
管端加工鏜銑機(jī)床電氣控制系統(tǒng)設(shè)計(jì)與應(yīng)用
2016-03-15 09:00:05王紅斌
重型機(jī)械 2016年4期
王紅斌
(浙江久立特材科技股份有限公司,浙江 湖州 313008)
管端加工鏜銑機(jī)床電氣控制系統(tǒng)設(shè)計(jì)與應(yīng)用
王紅斌
(浙江久立特材科技股份有限公司,浙江 湖州 313008)
介紹一種新型管端加工鏜銑機(jī)床電氣控制系統(tǒng)設(shè)計(jì)與應(yīng)用,該系統(tǒng)包括機(jī)組邏輯控制、伺服系統(tǒng)控制和HMI控制管理三部分。控制系統(tǒng)采用不同通訊方式實(shí)現(xiàn)數(shù)據(jù)通訊;采用伺服系統(tǒng)自動(dòng)調(diào)整主軸中心位置,刀盤中心與坯料圓心重合,誤差小于0.01 mm;采用主軸箱切削速度控制,使切削速度控制精度可達(dá)到0.5%;優(yōu)化速度環(huán)的比例增益Kp和積分作用時(shí)間Ki,機(jī)床運(yùn)行平穩(wěn)。
管端加工;切削速度;控制系統(tǒng)
0 前言
隨著鋼管生產(chǎn)技術(shù)的發(fā)展以及用戶對鋼管質(zhì)量要求的提高,特別是由于用戶對交貨鋼管端部狀態(tài)的特殊要求,鏜銑機(jī)床已成為鋼管生產(chǎn)線上不可或缺的設(shè)備。鏜銑機(jī)床設(shè)備主要用于對鋼管端部的加工,包括內(nèi)外倒角、去毛刺、平端面等,以滿足API、ASTM等相關(guān)標(biāo)準(zhǔn)要求。2014年,由中國重型機(jī)械研究院股份公司設(shè)計(jì)的國內(nèi)第一臺高精度三坐標(biāo)管端加工鏜銑機(jī)床在浙江湖州久立集團(tuán)投入使用,該設(shè)備采用交流電氣伺服系統(tǒng)實(shí)現(xiàn)機(jī)頭進(jìn)給,調(diào)整刀具,大大提高了產(chǎn)品精度和加工效率。本文主要對久立集團(tuán)φ508管端加工鏜銑機(jī)床電氣系統(tǒng)進(jìn)行介紹。
1 φ508管端加工鏜銑機(jī)床設(shè)備參數(shù)
該設(shè)備主要由機(jī)械設(shè)備、電氣設(shè)備、液壓設(shè)備組成。設(shè)備主要參數(shù)如下:
產(chǎn)品規(guī)格φ89~φ508 mm
產(chǎn)品長度 11700~12500 mm
產(chǎn)品材質(zhì) X42-X70(L290-L485)
產(chǎn)品壁厚 5~25 mm
坡口角度 32.5°
鈍邊厚度 1.7 mm
坡口粗糙度Ra1.6 mm
生產(chǎn)效率 60根/小時(shí)
2 電氣系統(tǒng)設(shè)計(jì)與組成
φ508管端加工鏜銑機(jī)床電氣控制系統(tǒng)包括機(jī)組邏輯控制、伺服系統(tǒng)控制和HMI控制管理三部分板塊,它實(shí)現(xiàn)了主軸箱切削速度控制,進(jìn)給伺服電機(jī)位置控制,伺服系統(tǒng)自動(dòng)調(diào)整主軸中心位置,機(jī)組自動(dòng)化控制等。HMI 系統(tǒng)具有數(shù)據(jù)庫功能,可根據(jù)不同規(guī)格坯料調(diào)取機(jī)組對應(yīng)工藝參數(shù),并和上位系統(tǒng)、機(jī)組CPU建立網(wǎng)絡(luò)通訊,實(shí)時(shí)監(jiān)控機(jī)組運(yùn)行狀況。
2.1 系統(tǒng)組成
本控制系統(tǒng)的CPU選用了力士樂公司MLC40運(yùn)動(dòng)控制器,該控制器即可實(shí)現(xiàn)邏輯控制,也集成了運(yùn)動(dòng)控制功能。MLC 通過Profibus-DP通訊將各個(gè)分散控制從站連接起來,實(shí)現(xiàn)機(jī)組的單動(dòng)、上下料半自動(dòng)、機(jī)頭半自動(dòng)鏜銑、機(jī)組全自動(dòng)運(yùn)行;伺服控制系統(tǒng)采用整流-逆變分體方案,一臺整流單元(HMV)拖動(dòng)六臺逆變單元(HMS)工作,可將電機(jī)制動(dòng)時(shí)產(chǎn)生的反向電流回饋到電網(wǎng),伺服系統(tǒng)和MLC采用Sercos光纖通訊;HMI人機(jī)界面選用研華工業(yè)用計(jì)算機(jī),和MLC通過以太網(wǎng)通訊。系統(tǒng)網(wǎng)絡(luò)組成如圖1所示。

圖1 系統(tǒng)網(wǎng)絡(luò)組成Fig.1 System network
2.1.1 Profibus-DP通訊
MLC與各個(gè)DP分散站、變頻器通訊采用Profibus-DP協(xié)議。可實(shí)現(xiàn)設(shè)備的手動(dòng)、分段自動(dòng)和整機(jī)全自動(dòng)的控制,并可監(jiān)控機(jī)組中所有數(shù)字、模擬量檢測開關(guān)的狀態(tài)和數(shù)據(jù);變頻電機(jī)的實(shí)時(shí)電流、轉(zhuǎn)速等重要參數(shù)均可通過通訊網(wǎng)絡(luò)反饋到MLC上,參與電氣控制并通過HMI人機(jī)界面顯示出來;液壓站、潤滑站的啟停控制,關(guān)鍵的壓力、流量、液位檢測信息均可回饋至MLC。
2.1.2 Sercos光纖通訊
MLC與伺服控制系統(tǒng)通訊采用Sercos協(xié)議。Sercos(串行實(shí)時(shí)通信協(xié)議)是一種用于數(shù)字伺服和傳動(dòng)系統(tǒng)的現(xiàn)場總線接口和數(shù)據(jù)交換協(xié)議,能夠?qū)崿F(xiàn)處理器與伺服控制系統(tǒng)之間的實(shí)時(shí)數(shù)據(jù)通訊。協(xié)議以光纖作為傳輸導(dǎo)體,實(shí)現(xiàn)系統(tǒng)內(nèi)所有控制單元的串行閉環(huán)連接,在周期時(shí)間內(nèi)完成實(shí)時(shí)數(shù)據(jù)和命令的交換,周期時(shí)間可根據(jù)系統(tǒng)控制精度自由調(diào)節(jié),最小250/500us,最大65ms;波特率范圍在(2、4、8、16)MB之內(nèi),在MDT和AT中可配置的數(shù)據(jù)最大數(shù)量均為32字節(jié) ,但設(shè)定量取決于周期時(shí)間的設(shè)定。這種高速率的通訊方式可保證伺服電機(jī)有極高響應(yīng),更精確的位置、速度控制。
2.1.3 Ethernet以太網(wǎng)通訊
MLC與HMI、上位控制系統(tǒng)通訊采用Ethernet以太網(wǎng)協(xié)議,該協(xié)議現(xiàn)在廣泛應(yīng)用于工業(yè)自動(dòng)化領(lǐng)域中。它采用TCP/IP協(xié)議,主站和從站都分配有各自的IP地址,從而實(shí)現(xiàn)各站之間的數(shù)據(jù)通訊。HMI系統(tǒng)選用研華工業(yè)計(jì)算機(jī),它存儲空間大,可大量保存設(shè)備和工藝參數(shù),并能做到不同規(guī)格坯料自動(dòng)調(diào)取加工參數(shù),縮短加工時(shí)間,提高工作效率。此外,通過機(jī)組各個(gè)從站反饋給MLC的信息,HMI可隨時(shí)顯示、調(diào)用當(dāng)前或歷史故障報(bào)警記錄。
2.2 主軸箱電氣控制系統(tǒng)
主軸箱電氣控制系統(tǒng)主要由三部分組成,包括切削主運(yùn)動(dòng);主軸中心自動(dòng)調(diào)整;主軸箱自動(dòng)進(jìn)給。其各部分控制原理如下:
2.2.1 切削主運(yùn)動(dòng)
主切削電機(jī)選用交流變頻電機(jī),功率55 kW,基速1000轉(zhuǎn)/min,采用變頻無級調(diào)速和三檔手工調(diào)速組合,滿足多種材質(zhì)和全規(guī)格最佳切削速度要求。由于坯料大多是厚壁、大直徑的不銹鋼管,如果機(jī)頭切削速度震蕩過大,會(huì)在切削坡口產(chǎn)生較大的震蕩波紋,因此對機(jī)頭切削速度要求誤差不大于正負(fù)1%;工料加工完成后,主電機(jī)停止運(yùn)行,根據(jù)工藝要求,停機(jī)時(shí)刀架需停留在45°~60°范圍內(nèi),這就要求主電機(jī)能夠?qū)崿F(xiàn)快速、準(zhǔn)確的制動(dòng)停車。根據(jù)以上要求,主電機(jī)控制單元選用了西門子6SE70矢量型變頻器,并外置制動(dòng)單元和制動(dòng)電阻,通過安裝在變頻電機(jī)尾部的增量型編碼器實(shí)時(shí)回饋速度實(shí)際值,形成速度調(diào)節(jié)器的閉環(huán)控制系統(tǒng),速度控制精度可達(dá)到0.5%;根據(jù)編碼器實(shí)時(shí)反饋的位置實(shí)際值,可計(jì)算出刀具的實(shí)際位置,通過提前減速在低速范圍內(nèi),當(dāng)編碼器實(shí)際值等于設(shè)定值時(shí) ,主電機(jī)快速制動(dòng)停車,可以準(zhǔn)確控制刀具的停車位置。
2.2.2 主軸中心自動(dòng)調(diào)整
由于坯料圓度不一,尺寸差別較大,根據(jù)來料不同要求刀盤主軸中心可調(diào)節(jié),調(diào)節(jié)范圍3 mm,刀具有仿形浮動(dòng)功能,倒角角度固定。刀盤主軸中心X、Y坐標(biāo)的調(diào)整通過伺服電機(jī)控制,伺服電機(jī)直聯(lián)滾珠絲杠,通過絲母帶動(dòng)運(yùn)動(dòng)體在直線導(dǎo)軌上運(yùn)動(dòng),使得刀盤主軸中心和坯料圓心重合,位置調(diào)整誤差0.01 mm,調(diào)整結(jié)束后由液壓機(jī)構(gòu)來鎖緊,從而保證了主軸精度和剛性。X、Y軸的機(jī)械調(diào)整機(jī)構(gòu)如圖2所示。
圖2 X、Y軸機(jī)械調(diào)整機(jī)構(gòu)Fig.2 X, Y axis mechanical adjusting mechanism
負(fù)載重量M=5 000 kg,絲杠螺距PB=20 mm,絲杠直徑DB=63 mm,絲杠重量MB=200 kg,摩擦系數(shù)μ=0.2,機(jī)械效率η=0.9,負(fù)載移動(dòng)速度V=30 mm/min;加速時(shí)間t1,勻速時(shí)間t2,減速時(shí)間t3。
根據(jù)上述機(jī)械結(jié)構(gòu)、參數(shù)可計(jì)算出所需伺服電機(jī)的參數(shù),具體計(jì)算公式如下:
負(fù)載折算到電機(jī)軸上的轉(zhuǎn)動(dòng)慣量JW= 2M·(PB/2π);
絲桿轉(zhuǎn)動(dòng)慣量JB=MB·DB/8;
總負(fù)載慣量JL=JW+JB;
電機(jī)所需轉(zhuǎn)速N=V/PB;
克服摩擦力所需轉(zhuǎn)矩Tf=M·g·μ·PB/(2πη);
負(fù)載加速時(shí)所需轉(zhuǎn)矩TA1=M·a·PB/(2πη);
絲桿加速時(shí)所需要轉(zhuǎn)矩TA2=JB·α/η=JB·N·2π/(60t1η);
加速所需總轉(zhuǎn)矩TA=TA1+TA2;
加速扭矩Ta=TA+Tf;勻速扭矩Tb=Tf;減速扭矩Tc=TA-Tf
實(shí)效扭矩Trms=sqrt[(Ta2·t1+Tb2·t2+Tc2·t3)/(t1+t2+t3)]
伺服電機(jī)額定扭矩T>Tf且T>Trms
伺服電機(jī)最大扭矩Tmax>Tf+TA
依據(jù)上述計(jì)算,選用了力士樂公司MSK系列同步交流伺服電機(jī),該電機(jī)具有大轉(zhuǎn)矩低慣量,響應(yīng)速度高的特性。伺服電機(jī)自身安裝一臺絕對值編碼器,既可以作為電機(jī)控制的反饋系統(tǒng),又可以實(shí)時(shí)提供主軸中心的絕對位置,系統(tǒng)斷電后可保持?jǐn)?shù)據(jù),不會(huì)丟失。在進(jìn)給時(shí)內(nèi)層調(diào)整的伺服電機(jī)通過內(nèi)渦輪、蝸桿副驅(qū)動(dòng)內(nèi)偏心轉(zhuǎn)筒旋轉(zhuǎn)實(shí)現(xiàn)一個(gè)坐標(biāo)的進(jìn)給,外層調(diào)整的伺服電機(jī)在通過外渦輪、蝸桿副驅(qū)動(dòng)外偏心轉(zhuǎn)筒旋轉(zhuǎn)實(shí)現(xiàn)另一個(gè)坐標(biāo)的進(jìn)給控制的同時(shí)對內(nèi)層調(diào)整時(shí)在另一坐標(biāo)產(chǎn)生的位移進(jìn)行補(bǔ)償,運(yùn)用插補(bǔ)原理可以實(shí)現(xiàn)復(fù)雜曲面加工。
在實(shí)際應(yīng)用中,通過這兩臺伺服電機(jī)調(diào)節(jié)刀盤中心與坯料圓心重合,誤差小于0.01 mm,很少發(fā)生損傷刀具的情況。
2.2.3 主軸箱自動(dòng)進(jìn)給
主軸箱采用經(jīng)典重載機(jī)床支撐結(jié)構(gòu),適用于連續(xù)重載切削。主軸箱進(jìn)給移動(dòng)由伺服電機(jī)、安全扭矩聯(lián)軸器及高精度帶預(yù)緊滾珠絲杠來實(shí)現(xiàn),保證了切削的穩(wěn)定性。主軸箱運(yùn)動(dòng)軌跡如圖3,其中:曲線1代表位置曲線;曲線2代表速度曲線;曲線3代表加速度曲線正常切削工作時(shí),主軸箱從零位開始高速前進(jìn),在極短的時(shí)間內(nèi)高速前進(jìn)至加工工位,此時(shí)進(jìn)入加工階段,主軸箱低速進(jìn)給,根據(jù)不同工藝設(shè)置不同進(jìn)給距離。坯料端面加工完成后,主軸箱快速回退至零位,切削結(jié)束。主軸箱機(jī)械結(jié)構(gòu)原理如圖2所示,與調(diào)節(jié)主軸中心伺服電機(jī)不同的是,主軸箱進(jìn)給伺服電機(jī)要求在啟動(dòng)后極短的時(shí)間內(nèi),高速運(yùn)行,快速響應(yīng);正常切削時(shí),要求低速進(jìn)給,穩(wěn)定無震蕩;切削結(jié)束后,高速回退,準(zhǔn)確停車。在現(xiàn)場應(yīng)用過程中發(fā)現(xiàn),如果把電機(jī)特性調(diào)節(jié)過軟,主軸箱精進(jìn)給時(shí)會(huì)有震蕩;如果把電機(jī)特性調(diào)節(jié)過硬,在主軸箱加減速時(shí)會(huì)對機(jī)械設(shè)備造成過大沖擊,因此需要對電機(jī)速度環(huán)關(guān)鍵參數(shù)進(jìn)行優(yōu)化。速度環(huán)控制原理如圖4所示。參數(shù)1代表比例增益參數(shù)2代表積分時(shí)間。
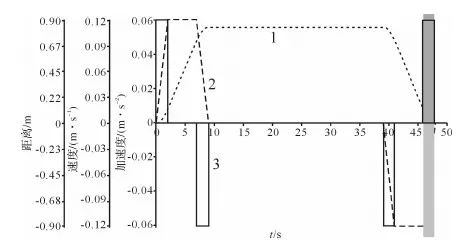
圖3 主軸箱運(yùn)動(dòng)軌跡Fig.3 Moving trail of spindle box

圖4 速度環(huán)控制原理Fig.4 Speed loop control principle
伺服驅(qū)動(dòng)器的控制由多種回路構(gòu)成,其中包含有速度控制器、電流控制器、位置控制器。速度環(huán)控制根據(jù)速度給定值和編碼器反饋回來的速度實(shí)際值,進(jìn)行實(shí)時(shí)計(jì)算,通過速度閉環(huán)控制完成對電機(jī)速度的精確調(diào)節(jié)。對速度環(huán)的比例增益Kp和積分作用時(shí)間Ki進(jìn)行調(diào)節(jié),極大影響著伺服電機(jī)響應(yīng)時(shí)間和穩(wěn)定性,控制器的輸出由比例和積分環(huán)節(jié)組成,控制器自調(diào)節(jié)后,Kp=0.1,Ki=5,主軸箱正常精進(jìn)給時(shí),震蕩明顯,坯料表面有波紋狀。在主軸箱運(yùn)行在不同工況下時(shí),將這兩個(gè)參數(shù)反復(fù)調(diào)節(jié),最終確定當(dāng)Kp=3.7,Ki=15.5時(shí),主軸箱在各種工況下均能滿足要求。因此,伺服電機(jī)特性的調(diào)節(jié)在進(jìn)給系統(tǒng)中是非常主要的。
3 結(jié)語
本文介紹了久立集團(tuán)φ508管端加工鏜銑機(jī)床的電氣控制系統(tǒng),重點(diǎn)說明了系統(tǒng)構(gòu)建的通訊結(jié)構(gòu)和伺服系統(tǒng)的選型及應(yīng)用。該設(shè)備自從2014年投入使用至今運(yùn)行良好,解決了不銹鋼復(fù)合管的管端加工問題,其產(chǎn)品已在國內(nèi)外的石油、海底探測等眾多領(lǐng)域中得到廣泛應(yīng)用。
[1] 舒志兵. 交流伺服系統(tǒng)的電氣設(shè)計(jì)及動(dòng)態(tài)性能分析[J]. 電力系統(tǒng)及其自動(dòng)化學(xué)報(bào),2004(4).
[2] 孫麗麗. 無縫鋼管銑頭倒棱機(jī)組的研制[J].鋼管,2008(6).
[3] 張銳.白連平. 永磁交流伺服電機(jī)控制系統(tǒng)的研究[J].電氣技術(shù),2011(3).
[4] 李華楹. 數(shù)控機(jī)床伺服系統(tǒng)性能分析[J].岳陽職業(yè)技術(shù)學(xué)院學(xué)報(bào),2007(1).
[5] 趙亞娟. 數(shù)控機(jī)床的位置伺服系統(tǒng)設(shè)計(jì)[J].湖南農(nóng)機(jī),2011(1).
[6] 張超. 鋼管倒棱機(jī)電液伺服系統(tǒng)研究與設(shè)計(jì)[J].西安建筑科技大學(xué),2005(7).
[7] 劉邦義,謝吉輝.劉錄鋒. 平頭倒棱機(jī)技術(shù)特點(diǎn)及發(fā)展[J].重型機(jī)械,2005(3).
[8] 臧福海.朱家誠. 高速自動(dòng)倒角機(jī)研制[J].合肥工業(yè)大學(xué)學(xué)報(bào),2012(6).
[9] 王建波,楊林. 基于以太網(wǎng)的實(shí)時(shí)通訊系統(tǒng)SERCOSIII[J].機(jī)電產(chǎn)品開發(fā)與創(chuàng)新,2007(3).
[10]張杰,曹漢廷,張超. 高速連續(xù)上料冷軋管機(jī)電氣控制系統(tǒng)[J].重型機(jī)械,2013(4).
Design and application of electrical control system of boring and milling machine for pipe end
WANG Hong-bin
(Zhejiang Jiuli Hi-tech Metals Co., Ltd., Huzhou 313008 , China)
This paper introduces the design and application of a new type of electric control system for boring and milling machine tool. The system consists of three parts, including logic control, servo control and HMI control. The use of different communication mode to realize the data communication in the control system; the servo system to automatically adjust the position of the spindle center, coincidence of the cutter center and the work-piece center, the error is less than 0.01 mm. The spindle box controls the cutting speed, and control precision can reach 0.5%. Through optimizing the speed loop proportional gainKPand the integral action timeKi, the machine could run stability.
pipe end processing; cutting speed;control system
2016-04-12;
2016-05-16
王紅斌(1981-),男,電氣工程師,研究方向:機(jī)械制造及其自動(dòng)化。
TG333
A
1001-196X(2016)04-0053-04
