飛機緊固件孔的渦流檢測
2016-03-15 10:40:17諶祖祥
山東工業技術 2016年6期
諶祖祥


摘 要:飛機緊固件是飛機結構中用的最多的零件,其孔受緊固件作用力而容易出現疲勞裂紋。為保證飛機安全運行,需對飛機緊固件孔疲勞裂紋進行檢測。渦流檢測方法可以有效檢測各種結構復雜區域疲勞裂紋。本文采用渦流檢測方法,開展飛機緊固件孔的缺檢測技術研究。
關鍵詞:緊固件孔;探頭;渦流檢測
DOI:10.16640/j.cnki.37-1222/t.2016.06.271
緊固件包括螺栓、螺釘、鉚釘、銷類緊固件,孔受緊固件作用力而容易出現疲勞裂紋。采用渦流方法檢測孔疲勞裂紋的最佳選擇,渦流儀器體積小,便于攜帶,且檢測線圈外形設計靈活,可以接近各種結構復雜區域。
1 渦流檢測原理
1.1 渦流
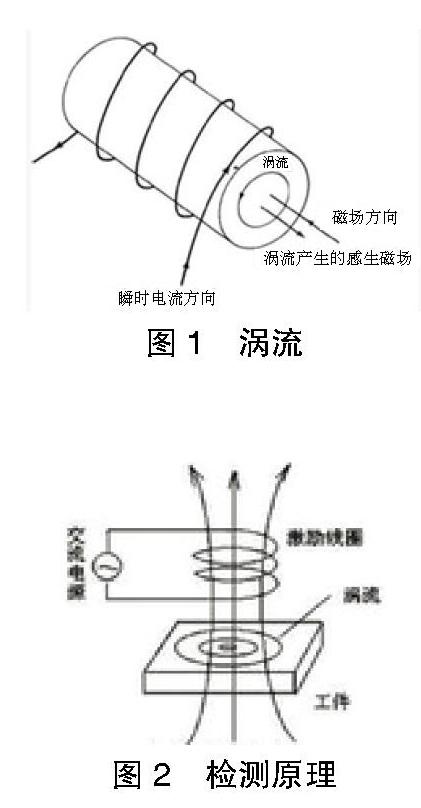
由于電磁感應,導體在交變的磁場中,其內部會產生感應電流,這些電流的特點是:在導體內部成閉合回路,且渦流狀流動,因此稱為渦流,如圖1所示。
1.2 檢測原理
當載有交變電流的檢測線圈靠近導電工件時,由于激勵線圈磁場的作用,試件中會產生渦流,渦流的大小、相位、流動形勢會受到工件導電性能的影響。同時渦流產生一個磁場使檢測線圈的阻抗發生變化。因此,通過測定檢測線圈阻抗的變化,就可以判斷被檢測工件的性能及缺陷等。如圖2所示。
2 檢測工藝
2.1 儀器
帶有阻抗平面的儀器:型號phasec 2d、Olympus等。
2.2 探頭
在飛機維修中進行渦流檢測時大多使用放置式線圈。放置式線圈是指檢測線圈的軸線在檢測過程中垂直于被檢工件表面,實現對工件表面及近表面缺陷的檢測。在實際檢測過程中要根據不同情況,選擇合適的探頭。
(1)筆試探頭。用于檢測孔周邊裂紋信號,頻率范圍根據要求不同一般在50kHz-2MHz之間。如圖3所示。
(2)角度探頭。用于檢測大直徑孔的周邊和孔內壁裂紋信號。角度探頭也適用于一般性表面檢測,與筆試探頭不同的是角度探頭的檢測線圈軸線與桿身有一個角度,這樣的目的是使得探頭在一些受限制檢測區域可以保持檢測線圈軸線與被檢工件表面垂直,如圖4所示。
(3)孔探頭。也稱旋轉探頭,用于孔內壁缺陷檢測的一種特殊放置式線圈,工作頻率一般較高,被檢線圈直徑較小。一般用于小直徑孔的內壁檢測,常用尺寸有3/16、5/32英寸。
孔探頭按掃查方式分為兩種基本類型,手動探頭和用于旋轉掃查裝置的專用孔探頭。
選擇探頭時,除了考慮孔探頭的電性能參數,主要考慮的因素是被檢緊固件孔的徑,要選擇合適外徑的孔探頭,使得孔探頭的檢測線圈能夠與孔內壁表面保持良好接觸,才能的到較好的檢測結果。
2.3 對比試樣
渦流檢測對比試樣主要是用于建立評價被檢產品質量符合性的標準,以對比試樣上人工缺陷作為判定該產品經渦流檢測是否合格的依據。對比試樣上一般用電火花加工法制作徑刻槽來模擬裂紋。進行禁錮件孔周邊和內壁檢查時具體采用什么對比試樣,需要根據技術要求選擇合適尺寸的對比試樣,才能檢測到被檢孔的不同裂紋。對比試樣的刻槽寬度根據檢測要求不同,尺寸也不一樣。
3 檢測步驟
工作前準備,由工程圖紙或其他可應用的文件確定要檢測孔的直徑和深度,目視檢測確定孔內和周邊區域干凈,無密封劑和其他雜物。
選擇適當尺寸的探頭和對比試樣。
用參考試樣按照工藝要求校正儀器響應。
緊固件孔周邊的渦流檢測。要求檢測出從緊固件孔中產生并向外延伸的疲勞裂紋。
緊固件孔內壁的渦流檢測。
手動掃查:手工轉動探頭并逐步推進。這種操作方式下轉動速度較慢,且不均勻,儀器無法實現在螺栓孔圓周壁上位置的缺陷自動識別和定位,缺陷的定位是通過觀察在缺陷響應信號出現時探頭上檢測線圈掃到的位置。這種掃查方式下,缺陷的阻抗平面式示波屏上形成“8”字形響應信號,而不是“時間基線-信號幅度”的顯示方式。
自動掃查:緊固件孔的自動掃查通常使用差動式探頭。當探頭垂直掃查一條裂紋時,只要裂紋的長度等于或者大于線圈的直徑,那么裂紋的深度是影響信號幅度的主要因素,根據幅值得變化規律我們可以評估該裂紋在孔內沿軸線的深度,通過時基-幅值(Y-T)顯示,根據信號在時基線上的位置可以判斷出裂紋在孔周的位置。
4 結束語
根據被檢測工件的形狀,材料,檢測位置和可接近性。選擇不同的檢測工藝;對緊固件孔周邊檢測,應選用屏蔽式探頭,減小干擾;根據所選的探頭,孔內部表面狀態、旋轉速度等參數調節高通和低通慮波,濾去干擾雜波,獲得較好的波形顯示;發現可疑信號,需要用反光鏡和放大鏡檢查孔內壁,確定信號是否由刮痕、表面不規則或者探頭傾斜引起的;當渦流檢測無可靠結論時,應采用其他無損方法相互合。
參考文獻:
[1]任吉林.電磁無損檢測[M].北京:航空工業出版社,1989.
[2]張曉,鄭勇.航空器渦流檢測[M].北京:中國民航出版社,2014.
