新型全自動活塞桿生產(chǎn)線
2016-03-15 09:00:04趙西韓王仕杰賈尚武張志娜
重型機械 2016年4期
劉 磊,趙西韓,馬 強,王仕杰,賈尚武,張志娜
(中國重型機械研究院股份公司,陜西 西安 710032)
·新技術(shù)新設(shè)備·
新型全自動活塞桿生產(chǎn)線
劉 磊,趙西韓,馬 強,王仕杰,賈尚武,張志娜
(中國重型機械研究院股份公司,陜西 西安 710032)
新型全自動活塞桿生產(chǎn)線主要由十輥矯直機、剝皮機、二輥矯直機等設(shè)備組成。該新型生產(chǎn)流程選取成品活塞桿直徑放大2 mm左右的成品棒材作為坯料,對坯料直接進(jìn)行粗矯-剝皮-精矯-鋸切加工,減少了車削和磨削工序,提高了生產(chǎn)線的生產(chǎn)效率。通過優(yōu)化整合各設(shè)備的特點,保證了產(chǎn)品的加工精度。成品棒材的直線度可達(dá)0.2 ‰,表面光潔度Ra0.8。
全自動;活塞桿;十輥矯直機;剝皮機
0 前言
液壓油缸作為一種常用的工程產(chǎn)品,在礦山工程、冶金工程及建筑工程等領(lǐng)域均得到了廣泛應(yīng)用。一個完整的油缸主要由缸體、活塞桿、密封、缸蓋等組成,其中,活塞桿作為傳輸動力的主要部件,其制造工藝性能和產(chǎn)能的高低成為油缸生產(chǎn)中至關(guān)重要的一個環(huán)節(jié)。由于活塞桿一般均為非標(biāo)單支生產(chǎn),無法實現(xiàn)流水線式生產(chǎn),整體效率低下,從而影響了整體油缸的生產(chǎn)效率。針對傳統(tǒng)的活塞桿生產(chǎn)流程相對過于繁瑣,中國重型機械研究院股份公司根據(jù)江蘇某高壓油缸生產(chǎn)廠家的生產(chǎn)要求,采用一種新型的生產(chǎn)方式,通過加工設(shè)備的重新排列組合并引進(jìn)新型生產(chǎn)技術(shù)來解決生產(chǎn)效率低下的問題。
1 傳統(tǒng)的活塞桿生產(chǎn)流程
活塞桿生產(chǎn)中粗車、精車及磨削加工需要相關(guān)專業(yè)機床加工處理,根據(jù)總加工量、加工精度要求和工件長度分配出幾道次工序,每道次工序均需經(jīng)過吊裝、裝卡、對刀等輔助工序,另外,零部件的轉(zhuǎn)運也需要協(xié)調(diào)和配合天車等工具的操作時間,所以在實際生產(chǎn)過程中,效率極為低下。另外,大多數(shù)活塞桿長度均在1.6 m以內(nèi),無法使用輥式矯直機,其粗矯和精矯工序大多采用小型自動壓力矯直機完成,此類型矯直機均采用常規(guī)“三點反彎矯直”原理,其矯直過程如下:將工件運送至矯直機框架內(nèi)輥道,內(nèi)部輥道可以垂直軸線旋轉(zhuǎn),其旋轉(zhuǎn)的同時通過彈性接觸式觸點可以判定固定五點處棒材的彎曲度,系統(tǒng)通過彎曲度的大小自動計算出所需矯直力和反彎量的大小,而后矯直機壓頭移動至彎曲度最大處進(jìn)行矯直,完成后棒材旋轉(zhuǎn),重新檢測,若合格,則完成此根棒材矯直工序,若不合格,則重復(fù)上述矯直過程。對于某些空間彎曲較多的工件,其矯直過程所耗費的時間會非常長。由于活塞桿機加工工序和矯直工序以及吊裝等輔助工序的工時過長,經(jīng)常會造成油缸整體生產(chǎn)效率低下,無法滿足工程總工期的要求。傳統(tǒng)的活塞桿生產(chǎn)流程如圖1所示。
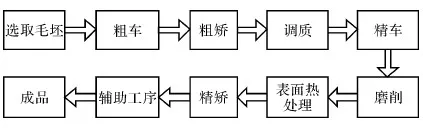
圖1 傳統(tǒng)活塞桿生產(chǎn)流程Fig.1 Traditional piston rod production process
2 新型活塞桿生產(chǎn)線工藝流程
新型活塞桿生產(chǎn)線的產(chǎn)品要求:
直線度:≤0.2 mm/m
表面光潔度:≤Ra0.8
整線生產(chǎn)速度:≥30 m/min
棒料尺寸公差要求:≤ISOf7根據(jù)新型活塞桿要求,制定了生產(chǎn)工藝流程,流程布置如圖2所示。

圖2 新型活塞桿生產(chǎn)流程Fig.2 New piston rod production process
一般情況下,生產(chǎn)設(shè)備是由生產(chǎn)工藝決定的,但是成熟設(shè)備重新排列組合同樣可以形成新的生產(chǎn)工藝。在新的活塞桿生產(chǎn)線中,中重院使用剝皮機和二輥矯直機的新組合取代了傳統(tǒng)工藝中使用的車床和磨床,從而將整線的生產(chǎn)速度由以往的≤15 m/min提高到了≥30 m/min,有效提高了生產(chǎn)效率。原有生產(chǎn)工藝中各工序設(shè)備的生產(chǎn)效率是不相匹配的,粗矯和精矯的效率較高,而粗車、調(diào)質(zhì)、精車等工序的效率低下,從而拖慢了整線的生產(chǎn)速度。新的生產(chǎn)工藝中各工序之間的效率可以很好匹配:首先,十輥矯直機和二輥矯直機均在10~40 m/min,進(jìn)口剝皮機的穩(wěn)定工作速度最高也可達(dá)40 m/min;其次,通過雙側(cè)布置、分向上料等可以有效解決生產(chǎn)線中鋸切設(shè)備和熱處理設(shè)備效率較低的問題,從而避免產(chǎn)生“木桶效應(yīng)”;另外新的生產(chǎn)線充分考慮了各生產(chǎn)設(shè)備的優(yōu)缺點,對各特有機型產(chǎn)生的產(chǎn)品缺陷,通過優(yōu)化組合盡量消除在下一工序中,整個生產(chǎn)線的設(shè)備取優(yōu)補短,銜接順暢。
2.1 粗矯
根據(jù)用戶的成品棒材長度較長(≥4 m)的特點,粗矯選用效率和穩(wěn)定性較高的十輥矯直機機型。該矯直機采用了準(zhǔn)雙曲線結(jié)合深淺凹型曲線的復(fù)合輥系,提高反彎次數(shù),減少反彎節(jié)距,避免了頭尾彎曲,提高了矯直精度,而且優(yōu)化設(shè)計的復(fù)合輥系可滿足全部產(chǎn)品規(guī)格的棒材矯直要求。同時該矯直機采用恒壓對輥壓緊原理,變剛性機架為柔性機架。在矯直過程中,矯直輥動態(tài)壓緊旋轉(zhuǎn)前進(jìn)的棒材,使棒材各個方向的彎曲都達(dá)到了良好的矯直效果。動態(tài)壓緊可降低對棒材原始尺寸公差和孔型調(diào)整精度的要求,使孔型調(diào)整更加方便。該粗矯過程確保矯后棒料的全長直線度(包含棒材頭尾)控制在1‰以內(nèi),很好地滿足了后續(xù)進(jìn)口剝皮設(shè)備的入料要求。
2.2 剝皮
通過對比國內(nèi)外剝皮設(shè)備的比較,選用了進(jìn)口剝皮設(shè)備。該剝皮機主要由傳送臺、進(jìn)料輥道、主機本體和出料單元等組成。傳送臺用于承接十輥矯直機的棒料,由傳送臺末端的三爪撥料將棒料撥入進(jìn)料輥道。輥道為浮動可升降式,可根據(jù)棒料直徑大小調(diào)整至合適位置,將棒料輸送至固定操作刀盤內(nèi)部。主機工作時,為保證剝皮質(zhì)量,相鄰棒料的前后端是相互接觸的。主機本體由四個剝頭單元組成,每個剝頭單元主要由內(nèi)外兩個組件組成,均單獨調(diào)整和傳動。剝頭單元前部裝有冷卻噴嘴,用于消除刀具快速切削時產(chǎn)生的熱量累積。出料單元前端配備激光在線直徑測量系統(tǒng),可測量剝皮后棒材尺寸,為刀具磨損自動補償進(jìn)刀量。
新型生產(chǎn)流程中,選取成品活塞桿直徑放大2 mm左右的成品棒材作為坯料,將成品調(diào)質(zhì)后的棒材直接進(jìn)行矯直,再通過剝皮機快速并小進(jìn)刀量的工作模式進(jìn)行加工,由于減少了車削和磨削工序,材料損耗僅為傳統(tǒng)生產(chǎn)工藝的20%。進(jìn)口剝皮機的單次進(jìn)刀量最高可達(dá)直徑方向6 mm左右,即使在棒料超差的極個別情況下也能正常使用。剝皮機的穩(wěn)定運行速度高達(dá)40 m/min,效率高和穩(wěn)定性好,可以很好匹配整線效率。剝皮后的棒料均會在棒料頭部形成倒角,避免了損壞后續(xù)精矯過程中矯直機配備的尼龍材質(zhì)導(dǎo)板。
2.3 精矯
精矯工序采用國產(chǎn)二輥矯直機設(shè)備。該二輥矯直機主要由前后輸入輸出輥道、前后夾送裝置和主機本體組成。前夾送裝置位于兩輥矯直機之前、輸入輥道之后,用來將棒材夾緊送入矯直機;主機本體為二梁四柱的二斜輥式結(jié)構(gòu)。兩輥均為主動,配有壓下傳動機構(gòu),下輥設(shè)置恒壓保護(hù)液壓負(fù)荷缸,上下輥均配有角度調(diào)整機構(gòu),輥縫兩側(cè)配有側(cè)導(dǎo)板等裝置。該二輥矯直機采用如圖3所示的全接觸式矯直滾光輥型,對圓材施加足夠的壓緊力,壓緊力超過圓材的屈服強度,使棒材表面接近矯直輥的表面質(zhì)量。通過二輥矯直機特有的碾光作用可以消除棒料剝皮過程中產(chǎn)生的波型刀紋,大幅度提高棒材的表面質(zhì)量。
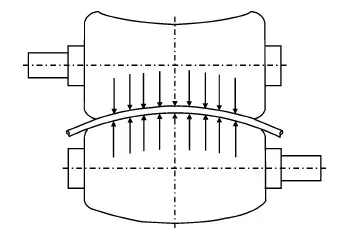
圖3 全接觸輥形Fig.3 Full-touch roller shape
2.4 鋸切
鋸切設(shè)備選用了圓盤式冷鋸機。為保證切削精度和穩(wěn)定性,其鋸片圓周速度v與普通冷鋸機大致相同,v≤110 m/s;而進(jìn)鋸速度u≤30 mm/s,較普通軋線設(shè)備緩慢許多。切口平滑,粗糙度可達(dá)0.8以內(nèi)。根據(jù)后續(xù)長度要求,鋸切設(shè)備將棒材切頭、切尾后切斷至合適長度。如圖4所示的成品棒材的直線度可達(dá)0.2‰,表面光潔度可在0.8 μm以內(nèi)。
圖4 成品棒材Fig.4 Finished bar
3 結(jié)論
新的生產(chǎn)工藝可實現(xiàn)全自動生產(chǎn)。由十輥矯直機上料開始到棒料鋸切分揀裝框結(jié)束,全線設(shè)備均可通過電氣控制實現(xiàn)自動上下料、自動調(diào)整參數(shù)等功能,在實際生產(chǎn)過程中,無需人工干預(yù)即可實現(xiàn)全線安全快速生產(chǎn)。突發(fā)情況下,設(shè)備會自動停止并報警顯示故障代碼,便于維護(hù)人員檢修。同時,新的生產(chǎn)流程實現(xiàn)了棒料生產(chǎn)的單向運行,省去棒料在各工序間的調(diào)運過程,防止了調(diào)運過程中的損傷。
該生產(chǎn)線于2012年10月底正式投產(chǎn)至今,已產(chǎn)出合格活塞桿近10萬余根,累計已創(chuàng)造生產(chǎn)效益近3億元。生產(chǎn)線規(guī)格覆蓋棒材直徑Φ40~Φ140 mm,品種包括45鋼、軸承鋼、齒輪鋼等。此條生產(chǎn)線的達(dá)產(chǎn)成功,為其他油缸廠生產(chǎn)工藝的調(diào)整和改進(jìn)提供了很好的借鑒。
[1] 崔甫 .矯直原理與矯直機械[M].北京:冶金工業(yè)出版社,2002.
[2] 趙西韓,薛紅衛(wèi),趙永平. 可變恒壓動態(tài)矯直技術(shù)與應(yīng)用[J].重型機械,2006(6):34-36.
[3] 趙西韓,王仕杰,盧星等. 二輥矯直滾光機的輥形設(shè)計[J].重型機械,1001-196X(2012)04-0073-04.
[4] 熬列偉,熊西.二輥矯直輥面接觸應(yīng)力的計算 [J].重型機械,2000,(1):34-35.
[5] 呂慕禹.ZQJ-40 雙凹輥式矯正機的試驗與分析 [J].山西機械,2001,(2):41-44.
[6] 馮曉若. 圓材矯直的理論與實踐 [J].山西機械,2001,(2):34-35.
[7] 劉志亮,張文志,王英杰 [J].燕山大學(xué)學(xué)報,2008,(2):100-105.
[8] 劉勇,雙遠(yuǎn)華等 二輥矯直過程工藝參數(shù)研究[J].重型機械,2011,(6):31-36.
[9] 矯慶春,黃曉娟. 矯直機矯直輥設(shè)計分析[J].冶金設(shè)備,2005,(3):26-28.
[10]賴興濤,劉玉文. 一種新型的棒材與管材矯直輥輥型的設(shè)計方法[J].寶鋼技術(shù),2004,(6):1-3.
[11]胡大超,陳豪敏. 棒管材矯直機輥形曲面的設(shè)計研究[J].機械設(shè)計與制造,2009,(2):145-146.
[12]賀鎮(zhèn),胡高舉,鄭才剛. 兩輥對輥式管棒材矯直機輥形設(shè)計[J].機械,2001,28 (6):58-59.
[13]井永水,竇忠強,李忠富. 矯直理論的新探索[J].北京科技大學(xué)學(xué)報,2002,24 (1):64-66.
[14]劉鴻文. 材料力學(xué)[M]. 北京:高等教育出版社,1982.
[15]宜亞麗. 矯直系統(tǒng)運動與力學(xué)研究分析[J] .機械設(shè)計與制造,2005,(2):3-4.
A new type of full automatic piston rod production line
LIU Lei, ZHAO Xi-han, MA Qiang, WANG Shi-jie,JIA Shang-wu,ZHANG Zhi-na
(China National Heavy Machinery Research Institute Co., Ltd., Xi’an 710032 ,China)
New type of automatic production line for piston rod is mainly composed of ten roller straightening machine, peeling machine and two roller straightening machine. The production process select finished bar as blank, the bar is the diameter enlarged about 2 mm a piston rod. To blank roughly straightening, peeling, accurately straightening-cutting can be directly processed, and turning and grinding process is reduced, the production efficiency is improved. Product processing accuracy is ensured by optimizing and integrating of the equipment characteristics. Finished bar straightness can reach 0.2 ‰, and its surface roughness can reach Ra0.8.
full-automatic; piston rod; ten-roll bar straightening machine; peeling machine
2016-01-06;
2016-02-19
劉磊(1983-),男,工程師,河南南陽人,主要從事棒材矯直機的研發(fā)工作。
TH 136
A
1001-196X(2016)04-0008-04
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
甘肅教育(2020年14期)2020-09-11 07:57:42
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32
消費者報道(2014年7期)2014-07-31 11:23:57
