漸開線花鍵參數(shù)化造型及滾軋坯料直徑算法研究
2016-03-17 08:17:25崔敏超趙升噸
鍛壓裝備與制造技術(shù) 2016年1期
崔敏超,趙升噸,陳 超,景 飛
(西安交通大學(xué) 機(jī)械工程學(xué)院,陜西 西安 710049)
漸開線花鍵參數(shù)化造型及滾軋坯料直徑算法研究
崔敏超,趙升噸,陳 超,景 飛
(西安交通大學(xué) 機(jī)械工程學(xué)院,陜西 西安 710049)
推導(dǎo)了漸開線曲線的參數(shù)方程,基于Pro/E5.0對(duì)漸開線花鍵進(jìn)行了參數(shù)化造型并使用Pro/toolkit對(duì)Pro/E進(jìn)行二次開發(fā),得到了漸開線花鍵參數(shù)化造型模板零件,可快速修改參數(shù)并再生出新的花鍵;提出了一種滾軋花鍵坯料直徑數(shù)值計(jì)算方法,并對(duì)DIN5480標(biāo)準(zhǔn)中不同規(guī)格的花鍵進(jìn)行了滾軋坯料直徑計(jì)算,得到的結(jié)果可為滾軋工藝數(shù)值模擬提供依據(jù)。
花鍵;漸開線;造型;滾軋;數(shù)值解
漸開線花鍵是在漸開線齒輪的基礎(chǔ)上演變而來的,它不僅具有花鍵聯(lián)接的一切優(yōu)點(diǎn),同時(shí)又具有自動(dòng)定心、齒面接觸好、強(qiáng)度高、壽命長、啟動(dòng)時(shí)承載能力好等特殊優(yōu)點(diǎn)[1-2],因此逐漸發(fā)展成為一種獨(dú)立的聯(lián)結(jié)形式,在汽車工業(yè)、航空航天、工程機(jī)械、機(jī)床等行業(yè)得到了廣泛應(yīng)用。
目前漸開線花鍵的加工方法主要有銑削和塑性成形兩類方法,其中塑性成形加工方法不僅能夠“成形”,同時(shí)能夠“成性”,可獲得性能優(yōu)良的花鍵軸,近年來受到了學(xué)者的廣泛關(guān)注[3-4]。增量式滾軋工藝是一種先進(jìn)的漸開線花鍵塑性成形方法,在滾軋工藝的研究過程中,常需要通過數(shù)值模擬的方法對(duì)工藝參數(shù)進(jìn)行反復(fù)調(diào)整,獲得較佳的模擬成形質(zhì)量后再進(jìn)行模具制造和實(shí)驗(yàn),因此漸開線花鍵快速、精確的CAD造型和滾軋坯料直徑的計(jì)算精度對(duì)滾軋工藝數(shù)值模擬研究和滾軋輪的設(shè)計(jì)具有重要意義。
2011年,嚴(yán)明霞[5]等利用Pro/E實(shí)現(xiàn)了漸開線齒輪的參數(shù)化精確造型,具體參數(shù)有模數(shù)、齒數(shù)、壓力角、齒寬、齒頂高系數(shù)、頂隙系數(shù)。2013年,李詠嶧[6]等通過面積補(bǔ)償?shù)姆椒ㄌ岢隽艘环N花鍵滾軋坯料直徑近似計(jì)算方法,直徑相對(duì)誤差小于0.1%。可以看出,目前對(duì)于漸開線齒形的精確造型研究主要集中在齒輪領(lǐng)域,針對(duì)漸開線花鍵的CAD造型研究較少;對(duì)于滾軋工藝中的坯料直徑計(jì)算也主要采用復(fù)雜公式計(jì)算[7],計(jì)算過程繁瑣。本文根據(jù)漸開線花鍵的齒形參數(shù),提出一種針對(duì)漸開線花鍵的精確參數(shù)化造型方法并利用Pro/toolkit進(jìn)行二次開發(fā)實(shí)現(xiàn)花鍵的快速造型,同時(shí)利用三維模型對(duì)花鍵滾軋坯料直徑進(jìn)行數(shù)值求解并對(duì)誤差進(jìn)行分析,為滾軋工藝數(shù)值模擬研究提供參考。
1 漸開線的參數(shù)方程
如圖1所示,當(dāng)一直線L沿一圓周做純滾動(dòng)時(shí),直線L上任一點(diǎn)K的軌跡稱為該圓的漸開線。該圓稱為漸開線的基圓,其半徑以rb表示;直線L稱為漸開線的發(fā)生線,發(fā)生線上點(diǎn)K所展出的角度θk=∠AOK稱為漸開線上K點(diǎn)的展角[8-9]。漸開線花鍵的齒廓就是由兩段對(duì)稱的漸開線構(gòu)成的。
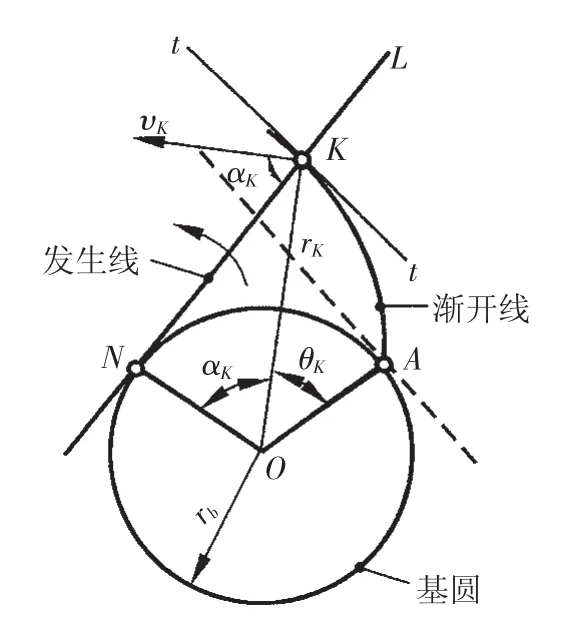
圖1 漸開線的形成
漸開線曲線的數(shù)學(xué)描述對(duì)于漸開線花鍵的CAD造型十分重要,下面推導(dǎo)漸開線的參數(shù)方程[10-11]。如圖2所示,以基圓的圓心O為坐標(biāo)原點(diǎn),以漸開線起始點(diǎn)A所在直線OA為X軸,建立平面直角坐標(biāo)系。設(shè)發(fā)生線(漸開線)上K點(diǎn)坐標(biāo)為(x,y),φ=θk+αk,顯然漸開線上任一點(diǎn)可由∠φ唯一確定。取φ為參數(shù),則N點(diǎn)的坐標(biāo)為:(rbcosφ,rbsinφ),從而:
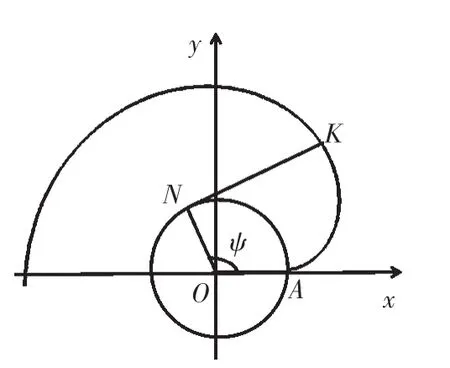
圖2 漸開線的參數(shù)方程

由漸開線性質(zhì)可得:


由式(1)、(3)得:

由式(4)解得:

式(5)就是漸開線的參數(shù)方程,利用該方程可精確繪制出完整的漸開線曲線,參數(shù)φ的實(shí)際取值范圍對(duì)應(yīng)著實(shí)際漸開線的長度范圍。
2 花鍵參數(shù)化造型二次開發(fā)
Pro/E5.0是美國PTC公司推出的參數(shù)化三維建模軟件,它自帶的二次開發(fā)工具包和基于特征的設(shè)計(jì)理念,能夠把設(shè)計(jì)人員從某些繁重而又重復(fù)的工作中解放出來,大大提高了研發(fā)效率,因此得到廣泛應(yīng)用。下面以某型汽車半軸上所用的漸開線花鍵參數(shù)為例,介紹基于Pro/E的漸開線花鍵參數(shù)化建模二次開發(fā)過程。
2.1 參數(shù)定義
漸開線花鍵的齒形參數(shù)如表1所示,進(jìn)入Pro/E零件繪制模塊后,可通過主菜單欄下的【工具】-【參數(shù)】,打開參數(shù)對(duì)話框,分別添加M=1.25、Z=40、ALPHA=30、DA=51.75、DF=48.7、B=68到列表中。
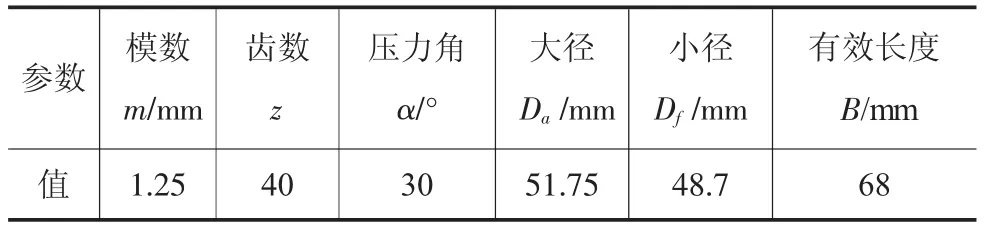
表1 某型汽車半軸花鍵齒形結(jié)構(gòu)參數(shù)
2.2 創(chuàng)建基準(zhǔn)圓參照
在FRONT平面上建立草繪并隨意畫四個(gè)同心圓并退出草繪;在左邊模型樹中的草繪1上單擊右鍵選擇【編輯】,再在主菜單欄上選擇【工具】-【關(guān)系】,在彈出的關(guān)系窗口中,根據(jù)漸開線的性質(zhì),定義花鍵的基圓、分度圓、大徑和小徑的直徑關(guān)系如下:
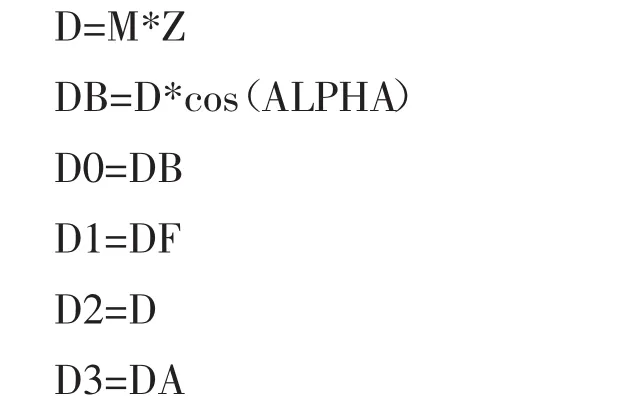
點(diǎn)擊【確定】,系統(tǒng)自動(dòng)計(jì)算各圓直徑。
2.3 創(chuàng)建漸開線齒廓參照
利用右側(cè)工具欄中【曲線】工具插入基準(zhǔn)曲線,在打開的對(duì)話框中選擇【從方程】并確定,選取坐標(biāo)系為系統(tǒng)默認(rèn)坐標(biāo)系,設(shè)置坐標(biāo)類型為【笛卡爾】,將會(huì)自動(dòng)打開一個(gè)rel.ptd文件,該文件為Pro/E曲線繪制程序輸入接口,默認(rèn)的參數(shù)為t,在該文件中輸入漸開線的參數(shù)方程如下:
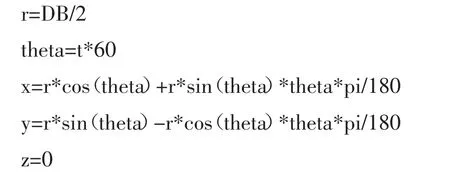
保存并關(guān)閉該文件,再點(diǎn)擊【確定】,即生成一條漸開線曲線。再利用右側(cè)工具欄中【點(diǎn)】工具插入基準(zhǔn)點(diǎn),基準(zhǔn)點(diǎn)PNT0位置為漸開線和分度圓的交點(diǎn);以四個(gè)同心圓的圓心垂直FRONT平面創(chuàng)建基準(zhǔn)軸A_1,同時(shí)選中PNT0和A_1創(chuàng)建平面DTM1;再同時(shí)選中DTM1和A_1創(chuàng)建平面DTM2,在左側(cè)模型樹中右鍵點(diǎn)擊DTM2并以上述同樣的方法打開關(guān)系窗口,在其中加入一行“D6=360/(4*Z)”并確定,再生模型后DTM2的位置自動(dòng)經(jīng)計(jì)算給定。最后以DTM2為鏡像平面鏡像漸開線,生成另一條漸開線,這兩條漸開線便是花鍵齒廓的參照曲線。
2.4 創(chuàng)建花鍵實(shí)體
點(diǎn)擊右側(cè)工具欄中的【拉伸】,在FRONT平面上建立草繪,并點(diǎn)【使用】工具投影完整的小徑,完成草繪,按默認(rèn)寬度生成花鍵基體。在模型樹上右擊拉伸1以上述同樣的方法打開關(guān)系窗口,在其中加入一行“D7=B”并確定。
下面創(chuàng)建單個(gè)齒廓,點(diǎn)擊【拉伸】,在FRONT平面上建立草繪,并點(diǎn)擊【使用】工具分別投影兩條漸開線、大徑、小徑,同時(shí)創(chuàng)建圓角,初步定義圓角半徑為0.5mm,刪除多余的線,生成的齒廓草繪如圖3所示,完成草繪并生成齒廓實(shí)體。
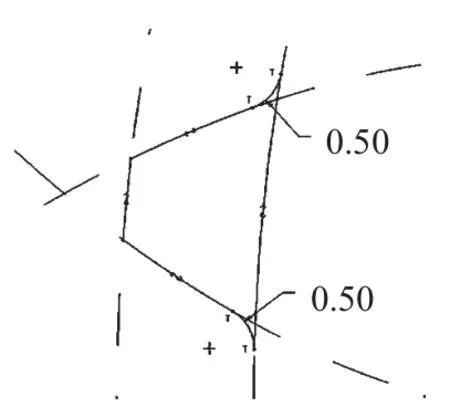
圖3 花鍵齒廓草圖
右鍵點(diǎn)擊拉伸2以上述同樣的方法打開關(guān)系窗口,加入:
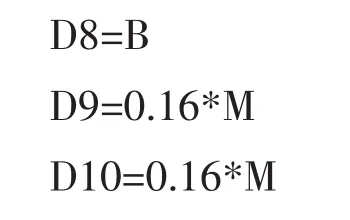
點(diǎn)擊【確定】,最后對(duì)拉伸2使用【陣列】,選擇軸陣列,陣列軸選擇A_1軸,接受默認(rèn)的參數(shù),同時(shí)右鍵【編輯】,再打開【工具】-【關(guān)系】,加入陣列參數(shù)描述:
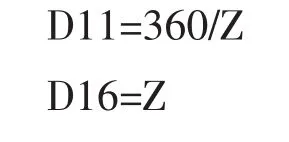
確定后再生模型,即可得到漸開線花鍵的精確CAD模型,如圖4所示。
圖4 漸開線花鍵模板零件
2.4 編寫Pro/toolkit程序
Pro/toolkit是Pro/E5.0自帶的二次開發(fā)包,借助該工具可很方便對(duì)Pro/E進(jìn)行二次開發(fā)。在剛才創(chuàng)建的花鍵模型的基礎(chǔ)上,選擇主菜單欄中的【工具】-【程序】,在彈出的菜單中選擇【編輯設(shè)計(jì)】-【自文件】,將會(huì)自動(dòng)打開一個(gè).pls的記事本文件,找到其中的INPUT和END INPUT語句,在這兩句之間加入如下語句:
M NUMBER
"請(qǐng)輸入花鍵的模數(shù)=="
Z NUMBER
"請(qǐng)輸入花鍵的齒數(shù)=="
ALPHA NUMBER
"請(qǐng)輸入花鍵的壓力角度數(shù)=="
B NUMBER
"請(qǐng)輸入花鍵的有效長度=="
DA NUMBER
"請(qǐng)輸入花鍵的大徑=="
DF NUMBER
"請(qǐng)輸入花鍵的小徑=="
保存.pls文件并關(guān)閉,在彈出的對(duì)話框中選擇將修改應(yīng)用到模型中,得到輸入菜單選擇【當(dāng)前值】,最后完成Pro/toolkit程序編輯,至此就完成基于Pro/E的漸開線花鍵參數(shù)化造型的二次開發(fā),當(dāng)需要改變花鍵參數(shù)時(shí),只需要打開模型文件,選擇【編輯】-【再生】-【輸入】,選中所要改變的參數(shù),便會(huì)彈出提示窗口,要求輸入指定參數(shù),輸入完所有參數(shù)后,便會(huì)再生出新模型。
3 花鍵滾軋工藝坯料直徑計(jì)算
花鍵軸的滾軋塑性成形工藝中,坯料直徑大小影響成形過程和成形質(zhì)量,直徑過小,造成花鍵軸齒形填充不夠飽滿,齒高不符合使用要求;直徑過大,造成花鍵軸齒形材料富余,影響齒距累計(jì)誤差,同時(shí)因材料富余而引起成形力過大、損壞設(shè)備等問題[12]。
3.1 基于Pro/E的花鍵坯料直徑算法
Pro/E能夠提供多種幾何參數(shù)的測量,這為滾軋坯料直徑計(jì)算提供了一種簡單、快速、精確的計(jì)算方法。采用本文介紹的花鍵造型方法,可快速實(shí)現(xiàn)對(duì)不同花鍵的參數(shù)化造型,而在滾軋工藝中,認(rèn)為坯料體積不變且材料軸向的流動(dòng)可以忽略[13-14],因此滾軋前后坯料截面的面積是相等的,即:

利用Pro/E的測量功能,可以快速的測量出花鍵的截面積,因此坯料直徑可由式(7)計(jì)算:

3.2 花鍵滾軋坯料直徑數(shù)值計(jì)算結(jié)果
根據(jù)上述造型方法和式(7)對(duì)DIN5480標(biāo)準(zhǔn)[15]中不同規(guī)格的漸開線花鍵軸進(jìn)行實(shí)體建模和D坯的數(shù)值計(jì)算,計(jì)算結(jié)果如表2所示。
4 結(jié)論
(1)完整地推導(dǎo)了圓的漸開線曲線的參數(shù)方程,同時(shí)基于Pro/E5.0的Pro/toolkit二次開發(fā)包,進(jìn)行了漸開線花鍵的參數(shù)化造型和二次開發(fā),所開發(fā)的模板零件可根據(jù)需要修改參數(shù)并快速實(shí)現(xiàn)零件再生。
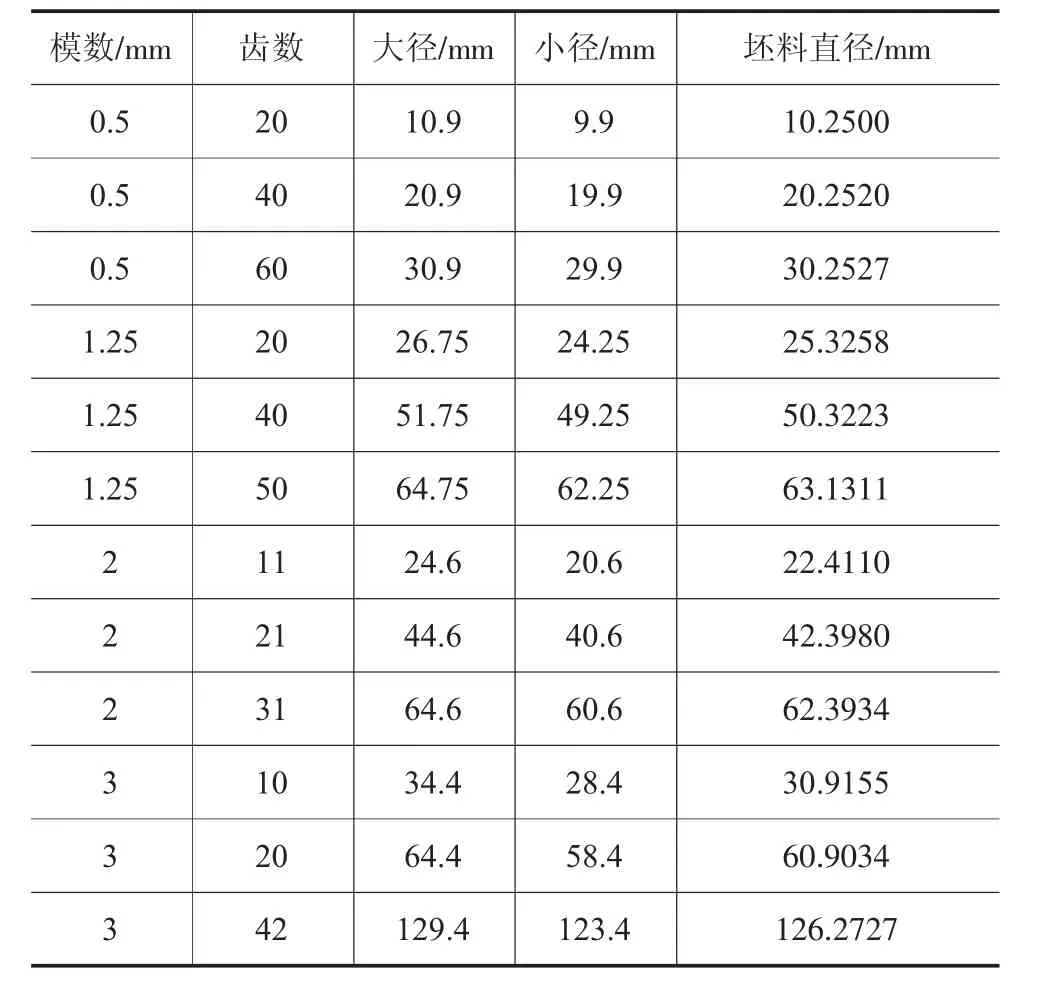
表2 DIN5480花鍵坯料直徑數(shù)值計(jì)算結(jié)果(壓力角30°)
(2)根據(jù)漸開線花鍵增量式滾軋工藝研究的需要,提出了一種基于Pro/E5.0的滾軋坯料直徑數(shù)值計(jì)算方法,并對(duì)DIN5480標(biāo)準(zhǔn)中不同規(guī)格的花鍵進(jìn)行了坯料直徑計(jì)算,得到的結(jié)果可為滾軋工藝數(shù)值模擬提供依據(jù)。
[1]李泳嶧,趙升噸,孫振宇,等.花鍵軸高效精密批量化生產(chǎn)工藝的合理性探討[J].鍛壓技術(shù),2012,37(3):1-6.
[2]趙升噸,李詠嶧,范淑琴,等.汽車花鍵軸零件的生產(chǎn)工藝綜述[J].鍛壓裝備與制造技術(shù),2012,47(3):74-77.
[3]林桂霞.漸開線花鍵冷擠成形工藝分析與模具設(shè)計(jì)[J].鍛壓技術(shù),2014,39(1):104-108,117.
[4]王明福,付建華,劉志奇,等.花鍵冷滾壓成形過程有限元分析[J].鍛壓技術(shù),2010,35(4):155-159.
[5]嚴(yán)明霞,劉光亞,肖 彬.基于Pro/E的直齒圓柱齒輪參數(shù)化三維建模[J].煤礦機(jī)械,2011,32(2):222-224.
[6]李泳嶧,趙升噸.花鍵軸增量式滾軋成形坯料直徑計(jì)算及有限元分析[J].鍛壓技術(shù),2013,38(1):61-65.
[7]張大偉,李永堂,付建華,等.外花鍵冷滾壓成形坯料直徑計(jì)算[J].鍛壓裝備與制造技術(shù),2007,42(2):56-59.
[8]R.Mastunaga,T.Takemasu,T.Ozaki,et al.Spline rolling of deep drawn cups.Adanced Technology of Plasticity,Vol.Ⅲ Proceeding of the 6th ICTP,Sept.19-24,1999:2431-2436.
[9]J.P.Domblesky,F(xiàn).Feng.Two-dimensional and three-dimensional finite element models of external thread rolling.Proceedings of the Institution of Mechanical Engineers,part B.2002,216(134):507-509.
[10]Joseph P.Domblesky,F(xiàn)eng Feng.Finite element modeling of external threading rolling.Wire Journal International,2001,34(10):110-115.
[11]趙玉民,田 也.螺旋漸開線花鍵冷滾軋成形坯料直徑計(jì)算[J].科學(xué)技術(shù)與工程,2008,8(7):1678-1680,1688.
[12]Lin Yongcheng,Chen Mingsong,Zhong Jue.Effect of temperature and strain rate on the compressive deformation behavior of 42CrMo steel[J].Journal of Materials Processing Technology,2008,205(1-3):308-315.
[13]Neugebaure R,Putz M,Hellfritzsch U.Improved process design and quality for gear manufacturing with flat and round rolling[J]. Annals of the CIRP,2007,56(1):307-312.
[14]董湘懷.金屬塑性成形原理[M].北京:機(jī)械工業(yè)出版社,2011.
[15]DIN 5480-2006漸開線花鍵聯(lián)接(中文版)[S].
Study on parametric modeling of involute spline and the algorithm of rolling billet diameter
CUI Minchao,ZHAO Shengdun,CHEN Chao,JING Fei
(School of Mechanical Engineering,Xi'an Jiaotong University,Xi'an 710049,Shanxi China)
The parametric equation of the involute curve has been deduced.The parametric model has been established to the involute spline based on Pro/E 5.0.The second development has been conducted to Pro/E by use of Pro/toolkit.Theinvolute spline parametric modeling template parts have been gained,which can quickly modify parameters and regenerate new spline.Anumerical method to calculate the rolling spline billet diameter has been put forward,and different specifications of the spline rolling billet diameter in DIN5480 standard have been calculated.The results can provide a basis for numerical simulation of rolling process.
Spline;Involute;Modeling;Rolling;Numerical solution
TG335
A
10.16316/j.issn.1672-0121.2016.01.031
1672-0121(2016)01-0107-04
2015-04-24;
2015-06-09
國家自然科學(xué)基金重點(diǎn)資助項(xiàng)目(51335009);國家科技重大專項(xiàng)資助項(xiàng)目(2009ZX04005-031);陜西省自然科學(xué)基金資助項(xiàng)目(2014JQ7273)
崔敏超(1991-),男,博士研究生,從事漸開線花鍵增量式滾軋工藝及設(shè)備研發(fā)。E-mail:cuiminchao@163.com
猜你喜歡
甘肅科技(2020年20期)2020-04-13 00:30:02
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術(shù)與機(jī)床(2019年7期)2019-07-22 03:43:10
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:11:02
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
西藏科技(2015年12期)2015-09-26 12:13:51
汽車零部件(2014年5期)2014-11-11 12:24:32
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
