制造過程中鍋爐省煤器集箱接管角焊縫泄漏問題
2016-03-14 02:13:35曾榴康建強尤靖輝化學工業設備質量監督檢驗中心江蘇南京0036南京三方化工設備監理有限公司江蘇南京0036
化工管理 2016年34期
曾榴康建強尤靖輝(.化學工業設備質量監督檢驗中心,江蘇 南京 0036;.南京三方化工設備監理有限公司,江蘇 南京 0036)
制造過程中鍋爐省煤器集箱接管角焊縫泄漏問題
曾榴1康建強2尤靖輝2(1.化學工業設備質量監督檢驗中心,江蘇 南京 210036;2.南京三方化工設備監理有限公司,江蘇 南京 210036)
在某公司鍋爐改造項目中,6#爐省煤器集箱在點火試車時發現排管管接頭的角焊縫出現泄漏。通過停車檢測發現泄漏處缺陷為氣孔。通過對氣孔缺陷進行處理和事故原因分析,用戶對后續供貨的集箱提出了新的驗收要求,通過合理有效的過程控制,避免了更多問題產品流入施工現場,保證了項目的順利進行。本文就事故分析處理過程及省煤器集箱接管角焊縫泄漏進行探討。
集箱;角焊縫;泄漏;過程控制
0 引言
在某公司鍋爐改造項目中,6#爐省煤器集箱在點火運行時發現有3件φ32mm×4mm的20G排管管接頭的角焊縫出現了泄漏。針對該突發事故,用戶及制造廠專門召開事故分析會議并制定了返修方案,最終點火試車工作順利完成。通過對氣孔缺陷進行處理和事故原因分析,用戶對后續供貨的產品提出了新的驗收要求,有效的在制造廠內控制了產品質量。本文就事故分析處理過程及省煤器集箱接管角焊縫泄漏進行探討。
1 6#爐省煤器集箱結構特點及泄漏事故原因分析
1.1 集箱結構特點
集箱是鍋爐的重要組成部分,是鍋爐工質混合、保證工質均勻加熱的管件,并且長周期運行在高溫高壓工況,這些特點對集箱的制造檢驗提出了很高的要求。集箱技術參數見表1。

表1 集箱技術參數
該集箱規格為φ219×20mm,材質為20G,箱體上布滿φ32×4mm的管座接頭,材質為20G,形狀復雜,結構剛性大,制造過程中對于焊接及尺寸控制有諸多要求。
1.2 泄漏事故分析
停車檢查發現本次泄漏發生在靠近左端的第一排管管接頭(紅色箭頭)處,經現場目視檢查和PT檢測,發現導致泄露的缺陷是氣孔。由于氣孔出現在容易產生氣孔缺陷的焊接起弧和收弧的位置,并且管接頭實行20%MT抽查,氣孔未被檢出,之后的水壓試驗時屬于靜壓試驗,角焊縫氬弧焊打底能穩定保壓,故無泄漏,但點火運行時給水有一定震動,沖刷以及高溫流體使焊縫產生的膨脹,同時還可能存在現場安裝時強力組裝引起的較大應力,最終使缺陷加劇導致氣孔沖穿而出現泄漏。考慮到本工程尚有3臺爐的配套集箱尚未發貨以及該爐集箱的運行可靠性,我方對5臺爐集箱制造過程進行復查,過程如下:

圖1 泄漏位置圖
(1)材料
5臺設備的集箱采用攀鋼金堂公司φ219×20mm、φ32×4mm的20G無縫鋼管、成都新大洋牌號H08Mn2SiA規格Ф2.5氬弧焊絲、成都大中華牌號ER50-6規格Ф1.2焊絲、錦西天鵝SJ101焊劑和四川大西洋牌號CHE427規格 Ф5焊條,質保書及復驗報告(力學性能、化學成分、金相和渦流等)合格。從焊材可以看出5臺爐子采用的焊接方式不同。
(2)焊接
焊接工藝評定(PQR)合格,對焊接部位完全覆蓋,能有效的指導焊接工藝(WPS)編制,滿足集箱焊接要求。焊接工藝(WPS)能全面細致的指導焊工的焊接工作。

表2 焊接工藝-自動焊及手工焊工藝參數
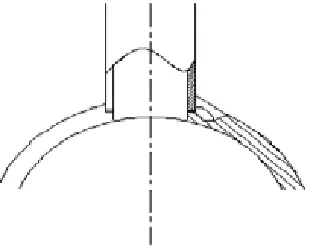
圖2 管接頭結構示意圖
通過復查焊材領用記錄單和焊接檢驗記錄卡發現,有3臺爐采用自動焊。
(3)無損檢測
工藝滿足TSG G0001-2012《鍋爐安全技術監察規程》要求:對接焊縫應符合G1502-2006 100% RT Ⅱ合格;角焊縫(Ф108以下)抽查符合CG1502-2006 20%MT Ⅰ級合格。其中MT的抽檢原則是從兩管端抽取20%。但本次泄漏事故與角焊縫僅進行20%MT抽檢有很大關系。
檢查結果表明此次氣孔系氬弧焊工打底時起弧和收弧的操作問題和自動焊蓋面收弧時的機器故障雙重因素導致的。
2 6#爐省煤器集箱泄漏事故的處理及后續供貨集箱的檢驗
2.1 6#爐省煤器集箱泄漏事故的處理
根據制造廠提供的6#爐省煤器集箱返修方案,通過挖補清除缺陷并PT檢測后進行了焊補,通過PT檢測后無缺陷。泄漏點經過返修在平穩運行一段時間后沒有出現泄漏,根據制造及運行經驗,缺陷已經成功修補,并且本身省煤器運行溫度也不高,其應力狀況也已經逐步得到釋放和改善,至此事故處理完畢。同時為排除材料及焊接質量等問題,制造廠制作各種規格試件進行解剖和檢測(包括CA、MP、金相、硬度等),結果證明材料及焊接參數等沒有問題,同時通過試件反追溯焊接過程并復查原產品的過程和資料,未發現異常問題。故集箱將能穩定運行。
2.2 后續供貨集箱的整改驗收方案和過程控制
根據我方對5臺爐過程記錄資料的審查和現場復檢情況,經各方協商,達成以下整改驗收方案:
根據前期MT檢測比例和檢測效果問題(平整度及清潔情況對檢測影響較大),剩余3臺爐的集箱排管的角焊縫全部清理打磨后進行100%MT復查。根據檢測情況進行返修,在嚴格執行返修方案的條件下,針對返修部位再進行100%MT檢測。
3 結語
此次質量問題的發生存在偶然性,但也有必然性。針對本次泄漏問題,筆者總結的經驗教訓如下。
①集箱排管角焊縫是焊工較難焊接的位置,易出現焊接缺陷。焊接控制環節不能僅僅局限于焊材、人員資質、焊接方法及焊接參數的控制上。由于焊接人為因素的影響巨大,在質保體系較為完善的廠家,作為監造方,工作重點應放在對焊工水平的巡查上,通過巡查實現監造項目中焊工的優勝劣汰,控制好焊工往往更容易把握住質量。
②對于自動焊機類的自動化設備,不論從工作效率,還是從工作效果講,都是人工不可比擬的。但是一旦出現差錯或者偏差,很容易放大為全面的錯誤。作為監造方必須抓好初期的試驗階段,在試驗階段嚴查各項質量指標,從開始就驗證好設備參數,盡早把控住質量關。
③集箱排管角焊縫是應力集中部位,制造過程中一定要嚴格控制尺寸偏差,杜絕施工現場出現強力組裝引起的裂紋。
[1]TSG G0001-2012.鍋爐安全技術監察規程[S].
[2]CG1102-94.鍋爐集箱制造技術條件[S].
[3]代發明,蔣欣,陳濤.安順電廠#3爐省煤器出口匯集集箱管座角焊縫裂紋分析[J].貴州電力技術, 2003,(5): 37~39.
[4]丁鳳琴,楊卓,張凱.鍋爐厚壁集箱的焊接工藝試驗[J].水利電力機械, 2007,(3): 40~42.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13