.U形件熱成型模具冷卻系統實驗與仿真研究 [D].長沙:湖南大學機械與運載工程學院,2013:23-41.
ZHANGXin-yue.TestandsimulationstudyonU-shapedsheethotstampingmouldcoolingsystem[D].Changsha:HunanUniversity,CollegeofMechanicalandVehicleEngineering,2013:23-41.
[7] 萇群峰.鎂合金板材溫熱沖壓成形理論與實驗研究[D].上海:上海交通大學機械與動力工程學院,2007:63-65.
CHANGQun-feng.Theoreticalandexperimentalinvestigationofwarmformingofmagnesiumalloysheet[D].Shanghai:ShanghaiJiaotongUniversity,SchoolofMechanicalEngineering,2007:63-65.
[8] 衛原平,阮雪榆.金屬成形過程中熱力耦合分析技術的研究[J].塑性工程學報,1994,1(2):3-10.
WEIYuan-ping,RUANXue-yu.Astudyonthermal-mechanicalcoupledanalysistechnigueofmetalformingprocess[J].JournalofPlasticityEngineering,1994,1(2):3-10.
[9]MICHELLAGM.Thelimitsofeconomyofmaterialsinframestructures[J].PhilosophicalMagazine,1904,47(8):589-597.
[10]DORNW,GOMORYR,GREENBERGH.Automaticdesignofopticalstructures[J].DesignMechaniuque,1964, 3(1):25-52.
[11]BENDSOEMP,KIKUCHIN.Generatingoptimaltopologiesinstructuraldesignusingahomogenizationmethod[J].ComputerMethodsinAppliedMechanicsandEngineering,1988,71(2):197-224.
[12]MLEJNEKHP,SCHIRRMACHERR.Anengineer’sapproachtooptimalmaterialdistributionandshapefinding[J].ComputerMethodsinAppliedMechanicsandEngineering,1993,106(1/2):1-26.

Topology optimization of hot stamping die structureon high-strength sheet metal for U shaped part
XIE Yan-min, HE Yu-jun, ZHUO De-zhi, XIONG Wen-cheng
(Institute of Advanced Design and Manufacturing, College of Mechanical Engineering,Southwest Jiaotong University, Chengdu 610031, China)
Abstract:To reduce the production cost and use cost of hot stamping die, topology optimization of die structure was carried out based on numerical simulation about hot stamping. A finite element model based on thermal-mechanical coupled method was created through the software ABAQUS, numerical simulation on high-strength sheet metal for U shaped part’s hot forming and cooling process was conducted. The contact stresses between blank and die at critical case were extracted to be the load for topology optimization, and an optimization model which aimed to minimize structure volume with nodal displacement constraints on the die structure crucial areas was created. Topology optimization of hot stamping die structure was carried out, and the weight of die structure was reduced by 20%, and die’s stress and deformation almost kept the same with initial design conditions. The research provides reference for the study of numerical simulation for hot stamping process and topology optimization of hot stamping die structure.
Key words:high-strength steel; hot stamping; topology optimization
中圖分類號:TG 386
文獻標志碼:A
文章編號:1006-754X(2016)01-0060-07
作者簡介:謝延敏(1975—),男,四川安岳人,副教授,博士,從事先進塑性加工技術仿真和板料成形的穩健設計等研究,E-mail:xie_yanmin@home.swjtu.edu.cn.http://orcid.org//0000-0001-5056-4232
收稿日期:
2015-07-27.
本刊網址·在線期刊:http://www.journals.zju.edu.cn/gcsjxb
基金項目:國家自然科學基金資助項目(51275431).
DOI:10.3785/j.issn. 1006-754X.2016.01.010