鎂合金筒形件正反向快速氣壓脹形實驗研究
2016-03-17 08:17:24丁業立謝允聰崔令江張治朋
鍛壓裝備與制造技術 2016年1期
丁業立,謝允聰,崔令江,王 剛,張治朋
(1.山東交通學院,山東 威海 264209;2.上海大眾汽車有限公司,上海 201805;3.哈爾濱工業大學(威海),山東 威海 264209)
鎂合金筒形件正反向快速氣壓脹形實驗研究
丁業立1,謝允聰2,崔令江3,王 剛3,張治朋3
(1.山東交通學院,山東 威海 264209;2.上海大眾汽車有限公司,上海 201805;3.哈爾濱工業大學(威海),山東 威海 264209)
采用兩種不同輪廓的反向預成形模具以1.5mm厚的AZ31軋制鎂合金板材為坯料進行了筒形件的快速氣壓脹形實驗,結果表明預成形模具型腔輪廓曲率半徑過小(r=5)時,反向脹形時間可達到120s。當反向脹形變形量較大時,在較高的氣壓下成形預成形件內表面會產生一些垂直于板料軋制方向的拉裂痕。筒形件單向和正反向氣壓脹形實驗結果表明,在400℃溫度下脹形300s可以成形出高徑比(高度/直徑)為0.37的完好筒形件,筒形件壁厚介于0.44和1.40mm之間,最薄處位于底部拐角處。
正反向脹形;快速氣壓脹形;筒形件;成形性;厚度分布;鎂合金
快速氣壓脹形或高速超塑氣壓脹形是近來研究的熱點之一[1],目前對鎂合金板材快速氣壓脹形研究和應用較少[2,3],其原因之一是商業鎂合金板材的快速氣壓脹形能力較差,迫切需要用成形技術解決鎂合金板材成形性不足的問題。正反向氣壓脹形是一種行之有效的成形技術,正反向氣壓脹形通過兩階段成形,可以使在正向成形時壁厚不易減薄的部位在第一階段的反向脹形過程中進行預減薄,最終達到增加最薄處壁厚,減小最厚處壁厚,達到改善壁厚分布和提高成形能力的目的;通過在最佳應變速率下進行正反向氣壓脹形,可以提高脹形件的壁厚分布均勻性[4-5]。Abu-Farha分別對AA5083和AZ31B進行了簡單形狀和復雜形狀制件的正反向超塑性氣壓脹形實驗研究,發現反向脹形的增加,不僅沒有增加成形時間,反而大大降低了總成形時間,而且還能提高材料的成形性能和改善壁厚分布[6]。Lee利用反向陰模成形與正向陽模成形相結合方法進行盒形件的氣壓脹形,發現壁厚分布與單獨陰模成形相比得到了很大改善[7]。Luckey等發現采用合理的預成形模可以很好地預防局部嚴重減薄和頸縮,改善脹形件的壁厚分布,但預成形模形狀設計不合理在脹形過程中會產生起皺[8]。Xing提出了一種簡單有效的預成形模具設計方法[9]。蔣少松采用正反向氣壓脹形方法成形了鈦合金筒形件[10]。王剛等進行的AZ31鎂合金半球件正反向快速氣壓脹形實驗表明,合理設計預成形模具,可以大幅度提高脹形高度和壁厚均勻性[11]。
1 實驗材料及方法
1.1 實驗材料和模具
實驗所用板料為1.5mm厚的軋制AZ31B鎂合金板材,原始晶粒大小不均勻,由4μm到20μm不等。
兩種預成形模具的輪廓形狀如圖1所示,而預成形模具1(簡稱模具1)的模腔為外凹加內凸輪廓,預成形模具2(簡稱模具2)的模腔為外凹加直線加內凹輪廓,與模具1相比中間部分多了一段很大的內凹圓弧,其曲率半徑較大,但外緣部分圓弧段曲率半徑較小,成形難度較預成形模具1要大得多。
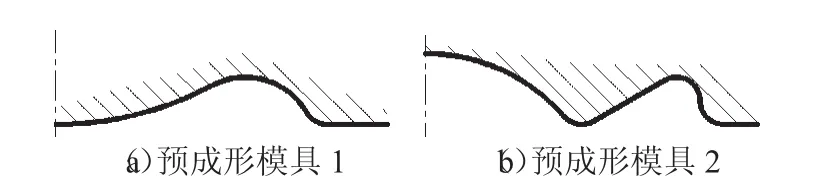
圖1 兩種預成形模具的輪廓形狀
1.2 實驗方法
快速氣壓脹形實驗在400℃下進行。板料及模具在被共同加熱至實驗溫度,保溫300s后進行實驗,實驗時間以300s為參照,分別采用模具1和模具2進行筒形件的單向和正反向快速氣壓脹形實驗,實驗采用了不同的加載條件。
選取典型脹形件,通過線切割方法將其從中割開,從中心位置開始,沿制件輪廓每隔4mm選取一個測量點,測量制件的壁厚。
2 筒形件正反向快速氣壓脹形實驗研究
2.1 反向氣壓脹形
反向氣壓脹形應該滿足在提高成形能力和成形質量的條件下,盡量采用較高的應變速率,使預成形時間盡量短,因此進行了高應變速率反向脹形實驗。加載條件及成形后的貼模情況如表1所示。模具1貼模良好;模具2的外緣型腔過渡圓弧曲率半徑較小,因此成形困難,只有脹形時間達到120s時外緣部分才能較好貼模,圖2為模具2脹形件的截面照片。完全貼模后板料整體都減薄,從中心點O沿徑向向外到A處,壁厚減薄量逐漸減小,外緣部分AC段由A處向外壁厚減薄量逐漸增大,模具入口圓角處減薄最多。而反向脹形時間為30s時,貼模不充分,預成形件中間部分貼模較好,壁厚分布與貼模充分時大致相同;外緣部分成形深度僅為6mm多(模具相應部位深度為10mm),該部分明顯變厚,特別是應該最薄的C點則成為了最厚點。
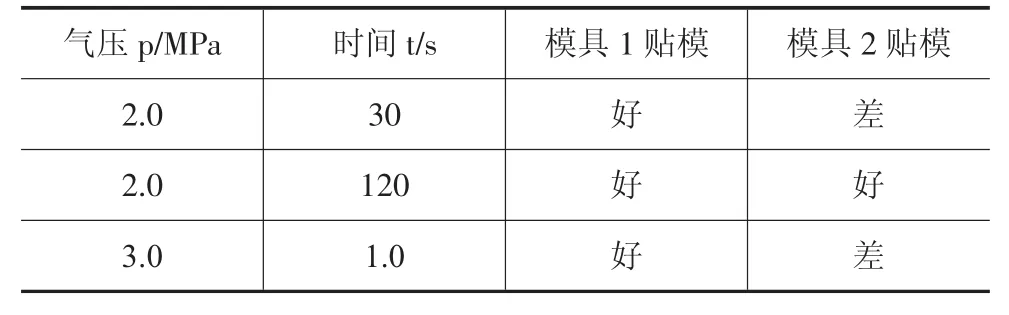
表1 脹形加載條件及貼模情況

圖2 模具2預成形截面圖
當脹形氣壓為3.0MPa時,模具2的制件內表面出現垂直于板料軋制方向的拉裂痕,如圖3所示,而模具1無此現象,表明反向氣壓的選取與預成形模具的變形量有關。這可能是由于模具2的反向變形較大,氣壓過大,變形速率較大,從而發生了局部頸縮,產生了拉裂痕,由于模具限制了變形量而沒有產生破裂。
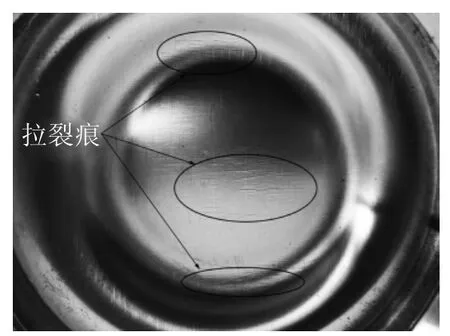
圖3 帶拉裂痕脹形件
2.2 筒形件單向快速氣壓脹形實驗
根據文獻[12],當氣壓為1.2MPa時,半球件峰值脹形高度可達到38.36mm,為此筒形件脹形的初始氣壓設定為1.2MPa,而在校形階段需要采用較高的成形氣壓,總成形時間為300s。實驗參數如表2所示。
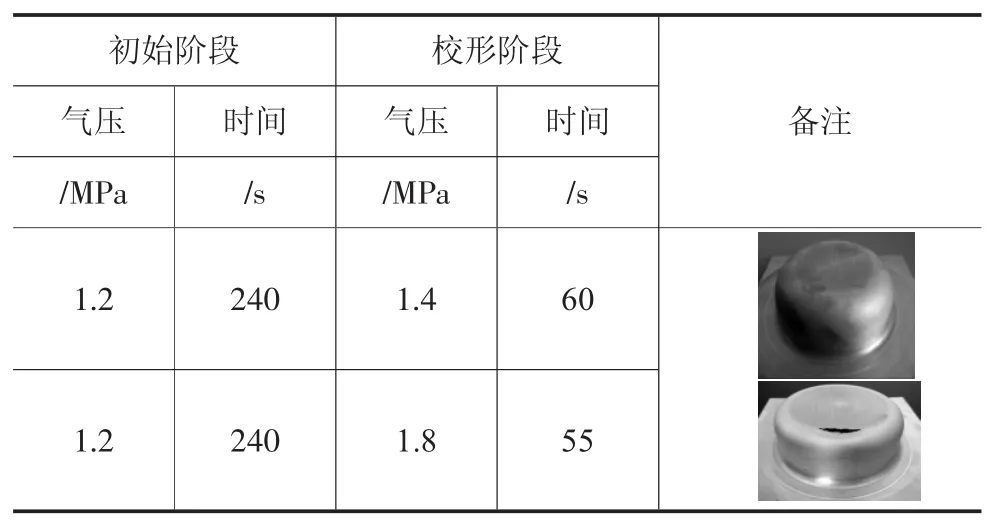
表2 筒形件單向快速氣壓脹形實驗參數
當脹形240s、加壓到1.4MPa校形60s時,脹形件未產生破裂,筒形件底部拐角處的圓角半徑大于14.5mm,成形不充分;校形氣壓增大到1.8MPa,筒形件底部靠近拐角處發生破裂。這是由于拐角附近材料總是處于未貼模無約束狀態,在貼模階段受到雙向拉應力作用,厚度越來越薄,成形氣壓較大時,應變速率較高,雖然超塑性材料的流動應力對應變速率比較敏感,應變速率較高處繼續變形的流動應力增加,塑性變形會轉移到流動應力較小的部位,但是與模具接觸部分的材料受到與模具間的摩擦力的作用,繼續發生塑性變形受到阻礙而難以進行,因此塑性變形只能集中在拐角附近,最終導致破裂。
2.3 筒形件正反向快速氣壓脹形實驗
采用模具1和模具2分別進行筒形件的正反向快速氣壓脹形實驗,實驗參數見表3。
利用模具1可以得到底部拐角半徑較小(約為R5)、成形質量較好的制件,與單向脹形相比,脹形時間同為300s,采用正反向脹形工藝可以提高成形能力。當成形底部拐角所加的校形氣壓較高時,同樣會在拐角處發生破裂。
模具2反向脹形氣壓/時間2.0MPa/120s、正向脹形氣壓/時間1.2MPa/180s后發現脹形件成形不足,這是由于正向脹形成形時間過短造成的,因為模具2外緣部分的輪廓曲率較大,成形較為困難,需要較低的應變速率和較長的成形時間,但如果延長正向脹形時間,則與縮短成形時間的目標相違背,因此考慮將反向脹形時間減少到30s,在未完全貼模的情況下即開始正向脹形,可以得到成形良好的筒形件。
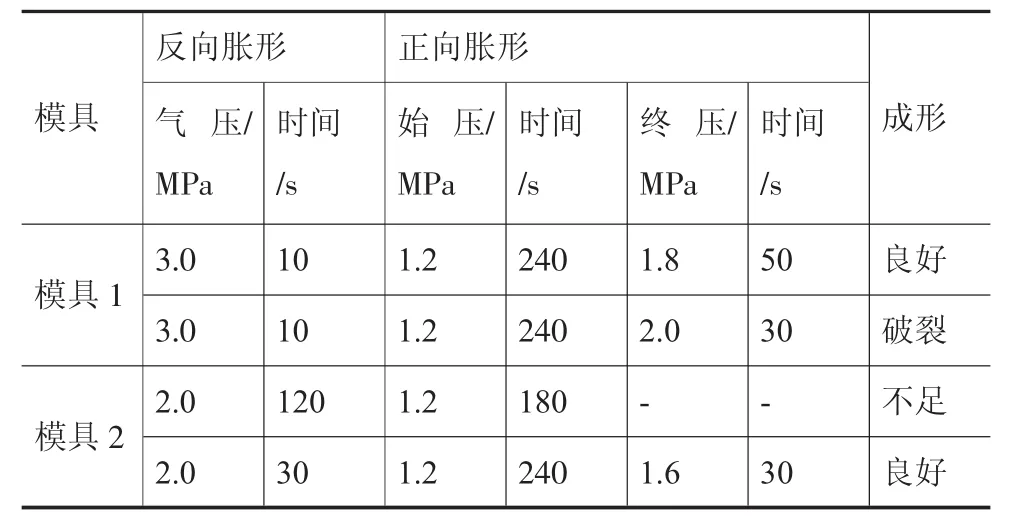
表3 筒形件正反向快速氣壓脹形實驗參數
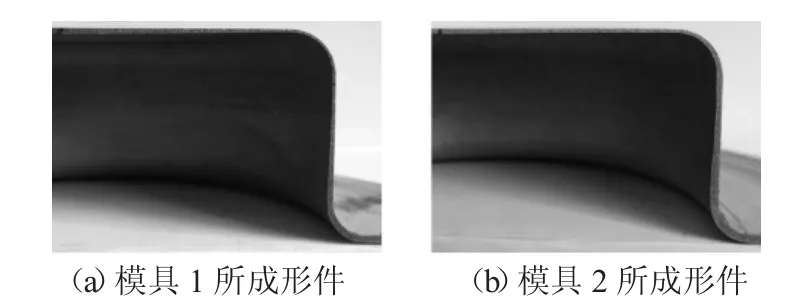
圖4 筒形件截面圖

圖5 筒形件壁厚分布曲線
圖4為筒形件截面圖,圖5是壁厚分布曲線,可以看出采用兩種預成形模具時筒形件壁厚分布有較大差異。利用模具1制得的筒形件,其底部中心在預成形時沒有預減薄,因此該區域成為筒形件底部壁厚最大的部位,而且從中心到拐角壁厚逐漸減薄,最薄處出現在底部拐角處,僅為0.40mm;側壁部分的壁厚從凹模入口圓角到底部拐角逐漸減薄,壁厚分布曲線起伏較大。利用預成形模具2制得的筒形件,底部中心在預成形時即被減薄,終成形后筒形件底部壁厚最大處仍位于中心,比模具1制得的筒形件要小,最小壁厚為0.44mm,沒有出現在拐角處,而是靠近拐角的底部,底部壁厚均勻度顯著提高;側壁部分的厚度變化不再是簡單的逐漸增大或逐漸減小,而是出現了起伏,這是由預成形時局部的減薄引起的,如圖6所示,預成形時的板料的A位置發生的彎曲變形最大,正向脹形時該部位材料彎曲變形回復后到達B位置,繼續變形后形成了側壁的C位置,成為側壁上減薄量較大的部位,因此在側壁上形成了壁厚分布的起伏變化,總體來看,在正反向脹形時模具2比模具1的壁厚分布改善效果更好。
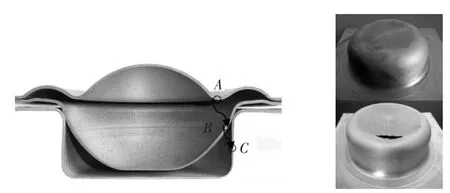
圖6 由反向到正向脹形材料位置變化圖
3 結論
(1)反向脹形變形量不大時,預成形件貼模良好,因此可以選擇較大的反向脹形氣壓以縮短成形時間;反向脹形變形量較大時,在較高的氣壓下成形預成形件內表面會產生一些垂直于板料軋制方向的拉裂痕。
(2)預成形模具型腔輪廓的曲率過大時,板料不容易充滿型腔,使反向變形的時間變長,因此,反向脹形模具型腔輪廓的曲率不宜太小。
(3)與單向脹形相比,正反向脹形可以顯著提高AZ31鎂合金板料的成形能力,成形出高徑比(高度/直徑)為0.37的合格筒形件。
(4)預成形模腔為外凹加直線加內凹輪廓其成形效果好于外凹加內凸輪廓。
[1]Krajewski,Paul E..The effect of lubrication on QPF formability[C]. 2005 TMS Annual Meeting,2005:127-133.
[2]Jon T.Carter.The Hot blow forming of AZ31 Mg sheet formability assessment and application development[J].JOM,2008,60(11):77-81.
[3]張拓達.AZ31鎂合金航空儀表盤快速塑性成形工藝研究 [D].哈爾濱:哈爾濱工業大學,2010.
[4]王中陽,王國峰,賴小明,等.控制厚度分布的正反向超塑脹形的有限元分析[J].材料科學與工藝,2004,(3):279-82.
[5]蔡 云,童國權,葛永成.鋁合金超塑性氣脹成形壁厚分布工藝研究[J].模具工業,2009,(3):23-26.
[6]Abu-Farha F.Reverse bulging in hydro/pneumatic sheet metal forming operations:Is it worth it?[J].ASME Confence Proceedings,2010,2010(49460):761-769.
[7]Lee S.Thickness distribution in a superplastically formed rectangular pan under plane-strain conditions[J].Journal of Materials Processing Technology,1997,65(1-3):59-64.
[8]Luckey JR G,Friedman P,Weinmann K.Design and experimental validation of a two-stage superplastic forming die[J].Journal of Materials Processing Technology,2009,209(4):2152-2160.
[9]XING H L,ZHANG K F,WANG Z R.A preform design method for sheet superplastic bulging with finite element modeling[J].Journal of Materials Processing Technology,2004,151(1-3):284-288.
[10]蔣少松,張凱鋒,吳海峰,等.變摩擦正反向超塑成形壁厚均勻的TC4鈦合金深筒形件 [J].稀有金屬材料與工程,2010,39(6):1079-1084.
[11]王 剛,張治朋,張建凱.鎂合金板材正反向快速氣壓脹形實驗[J].塑性工程學報,2013,20(1):43-47.
[12]Suzuki N,Kohzu M,Tanabe S,et al.Superplastic blowforming of 7475 aluminum alloy sheet with different thickness[J].Keikinzoku/ Journal of Japan Institute of Light Metals,2000,50(8):381-385.
Study on forward-reverse quick gas bulging forming experiment for magnesium alloy cylinder
DING Yeli1,XIE Yuncong2,CUI Lingjiang3,WANG Gang3,ZHANG Zhipeng3
(1.Traffic School at Weihai,Weihai 264209,Shandong China;2.Shanghai Volkswagen Automotive Co.,Ltd., Shanghai 201805,China;3.Harbin Institute of Technology at Weihai,Weihai 264209,Shandong China)
Taking AZ31B rolled magnesium alloysheet with 1.5mm thickness as blank,two different profile of reverse preform dies have been adopted to conduct the quick gas bulging forming experiment for cylinder.Theresults show thatthe reverse forming time can reach 120s if the radius of preform die is too small(r=5).The crack perpendicular to the rolling direction of sheetwill occur at the inner surface of preformed cylinder under high pressure when the reverse formingdeformation is bigger.The experimental results of unidirectional free forming and the forward-reverse gas bulging forming show that the height to diameter ratio of an undamaged cylinder part is 0.37, which can be formed at 400℃with 300s bulging forming time;while the thickness of cylinder is between 0.44mm to 1.40mm;and the thinnest location is at the bottom corner.
Forward-reverse bulging;Quick gas bulging forming;Cylinder;Formability;Thickness distribution
TG386.49;TG389
A
10.16316/j.issn.1672-0121.2016.01.029
1672-0121(2016)01-0100-04
2015-08-07;
2015-10-14
丁業立(1963-),男,副教授,從事金屬塑性成形及模具設計研究
王 剛(1967-),男,副教授,從事金屬塑性成形及模具設計研究。E-mail:wg@hitwh.edu.cn
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中華詩詞(2020年1期)2020-09-21 09:24:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
