淺談汽車底盤縱梁沖孔加工設(shè)備的應(yīng)用與前景
2016-03-17 08:17:19何夢輝宋曙平李大鵬
鍛壓裝備與制造技術(shù) 2016年1期
何夢輝,宋曙平,李大鵬
(濟南鑄造鍛壓機械研究所有限公司,山東 濟南 250306)
淺談汽車底盤縱梁沖孔加工設(shè)備的應(yīng)用與前景
何夢輝,宋曙平,李大鵬
(濟南鑄造鍛壓機械研究所有限公司,山東 濟南 250306)
對汽車底盤縱梁加工設(shè)備進行簡要介紹、對比,對市場上新涌現(xiàn)的沖孔工藝設(shè)備進行重點介紹,對相關(guān)工藝路線進行了簡介說明。
沖孔機;平板沖孔機;U形梁沖孔機;工藝路線
近10年來,汽車底盤縱梁沖孔加工設(shè)備相繼涌現(xiàn)。本文對此類設(shè)備的市場應(yīng)用進行介紹,對汽車制造廠家有一定的借鑒意義。
1 現(xiàn)有底盤縱梁的孔加工工藝
汽車底盤連接件由縱梁、橫梁及其附件組成,是底盤總成的重要組件。其中較長的縱梁對底盤性能影響非常大。目前市場上的縱梁孔加工設(shè)備主要有三類:
(1)傳統(tǒng)的鉆孔工藝。按照劃線進行鉆孔加工,或根據(jù)鉆孔模板進行鉆孔加工。其特點為工作強度大,屬勞動密集型加工;質(zhì)量低(毛刺大),精度差(孔徑偏差、孔位置偏差、表面粗糙度等),對后序加工不利因素多。該類工藝已基本淡出市場。
(2)平板縱梁沖孔工藝。對定長尺寸的平板進行沖孔加工,設(shè)備為專用數(shù)控平板沖孔線。其衍伸產(chǎn)品有平腹兩用沖孔生產(chǎn)線,如圖1所示。

圖1 平板縱梁沖孔設(shè)備
(3)U形縱梁沖孔工藝。對定長尺寸的U形縱梁進行三面沖孔,加工設(shè)備為專用數(shù)控三面沖孔生產(chǎn)線。其衍伸產(chǎn)品有腹面沖、翼面沖(單功能)沖孔生產(chǎn)線。如圖2所示。
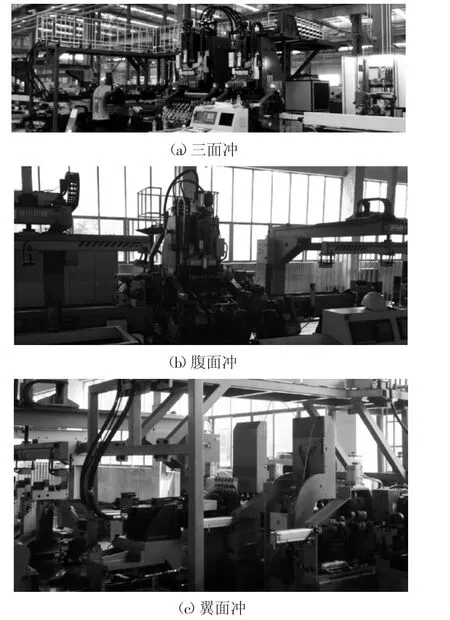
圖2 U形縱梁沖孔設(shè)備
2 孔加工工藝設(shè)備對比
從2001年開始,濟南鑄造鍛壓機械研究所有限公司先后推出國產(chǎn)首臺平板縱梁沖孔生產(chǎn)線、U形梁三面沖孔生產(chǎn)線,引來國內(nèi)各卡車制造企業(yè)相繼購買。這些沖孔設(shè)備展現(xiàn)出的高效、高質(zhì)、低勞動力優(yōu)勢,與傳統(tǒng)鉆孔工藝的低效率、低質(zhì)量(孔毛刺大、孔位偏差大)、后續(xù)工序工作量大且質(zhì)量問題多等缺陷形成明顯反差,由此使數(shù)控縱梁沖孔設(shè)備逐漸擴大市場。
2008年,濟南鑄造鍛壓機械研究所有限公司又推出了雙主機U形梁(腹面)沖孔生產(chǎn)線,大幅縮短了加工時間,單件加工時間由原來的9~14min首次進入3min,與國外設(shè)備相當(dāng)。引來國內(nèi)各卡車、客車制造企業(yè)競相采購,進口設(shè)備連續(xù)4年都無國內(nèi)銷售紀錄。近兩年,隨著國內(nèi)市場人工成本升高,以及國內(nèi)外市場對設(shè)備自動化的需求,相關(guān)企業(yè)著手準(zhǔn)備對現(xiàn)有設(shè)備的自動化改造,新項目規(guī)劃也開始主要考慮自動線項目。傳統(tǒng)鉆孔工藝已難以生存,面臨淘汰。
對于平板沖孔和U形梁沖孔,兩種工藝設(shè)備的主要區(qū)別在于適用于不同的縱梁加工工藝路線。
平板沖孔工藝路線為:卷料開卷、縱剪分條、收卷(成為窄的小卷)→開卷、橫剪為定寬、定長尺寸的平板→平板沖孔→平板縱梁切割→主襯梁合梁點焊→壓機壓型為U形梁→拋丸或涂裝→總成。適用于大批量、少品種生產(chǎn)。
U形梁工藝路線為:卷料開卷、縱剪分條、收卷(成為窄的小卷)→開卷、輥型、切斷為定寬、定長尺寸的U形梁→三面沖孔→U形縱梁切割→U形縱梁折彎→主襯梁合梁點焊→拋丸或涂裝→總成。適用于多品種、中小批量生產(chǎn)。國內(nèi)輥型主要為直梁等截面輥型加工,國外已有變截面U形梁輥型加工,將是未來可能的發(fā)展趨勢。
平板沖、U形沖在不同的工藝路線中各有優(yōu)點,相得益彰。其衍伸產(chǎn)品也開始逐步走向市場,其中,平腹沖,腹面沖+翼面沖的機型配置各有特點。總體上,孔加工設(shè)備中,按工藝比例概算,平板沖市場占有率約為50%~60%,U形沖占有率約為30%~40%,鉆孔約占3%,平腹沖約占3%(該產(chǎn)品尚不成熟);其他孔加工設(shè)備小于1%。
3 應(yīng)用前景
目前,市場上主流沖孔設(shè)備是平板沖和U形梁沖。平板沖孔需后續(xù)壓機成形為U形梁,孔精度略有損失,適合于大批量、少品種生產(chǎn);U形沖機則針對外購、輥型、壓型等制成的U形梁進行沖孔加工,孔精度較為穩(wěn)定,適合中、小批量、多品種生產(chǎn)。
近幾年,高強板材料輥型在底盤車架上的應(yīng)用,推進了底盤車架輕量化設(shè)計與應(yīng)用;高強度、輕量化是底盤技術(shù)的發(fā)展趨勢。材料的抗拉強度由510MPa提升至 610MPa、710MPa甚至預(yù)期達到 850~1100MPa,而高強度板壓制成形效果不穩(wěn)定、易開裂,平板沖孔后進行壓形的工藝路線受到嚴重制約。U形梁沖孔工藝路線是今后國內(nèi)底盤縱梁制孔的必然趨勢之一,尤其是變截面輥型技術(shù)已進入國內(nèi),預(yù)計設(shè)備推向市場后,將對沖孔設(shè)備提出更高的要求。
[1]宋曙平.一種新型的U形梁物料管理生產(chǎn)線[J].鍛壓裝備與制造技術(shù),2015,50(1).
[2]何夢輝.新型汽車縱梁數(shù)控平板沖孔線[J].AI汽車制造業(yè),2008,(7).
[3]遲志波.國內(nèi)汽車縱梁數(shù)控沖孔生產(chǎn)線的發(fā)展動向[J].數(shù)控機床市場,2009,(9).
Application and prospect of punching equipment for truck chassis side-member
HE Menghui,SONG Shuping,LI Dapeng
(Jinan Foundry and Metalforming Machinery Research Institute Co.Ltd.,Jinan 250306,Shandong China)
The process of punching equipment for the truck chassis has been simply introduced and compared in the text.The new emerging punching equipment in the market have been mainly expounded and the related process routes have been briefly put forward.
Drill;Punching machine for flat beam;Punching machine for U beam;Process route
TG385.1
B
10.16316/j.issn.1672-0121.2016.01.019
1672-0121(2016)01-0068-02
2014-07-09;
2014-08-20
何夢輝(1969-),男,研級高工,從事數(shù)控機床的設(shè)計、制造、安裝、調(diào)試工作。E-mail:jmnchmh@163.com
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
