基于PLC的吊蔓器制作裝備控制系統的設計
2016-03-23 07:32:44張穎穎楊樹川
農機化研究 2016年12期
張穎穎,尚 欣,楊樹川
(寧夏大學 機械工程學院,銀川 750021)
?
基于PLC的吊蔓器制作裝備控制系統的設計
張穎穎,尚欣,楊樹川
(寧夏大學機械工程學院,銀川750021)
摘要:農業上藤蔓類植物大多采用吊蔓栽培技術,因此設計研發出一種吊蔓器制作裝備來加工吊蔓器。為了提高該設備的機械自動化水平、解放勞動力,從而更加高效率地加工吊蔓器,采用西門子小型PLC控制技術,結合液壓傳動技術與設計思路,分析了主要的硬件原理圖和軟件梯形圖,實現了對吊蔓器加工的自動控制。最終,將設計的控制系統對吊蔓器進行加工試驗。結果表明:程序結構緊湊、運行效率高,可以很好地實現設計要求。
關鍵詞:控制系統;吊蔓器;液壓傳動;PLC
0引言
長期以來,我國溫室吊蔓器的加工都是工人手動操作,自動化水平較低,導致生產效率低、成本高;更重要的是手工加工的吊蔓器一致性差,影響了吊蔓器在大棚中的使用,從而導致了吊蔓器綜合成本的提高,極大地影響了田間農業機械化快速發展,成為制約吊蔓器規模生產的瓶頸。近年來,隨著電子技術和微機控制技術的迅猛發展,機械產品朝著智能化的方向發展,能夠用于自動化系統的控制方式也越來越多。工業上常用的控制方式有繼電器控制、PLC控制、嵌入式控制和傳統PC控制。PLC具有通用性較強、適應性廣泛、可靠性高、抗干擾性強及編程簡單等特點,并且有簡單的監控程序,能完成故障檢查、修改執行命令等功能。它采用梯形圖語言編程,相對匯編語言而言,具有直觀、簡單、易學的特點。為此,筆者設計了一套吊蔓器制作裝備控制系統,通過PLC對吊蔓器的加工實現自動控制,加工的吊蔓器質量好、生產效率高,為吊蔓器在田間的使用提供了方便。同時,也可以有效地解決勞動力不足的問題,降低勞動成本,提高勞動生產率,對藤蔓類植物的栽培發展具有重要意義。
1主要結構與加工工藝過程
吊蔓器制作裝備控制系統結構如圖1所示。

圖1 蔓器制作裝備控制系統結構圖
吊蔓器制作裝備主要由機械部分、液壓缸、電動機、油泵、控制柜及箱體外殼組成,如圖2所示。
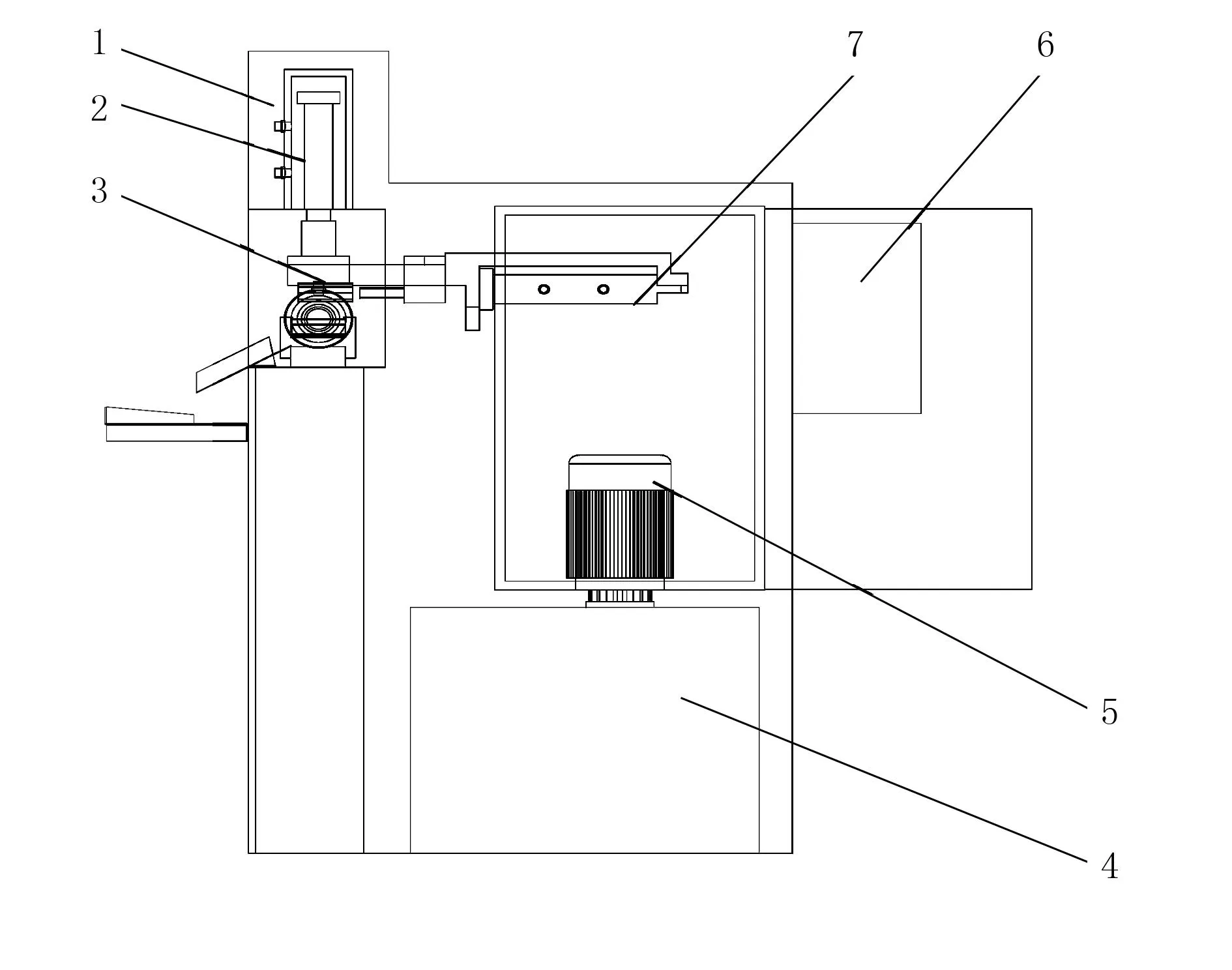
1.箱體外殼 2.液壓缸 3.機械部分
機械部分由凸模、凹模、卸料模、導柱、活動梁、機架及液壓缸組成,如圖3所示。
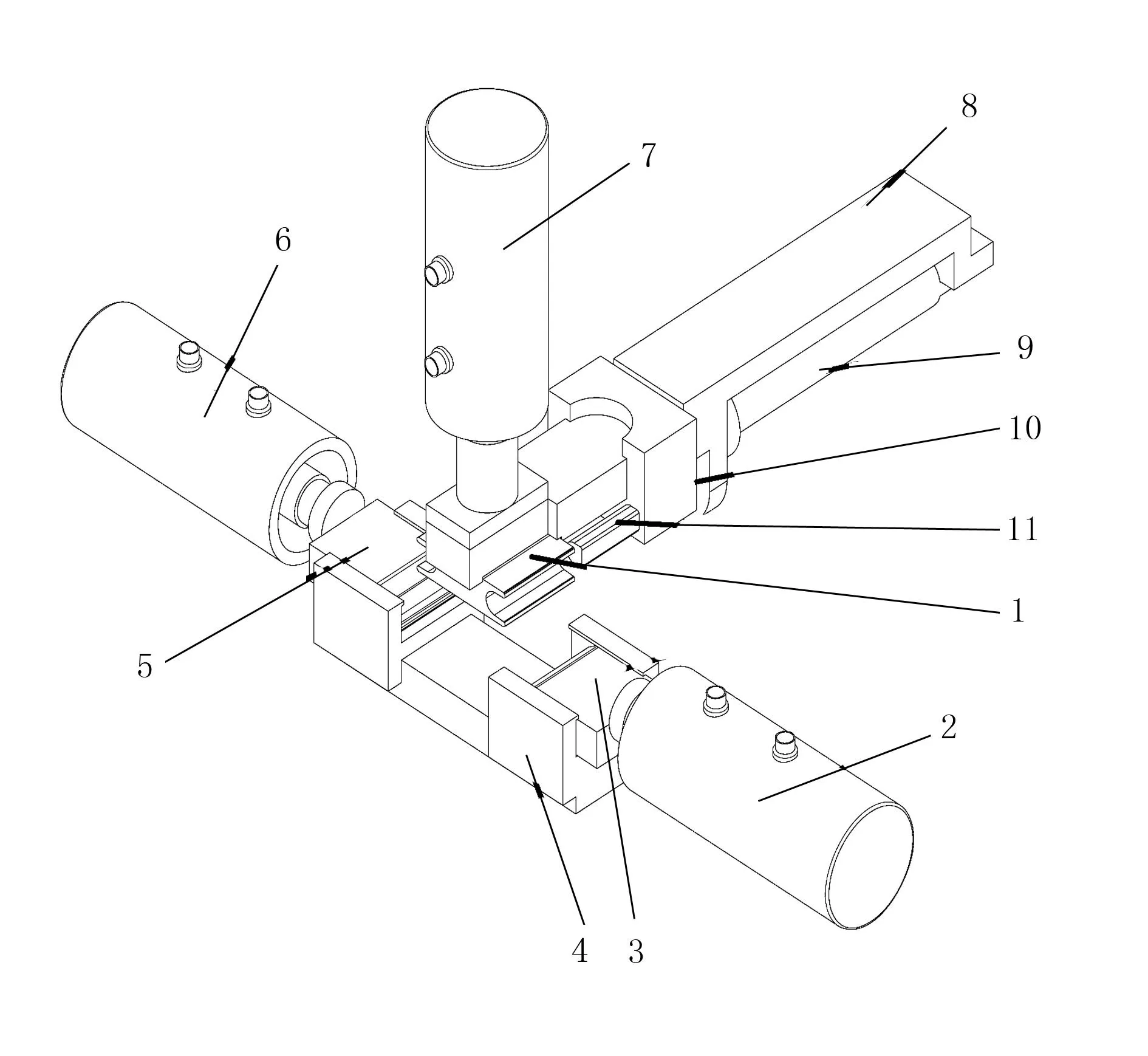
1.凸模 2、6、7、9.液壓缸 3、5.凹模 4.活動梁
結構中,凸模的上升和下降,凹模的伸出和縮回動作采用的是液壓控制,它們分別與一直線運動液壓缸活塞桿固接,并運用4個兩位三通電磁閥控制液壓缸的運動。電機的作用是通過帶動液壓缸來驅動各個模具塊的運動,完成對吊蔓器的加工。活動梁是用來與凹模2、3配合,所以在活動梁上開出導向槽;活動梁外側的最外端焊上兩個帶內螺紋孔的小擋塊,小擋塊上裝有螺釘,起到定位作用。液壓缸與各個模具通過法蘭連接在一起,首先進行一次折彎時把零件折成U型,然后再進行兩邊加工。由于吊蔓器的左右兩側分別有一凹形,所以凹模兩側設計出來兩個對稱的凹槽,加工該處時用銑床來加工。為了在加工工作時不把鐵絲卡住,還進行了斜度的設計和匹配。機架是用來固定液壓缸10,為卸料模的運動提供動力。
工作原理:將要加工的鐵絲平放在活動梁上,接通電源,打開油泵,電動機啟動,帶動液壓缸運動,設備開始進入工作狀態;液壓缸9驅動凸模向下運動,當快要到達接近開關時停止運動,這時已將放好的鐵絲進行一次折彎,折彎后的鐵絲成"U"型。之后,凹模2、3分別在液壓缸7、8的驅動下對向運動,對鐵絲進行二次折彎,凹模2、3與凸模相配合。在外力作用下,鐵絲產生的彎曲總變形由塑形變形和彈性變形兩部分組成。當外力去掉后,塑性變形保留下來,彈性變形則完全消失,即發生了回彈現象。所以,在二次折彎后,凹模2、3對鐵絲要有一個保壓的過程。經過兩次折彎,吊蔓器已經制作完成;此時,PLC控制電機反轉,凹模2、3在電機的驅動下反向運動,復位,然后凸模也復位。卸料模具在液壓缸10的驅動下沿著凸模的凹槽進行直線運動,將凸模上加工好的吊蔓器推送下來,之后卸料模復位,一次完整的加工過程結束。當加工過程中,出現意外或者出現迫不得已必須停止工作的情況,按下開關按鈕面板中的急停按鈕,設備將停止當前工作;當需要繼續工作,按下復位鍵,繼而開始正常工作。
2吊蔓器制作裝備的控制系統
2.1 PLC控制系統設計
PLC是現今最常用的控制設備,幾乎可以完成工業控制領域的所有任務。隨著PLC應用領域的日益擴大,PLC技術及其產品結構都在不斷改進,功能日益強大,性價比也越來越高。可編程控制器是一種運用數字運算執行操作的電子系統,是專門為在工業環境應用而設計的;采用一類可編程存儲器,用于其內部的程序存儲、執行邏輯運算、定時、順序控制及計數與算數操作等多數面向用戶的指令,并且通過模擬或數字式輸入/輸出來控制各種類型的機械或制造生產過程。PLC控制還具有功能性強、易操作及可靠性高等優點,完全符合本次吊蔓器控制系統的設計。因此,本次吊蔓器制作裝備的控制系統采用PLC控制。
2.2 系統的硬件設計
輸入部分包括4個按鈕開關、7個接近開關。輸出部分則負責控制1個電機的正反轉和4個液壓缸的動作;輸出24伏直流信號來控制中間繼電器的工作,延遲一定時間后,電磁閥通電并控制液壓缸的移動與電機的轉動。PLC的生產廠家有很多,主要有德國西門子、美國施耐德、美國通用電氣及日本三菱和OMRON等。其中,西門子公司的PLC抗干擾能力較強,比較耐用,維護率和損壞率比較低,并且根據該控制系統所需的控制功能及輸入、輸出點數和信號類型,系統PLC機選用SIEMENS S7-200系列,共22點輸入、12點輸出。其中,CPU 為224CN系列(14點輸入、10點輸出)。該PLC的構成框圖和計算機是一樣的,都有中央處理器(CPU)、存儲器和輸入/輸出接口,具有一個串行通訊端口,即RS-485口。為了保護線路末端的電線和用電設備,采用一種DZ47-63A型的小型斷路器,不僅可以分斷和接通短路電流,還可以接通和分斷正常過負荷電流和負荷電流。斷路器在電路中不僅起控制作用,還具有一定的保護作用。
PLC控制系統輸入/輸出分析如下:
1)輸入設備是用來產生輸入信號,從而來實現設備的各種功能。輸入設備主要是操作按鈕、繼電器的觸點、接近開關等。輸入設備及其功能如表1所示。

表1 輸入設備及其功能
2)輸出設備。輸出設備是應用PLC的輸出信號,來驅動執行元件,從而實現設計的各種動作,本設備采用液壓控制,輸出設備均為電磁閥,其輸出設備及功能如表2所示。
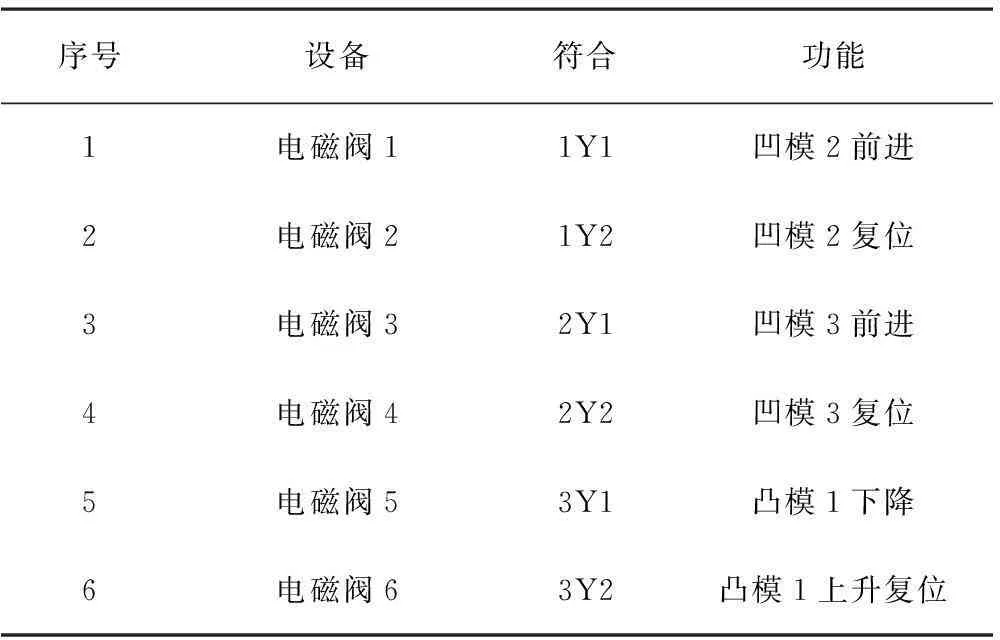
表2 輸出設備及其功能
3)I/O端子的分配。I/O端子是PLC的重要外部部件,是PLC控制器與外部設備(輸出設備、輸入設備)連接的重要通道,I/O點的端子將I/O設備與PLC進行連接,將PLC與現場構成系統,通過輸入設備得到信息,經過處理后再由輸入設備送往現場進行輸出,從而實現自動化控制的目的。
此次控制系統采用西門子PLC S7-200的224CN系列,有14個輸入點,10個輸出點,可采用助記符和梯形圖兩種編程方式。其I/O地址分配如表3所示。
2.3 系統的軟件設計
為了更好地調整組合吊蔓器制作裝備控制系統部分的硬件功能,完成對系統的控制要求,不僅要完成系統硬件配置,還必須對其進行軟件程序設計。本次控制系統的軟件設計主要包括PLC程序設計。

表3 PLC數字量I/O地址分配
2.3.1程序結構框圖
本設計中,吊蔓器制作裝備選擇步進電機作為執行元件,其整個運動狀態由油泵按鈕、啟動按鈕、復位按鈕及急停按鈕所控制,在運動過程中由接近開關控制,凹凸模與卸料模由液壓裝置完成,采用感應式接近開關進行位置檢測,各個液壓缸的動作由電磁閥控制。其工作過程流程圖如圖4所示。

圖4 工作流程圖
2.3.2程序設計
S7-200使用的編程軟件是STEP7 Micro-Win,適用于所有西門子S7-200PLC機型的軟件編程,同時支持LAD、STL、FBD3種編程語言,并且可以根據自己的需要以及習慣隨時在這3者之間進行切換。此軟件允許用戶在軟件環境下直接調試并監控程序的運行,可以在通用微機中運行,并且可以在Windows環境下進行編程。當進行相互間的通信時,可以通過計算機的串口和1根PC/PPI轉接電纜將它與PLC的PPI口相連。本系統軟件是在SIEMENS公司提供的STEP7 Micro-Win操作平臺上編制完成的。本設計中選用的編程軟件STEP7 Micro-Win應用于S7-200系列。在進行編程時,可以在仿真軟件上進行在線調試,在梯形圖上可以仿真真實的信號、元件以及設備的通斷,仿真結束后可以根據仿真結果對軟件或硬件中的錯誤以及不足之處進行修整、改進。圖5為凸模下降工作及復位的梯形程序圖。

圖5 PLC控制系統梯形圖
3樣機制作及試驗驗證
針對目前我國傳統手工制作吊蔓器效率低、成本高、一致性差、無法滿足現代農業機械化要求的現狀,設計研發了一款PLC控制系統自動化的吊蔓器制作裝備,并已經將設備制作出來使制作加工吊蔓器的過程實現了自動控制,且一次加工可得到多個吊蔓器,效率較高。制作好的樣機實物與PLC控制柜實物圖如圖6、圖7所示。通過現場試驗調試,操作者感覺該設備加工吊蔓器操作簡單,省時省力,僅需手動操作設備上的按鈕即可完成加工,最終通過PLC控制實現了吊蔓器加工過程的自動化。

圖6 吊蔓器制作裝備樣機實物圖

圖7 控制柜實物圖
4結論
1)本吊蔓器制作裝備控制系統采用PLC技術為平臺,以控制軟件為手段,實現了吊蔓器的加工制作,使各部件有序組合并協調工作,達到了自動化生產的目的。
2)吊蔓器制作裝備采用了自動控制與系統結構相結合的一體化設計,從根本上扭轉了吊蔓器成本高、一致性差的局面,達到了有效提高吊蔓器生產效率與質量的目的。
3)該生產實踐表明:此系統穩定性強、效率高,有效地提高了吊蔓器制造生產效益,此裝備已分別申請了實用新型專利和發明型專利。
參考文獻:
[1]宮淑貞,王冬青,徐世許.可編程控制器原理及應用[M].北京:人民郵電出版社,2002.
[2]尹秀妍,柴秋,溫紅真. PLC 在農產品稱量包裝控制中的應用[J].農機化研究,2007(1):200-201.
[3]西門子(中國)有限公司自動化與驅動集團編.深入淺出西門子S7-200 PLC[M].北京:北京航空航天大學出版社,2003.
[4]陳國清,沈其文. 板材折彎工藝過程優化[J].鍛壓機械,1994(1):52-54.
[5]劉俊.基于PLC的液壓機控制系統設計[J].機械制造與自動化,2010(2):45-48.
[6]黃運杰.基于PLC的液壓泵站遠程控制系統的設計與實現[D].長沙:湖南大學,2010.
[7]李國屏. 談PLC可編程控制器的原理和工業應用[J].寧波職業技術學院學報,2005(2):25-27.
[8]朱乃燔. 國內外折彎機技術的最新發展 [J].鍛壓機械,1995,30(6):9-13.
[9]吳剛,王海鵬,劉若愚. 折彎機器人[J].金屬加工,2010(17):43-45.
[10]S.K. Gupta,David A. Bourne,K.H.Kim,S.S.Khrishnan. Automated Process Planning for Sheet Metal Bending Operations[D].Pennsylvania:Carnegie Mellon University,1998.
[11]廖常初.可編程控制器的編程方法與工程應用[M].重慶: 重慶大學出版社,2001.
[12]羅凱華. PLC在折彎機控制系統設計中的應用[J].計量與測試技術,2007(2):50-53.
[13]John T.Winship,P.E. Press Brake Bend Toword CNC[J].Metal Starnping,1955(2):34-37.
The PLC Control System Design of Equipment for Hanging Tendril Device
Zhang Yingying, Shang Xin, Yang Shuchuan
(School of Mechanical Engineering,Ningxia University,Yinchuan 750021,China)
Abstract:Agriculture of vine plants mostly adopts hanging vine cultivation technology, we designed and developed a hanging vine production equipment to processing hanging vine device, in order to improve the equipment level of automation machinery, liberate the workforce, thus more efficient processing hanging vines. So the use of SIEMENS PLC control technology, combined with hydraulic transmission technology and design ideas, analysis of the main hardware schematics and software ladder diagram, to achieve the automatic control of the crane. Finally the design of the control system for the crane to carry out the processing test. The results show that the structure of the program is compact, the operation efficiency is high, and the design requirements can be realized well.
Key words:control system;lift device; hydraulic transmission; PLC
中圖分類號:S220.5
文獻標識碼:A
文章編號:1003-188X(2016)12-0222-05
作者簡介:張穎穎(1990-),女,河南新鄉人,碩士研究生,(E-mail)18809502960@163.com。通訊作者:尚欣(1971-),男,西安人,副教授,碩士生導師,(E-mail)xkshangx@163.com。
基金項目:寧夏高等學校科學技術研究項目(NGY2014050)
收稿日期:2015-10-30
