小輪徑車胎用模具的設計與制造
2016-03-20 02:20:27潘景洪
橡塑技術與裝備 2016年7期
關鍵詞:工藝
潘景洪
(廣州鉆石車胎有限公司,廣東 廣州 510940)
小輪徑車胎用模具的設計與制造
Mold design and manufacturing for small wheel diameter tyres
潘景洪
(廣州鉆石車胎有限公司,廣東 廣州 510940)
介紹本企業小輪徑車胎開發過程中, 產品和工具制品的模具設計和制造的情況,存在問題,解決方法,總結經驗, 祝愿小輪徑車胎生產技術不斷發展和完善。
小輪徑車胎;外胎;內胎;膠囊; 氣囊; 模具;制造
近年來力車胎產品市場競爭異常激烈,力車胎生產企業為求生存和發展,加大了新產品開發投入:一方面更新品種、優化結構;另一方面促進新產品系列而帶來的生產領域 ,消費結構的變化。新技術的發展,計算機輔助設計軟件的應用,使新產品設計層出不窮,通過采用新工藝技術,迅速轉化為生產力,為企業創造效益。同時,經濟的發展 ,社會進步,物質文化的需要,擴大了車胎產品領域 ,出現了隧道車胎、小卡丁車胎、草地園藝車胎等,稱為小輪徑車胎。本文僅介紹小輪徑車胎的開發中模具的設計與制造。
1 可行性分析
小輪徑車胎多數直徑小、斷面大,生產工藝尚未定型,難度大,剛開發時國內沒有廠家生產,工藝技術處于探索階段,沒有成熟的工裝設備。利用原來大型的力車胎生產廠家的生產工藝基礎和車胎產品開發經驗,還需要有新產品開發、設備工裝器具、模具設計和制造人員,具備機械、車胎模具加工技術和能力,為小輪徑車胎開發提供了條件。
車胎新產品開發包括產品結構、配方、生產工藝、模具、設備工裝器具設計制造,其中模具設計包括外胎、內胎、膠囊(隔膜)模具設計,模具設計制造對產品外觀,硫化生產工藝性起著重要作用,在模具設計制造中,工程技術人員、加工操作人員,充分應用CAD/ CAM軟件和加工技術,電火花加工技術,確保按要求完成小輪徑車胎設計、加工任務。
2 小輪徑車胎開發
剛開始進行了4.10/3.50-4小輪徑車胎開發研究工作,當時開發工作并不順利,是由于小輪徑車胎與普通力車胎的差異造成的,小輪徑車胎直徑小、斷面大,工藝技術和工裝設備屬于探索階段,初開發時 ,外胎采用傳統氣囊(風胎)型硫化,受到工藝技術、工裝設備限制,難成型,接頭位置容易開裂,生產合格率很低。
隨著小輪徑車胎市場需求,解決小輪徑車胎工藝問題,提高合格率,正式投入生產越來越迫切,小輪徑車胎被列入新產品開發計劃,成立了專業小組,對小輪徑車胎生產各工序存在問題進行分析、可行性研究,工藝上大膽創新 ,將外胎氣囊(風胎)硫化改為膠囊(隔膜)型硫化,在工裝設備尚不具備膠囊(隔膜)硫化工藝情況下,大膽創新,充分利用現有設備進行技術改造,需要補充的工裝設備,自行設計、制造。
3 膠囊(隔膜)硫化工藝與氣囊(風胎)硫化工藝的比較
力車胎模具(如自行車胎外胎、電動車胎模具)多為分上下模具,放入胎坯合模后, 膠囊或氣囊充入壓縮空氣內壓或蒸汽,硫化成型。 硫化型式分膠囊和氣囊, 氣囊硫化多數選液壓硫化機。 膠囊硫化,選配膠囊中心機構專用硫化機, 方便實現雙向導熱,內壓使用過熱水、中壓蒸汽、加熱氮氣,是當今車胎硫化工藝發展的趨勢。
(1)小輪徑車胎如采用氣囊形式硫化,在硫化前須模具外先定型,將大斷面小直徑的氣囊裝入胎坯內,過程相當費時間和體力,工人勞動強度大,由于小輪徑車胎輪廓斷面大,外徑與內徑比例大,套接后 ,氣囊形狀偏差大(理想型狀是圓環型)套接位置貼合強度不夠 ,氣囊硫化過程沖內壓后,容量開裂,氣囊硫化成型難,硫化后車胎緊貼模具,起胎難,容易損傷外胎和氣囊(風胎),造成產品合格率低, 氣囊消耗大,生產成本高。
(2)采用膠囊形式硫化, 膠囊裝在硫化機中心機構和模具上,硫化前, 胎坯套住膠囊外邊,通過調整中心機構膠囊的氣壓大小,實現模具內定型,操用過程簡單,操作工無須消耗大體力,降低了勞動強度,提高生產率,硫化模內定型,硫化內壓均勻 , 膠囊厚度比氣囊薄約50%, 膠囊伸張性好,硫化時壓力傳遞到車胎制品及模具,損耗低,使車胎制品花紋清晰,提高車胎產品結構致密性和耐磨性,膠囊硫化工藝好,使產品各方面的性能和合格率高,方便實現硫化雙向導熱, 膠囊安裝在中心機構上,通過硫化機組電腦自動控制臺設置,控制膠囊中心機構內,介質蒸汽進入沖內壓和抽真空排放時間,實現硫化過程雙向導熱,縮短硫化時間,大幅度提高了生產效率。
4 內外胎模具設計和制造
4.10 /3.50-4小輪徑車胎剛開發,模具制造工藝是傳統的銑刻工藝,外胎模具制造工藝復雜,由于模具直徑小 ,不能套住銑刻機床的銑頭,外胎模具花呤要用線切割割開,才能夠銑刻加工,銑刻完工后 ,花呤加外圈組裝,制造工序多、加工技術難度大,效率低 ,難以適應產品開發市場要求,且產品外觀質量受到模具制造工藝限制,后來對模具制造工藝進行技術改造,采用電火花成型加工模具,制造小輪徑車胎模具不用割開花呤,制造工序減少,制造質量和效率有較大提高。同時 ,根據硫化設備改進了小輪徑車胎模具結構。
(1)采用小直徑的硫化機生產小輪徑車胎,減少模具外徑,便于硫化工操作,降低裝拆模具勞動強度,節約了模具材料。
(2)模具采用層片結構(見圖1),改善了模具的排氣效果,延長模具洗模周期,降低維修費用。在現有硫化機蒸汽室位置對小直徑模具位置不對應,傳熱效果不理想,內胎模具采用模內運蒸汽結構(見圖2) ,外胎硫化機另外配小直徑熱板,保證了硫化溫度,提高了熱效應。
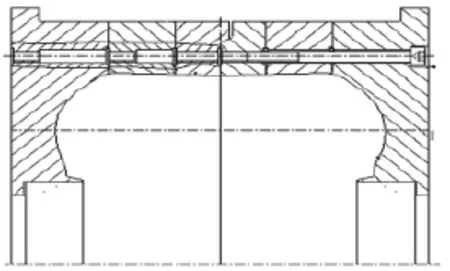
圖1 多用途車胎層片結構外胎模具圖

圖2 用途車胎模內運蒸汽結構內胎模具
5 膠囊輪廓、模具設計和制造
小輪徑車胎硫化膠囊制品的設計、制造是要急需解決的,需考慮到下列幾個方面:
(1)膠囊與胎坯配合:外胎硫化時 ,保證放入胎坯和取胎情況下,及膠囊(隔膜)制品硫化時工藝性,膠囊外徑尺寸盡量取大 ,膠囊選合適的厚度可保證硫化時的拉伸強度,膠囊使用壽命,根據小輪徑車胎產品輪廓配合尺寸其徑向拉伸比以4.10/3.50-4小輪徑車胎為例約2倍。
(2) 膠囊與夾持配合:由于徑向尺寸小 ,下夾持中心要通過內壓、真空管及方便膠囊制品硫化時脫模 ,所以膠囊與夾持的配合部分尺寸要緊湊,便于安裝內壓、真空管,控制硫化動作。
(3)膠囊模具制造及膠囊生產工藝性:在不具備膠囊制造情況下,將100 t外胎水壓硫化機改造為平板硫化機 ,膠囊模具設計根據膠囊輪廓尺寸大小,采用了如下二種結構:
a.采用開邊、臥式兩端側模板、模芯分體套接結構(見圖3),保證了膠囊模具制造的工藝性,硫化工藝采用模芯包膠壓模式硫化,采用氣動調壓控制,氣缸拉開模芯脫模。
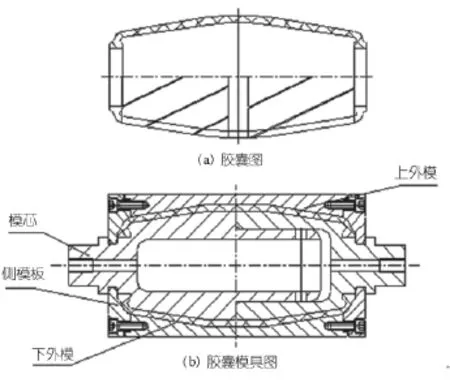
圖3 膠囊圖及膠囊模具圖
b.工作高度較小的,3.50以下規格膠囊采用立式結構(見圖4),通過氣動元件控制膠囊硫化開合模,膠料壓入模具型腔,頂出型腔,使膠囊在機臺開模時脫模,提高生產自動化,降低生產工人勞動強度(見圖5)。
圖5膠囊硫化機工藝操作過程見表1。
c.在膠囊制造過程中,經過對存在問題分析,及時整改完善,解決了膠囊制造的問題。
6 結束語
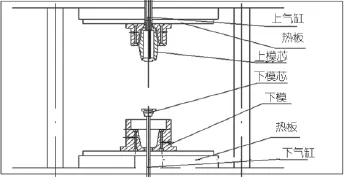
圖4 立式結構膠囊(隔膜)硫化裝置圖

圖5 100 t硫化機膠囊硫化、氣控、熱工管路圖
通過本公司技術團隊工程技術人員共同努力,成型、硫化工序的裝備也改造成功,在小輪徑車胎開發過程中,應用車胎模具電火花成型加工技術,發揮機加工人員的技術,生產工藝技術的協調下,小輪徑小輪徑車胎經開發成功。它的成功,關鍵是對工藝性、可行性進行了認真細致的研究,工藝大膽創新,對開發過程存在問題及時分析、解決,也對產品設計能力、工裝設計能力、工裝制造能力有一定要求, 生產工藝性的合理性,車胎和膠囊設計、 車胎和膠囊模具設計與制造的工藝性是關鍵。目前,已開發了小輪徑車胎品種,規格有40多個,模具140多套,小輪徑車胎生產已完善,填補國內的空白,擴大了本企業產品領域,并形成生產能力,創造社會效益和經濟效益。
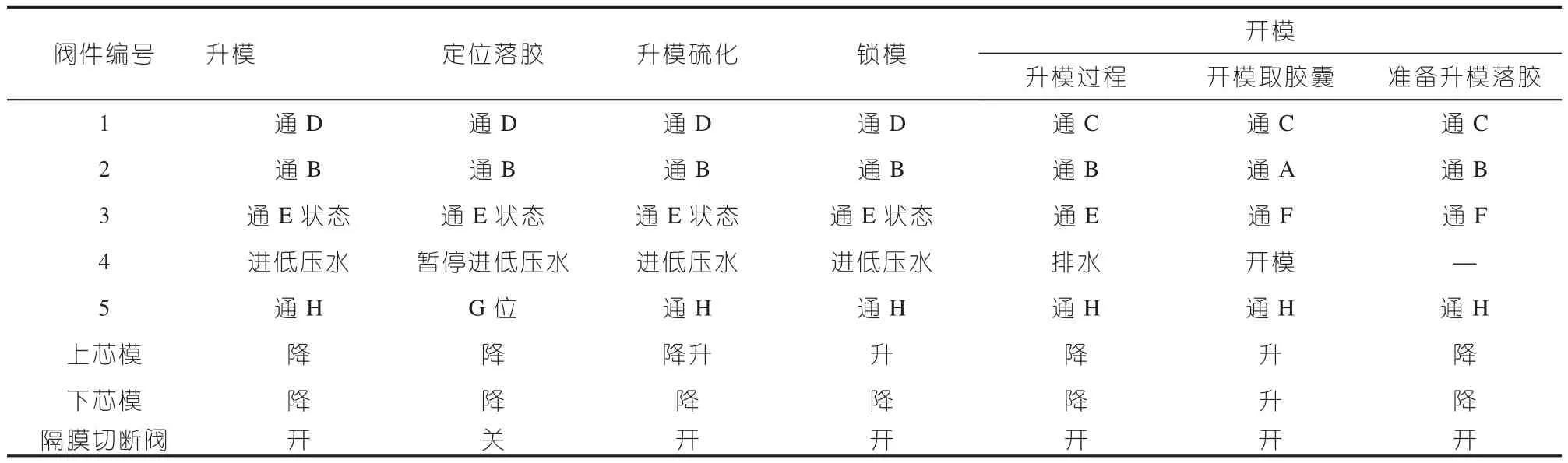
表1 膠囊硫化機工藝操作過程
[1] 虞福榮,李書春. 橡膠模具實用手冊. 1996, (12).
[2] 王樹勛,林法禹,魏華光.實用模具設計與制造. 1991, (04).
[3] 化學工業出版社.機械設計手冊. 1980.
[4] 梁守智,張丹秋.橡膠工業手冊—第四分冊. 1998.
(R-01)
TQ336.1 TG70
1009-797X(2016)07-0027-04
B
10.13520/j.cnki.rpte.2016.07.007
潘景洪,男,工程師,1979年參加工作,現在廣州鉆石車胎有限公司,從事機械、車胎和橡膠制品模具設計及制造工作。
2016-01-12
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52