發(fā)動機曲軸多工序裝配的質(zhì)量預測模型研究
2016-03-25 17:42:29劉明周呂旭澤王小巧
汽車工程學報 2016年1期
劉明周++呂旭澤++王小巧

摘 要:針對發(fā)動機曲軸回轉力矩檢測中較大的誤差波動性影響裝配質(zhì)量的問題,構建了基于粒子群參數(shù)優(yōu)化(Particle Swarm Optimization,PSO)的最小二乘支持向量機(Least Squares Support Vector Machines,LS-SVM)的發(fā)動機曲軸裝配質(zhì)量預測模型。綜合考慮了裝配質(zhì)量的不確定性和裝配工序相對確定的特征,選取了軸向間隙、同軸度、間隙配合、彎曲度等主要因素作為輸入特性,曲軸回轉力矩作為輸出特性。根據(jù)采集整理后的質(zhì)量數(shù)據(jù)進行訓練學習,利用粒子群算法對最小二乘支持向量機中的參數(shù)進行優(yōu)化,預測曲軸回轉力矩。以曲軸回轉力矩檢測為例,對比分析了神經(jīng)網(wǎng)絡模型,結果表明了該模型的實用性與有效性。
關鍵詞:裝配質(zhì)量;回轉力矩;粒子群優(yōu)化;最小二乘支持向量機;預測模型
中圖分類號:TK422文獻標文獻標識碼:A文獻標DOI:10.3969/j.issn.2095-1469.2016.01.04
Abstract:The large error volatility in the torque measurement of engine crankshaft will affect the assembly quality. Therefore an assembly quality prediction model for engine crankshaft based on particle swarm optimization(PSO) of least squares support vector machines(LS-SVM) was constructed. Considering the uncertainty in assembly quality and the relative certainty in assembly process, the paper selected the axial clearance, alignment, clearance fit and deflection as inputs, and chose crank torque as the output. With the sorted data for training and learning from the field, the paper used the particle swarm optimization algorithm of least squares support vector machine for optimization. Then the trained model was applied to predict the corresponding crankshaft torsional moment. In the end, the engine crankshaft torque calculated by using the neural network model was compared and analyzed and the results show the applicability and validity of the proposed model.
Keywords:assembly quality; gyroscopic moment; particle swarm optimization; least squares support vector machines; prediction model
由于裝配能力變化或其它不確定因素的影響,在回轉力矩檢測過程中具有較大的誤差波動,造成裝配精度不高、裝配質(zhì)量不穩(wěn)定等問題,從而導致裝配不合格[1]。而曲軸回轉力矩檢測工序一旦出現(xiàn)異常問題,會對發(fā)動機曲軸服役的穩(wěn)定性和可靠性造成重大影響。對發(fā)動機曲軸裝配質(zhì)量進行有效的評估及預測,為其異常問題的事前預防控制提供決策支持,已成為發(fā)動機曲軸裝配類企業(yè)迫切需要解決的重要問題之一[2-4]。因此,為提高發(fā)動機的裝配質(zhì)量及穩(wěn)定性,在發(fā)動機曲軸裝配工序過程中對其回轉力矩預測具有重要意義。國內(nèi)外學者對傳統(tǒng)的質(zhì)量預測方法作了大量的研究。Schnelle等[5]以產(chǎn)品質(zhì)量預測為目標,使用實時數(shù)據(jù)和專家知識,提出了實時專家系統(tǒng)原型。Zhou[6]以復雜生產(chǎn)過程的質(zhì)量預測為目的,基于圖像序列的特點,建立了動態(tài)神經(jīng)網(wǎng)絡模型。Lu等[7]結合了在線調(diào)整策略和偏最小二乘模型,開發(fā)了一種質(zhì)量預測方法用于批量加工過程。Widodo等[8]應用支持向量機算法,提出了機器狀態(tài)監(jiān)測和故障診斷的方法。Wu等[9]應用三角模糊V支持向量機的概念,研究了多維度的非線性模糊系統(tǒng)的預測,同時證明了在小樣本集方面優(yōu)于傳統(tǒng)支持向量機。Li等[10]應用混合尺寸精度和質(zhì)量誤差模型方法,提出了一種多工序綜合質(zhì)量預測框架加工過程,將零件尺寸的質(zhì)量預測從工序級提升到系統(tǒng)級。Zhao等[11]基于特定階段的平均流程軌跡,在關鍵階段應用在線質(zhì)量預測算法,提出了一種新的多階段加工過程的過程分析和質(zhì)量預測。Wang等[12]在批處理過程中建立了基于數(shù)據(jù)驅動的實時預測產(chǎn)品質(zhì)量的模型。Jiang等[13]基于賦值型誤差傳遞網(wǎng)絡,開發(fā)了一個面向多工序加工的質(zhì)量預測模型。
質(zhì)量預測的研究方法從專家系統(tǒng)方法到神經(jīng)網(wǎng)絡方法,再到各種支持向量機方法;研究的角度從工序級提升到系統(tǒng)級,從單工序到多工序。質(zhì)量預測研究的對象也越來越多。但目前來看,質(zhì)量預測在發(fā)動機曲軸應用方面的研究還不多。本文首先結合發(fā)動機曲軸多工序裝配的構成及特點[14],由于軸向間隙、同軸度、間隙配合、彎曲度等因子在發(fā)動機曲軸裝配工序中可以直接或間接影響并能夠反映出曲軸回轉力矩的變化,所以選取軸向間隙、同軸度、間隙配合、彎曲度等因素作為輸入質(zhì)量特性。然后,從系統(tǒng)的角度應用發(fā)動機曲軸回轉力矩檢測工序及其前序的裝配質(zhì)量特性因素對最終質(zhì)量控制的影響程度來進行有效分析,利用LS-SVM作為質(zhì)量預測模型的理論基礎,應用粒子群算法參數(shù)優(yōu)化影響LS-SVM模型性能的因素,主要包括正則化參數(shù)C和核函數(shù)參數(shù),構建了基于PSO參數(shù)優(yōu)化LS-SVM的發(fā)動機曲軸多工序裝配質(zhì)量預測模型。最終,通過了實例驗證,從而實現(xiàn)了多工序的裝配質(zhì)量控制。
1 質(zhì)量預測模型的理論依據(jù)——LS-SVM
根據(jù)支持矢量決定的支持向量機(Support Vector Machines,SVM)的拓撲結構,以結構風險最小化作為基本原理,選擇不同形式的核函數(shù)可生成不同的SVM。本文選取簡單易操作且擬合精度較高的適用于小樣本的徑向基函數(shù),即高斯核函數(shù)為核函數(shù),即:
。
式中:2為高斯核函數(shù)的寬度參數(shù),它隱含地定義了從質(zhì)量特性輸入空間到高維質(zhì)量特征空間的非線性映射,從而控制最終解的復雜性。
LS-SVM[15-17]以允許質(zhì)量樣本存在的逼近誤差的二次范數(shù)為損失函數(shù),擴展了傳統(tǒng)SVM的應用范圍[18-19]。LS-SVM將原始質(zhì)量預測數(shù)據(jù)變換到另一新的高維質(zhì)量特征空間,提高了質(zhì)量預測數(shù)據(jù)的利用率。LS-SVM以帶等式約束條件的有規(guī)律的最小二乘方程式作為其價值函數(shù),將優(yōu)化問題轉化為求解線性方程組,并使用共軛梯度法等迭代法進行求解,因此比傳統(tǒng)支持向量機的訓練速度更快。
基于粒子群參數(shù)優(yōu)化的最小二乘支持向量
機發(fā)動機曲軸裝配質(zhì)量控制預測模型
2.1 采集并整理質(zhì)量預測數(shù)據(jù)
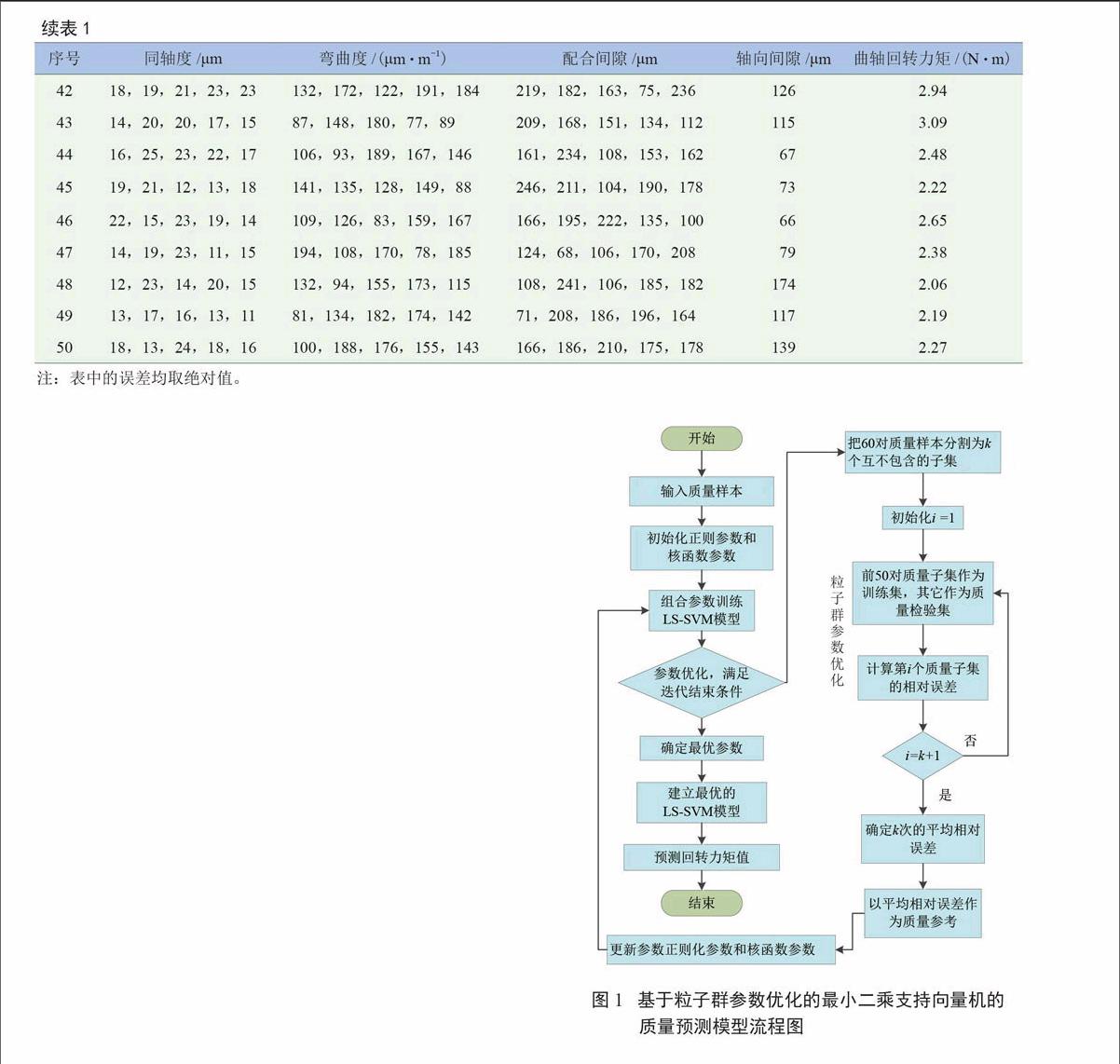
曲軸回轉力矩是發(fā)動機多工序裝配過程的一項重要質(zhì)量參數(shù),其大小直接影響發(fā)動機的性能與服役可靠性。在重慶某廠采集的前50對數(shù)據(jù)見表1。
2.2 建立基于粒子群參數(shù)優(yōu)化的最小二乘支持向量機的發(fā)動機曲軸多工序裝配質(zhì)量預測模型
基于粒子群參數(shù)優(yōu)化的最小二乘支持向量機的發(fā)動機曲軸多工序裝配質(zhì)量預測模型的作用是根據(jù)曲軸回轉力矩檢測前序的多工位裝配質(zhì)量來預測曲軸回轉力矩。建立質(zhì)量預測模型的具體步驟如下:
(1)利用Matlab編寫基于粒子群參數(shù)優(yōu)化的最小二乘支持向量機的質(zhì)量預測模型來預測曲軸回轉力矩的學習程序。
(2)輸入質(zhì)量預測試驗數(shù)據(jù)構成的質(zhì)量預測模型來訓練質(zhì)量預測樣本集并進行歸一化處理,利用粒子群參數(shù)優(yōu)化的最小二乘支持向量機回歸算法求得相應參數(shù)。
(3)將求得的相應參數(shù)代入粒子群參數(shù)優(yōu)化的最小二乘支持向量機質(zhì)量預測模型中,從而建立基于粒子群參數(shù)優(yōu)化的最小二乘支持向量機的發(fā)動機曲軸回轉力矩預測模型。
(4)將待預測質(zhì)量測試樣本輸入到質(zhì)量預測模型中,來得到質(zhì)量測試樣本的質(zhì)量預測模型以響應預測結果。
(5)將質(zhì)量預測結果與實際質(zhì)量檢測結果進行對比,分析質(zhì)量預測誤差并進行相應的評價。
2.3 基于粒子群參數(shù)優(yōu)化的最小二乘支持向量機的方法研究
在以徑向基函數(shù)為核函數(shù)的LS-SVM模型中,影響LS-SVM模型性能的因素主要包括正則化參數(shù)C和核函數(shù)參數(shù)的取值。正則化參數(shù)C控制模型復雜度及逼近誤差和對質(zhì)量樣本超出計算誤差的懲罰程度,而則控制函數(shù)回歸誤差,并且直接影響初始的質(zhì)量特征值和質(zhì)量特征向量。過小會導致過擬合,過大則質(zhì)量預測模型過于簡單,從而影響質(zhì)量預測精度。因此,要提高LS-SVM的學習及泛化能力,必須優(yōu)化正則化參數(shù)C和核函數(shù)參數(shù)。為得到最優(yōu)識別率,先利用網(wǎng)格搜索算法確定C與的尋優(yōu)范圍,然后利用圖1所示粒子群算法的多參數(shù)并行優(yōu)化對LS-SVM的核函數(shù)參數(shù)、正則化參數(shù)C進行優(yōu)化,通過粒子群算法的參數(shù)尋優(yōu),優(yōu)化LS-SVM的初始參數(shù),設定預測可接受值相對誤差低于0.05,提高LS-SVM在小樣本條件下的預測效率和預測精度,使LS-SVM模型實時地進行裝配質(zhì)量預測。
群體中的每一個質(zhì)量粒子的位置代表一組質(zhì)量參數(shù)向量(C,),初始化質(zhì)量粒子的位置x1和速度v1,將每個質(zhì)量粒子的初始位置設為當前最優(yōu)位置,不斷迭代直至更新到最優(yōu)解。一個是粒子本身的最優(yōu)解,即個體極值pi,best;另一個是整個種群的最優(yōu)解,即全局極值gi,best。粒子i根據(jù)式(2)和式(3)更新自己的速度和位置,使整個種群向最優(yōu)解的方向進化。
式中:;c1和c2為質(zhì)量加速因子,通常取值范圍為(0,2); r1和r2為0~1之間變化的相對獨立的質(zhì)量隨機函數(shù)。
3 應用實例
3.1 基于粒子群參數(shù)優(yōu)化的最小二乘支持向量機的發(fā)動機曲軸多工序裝配質(zhì)量預測模型的實例實現(xiàn)
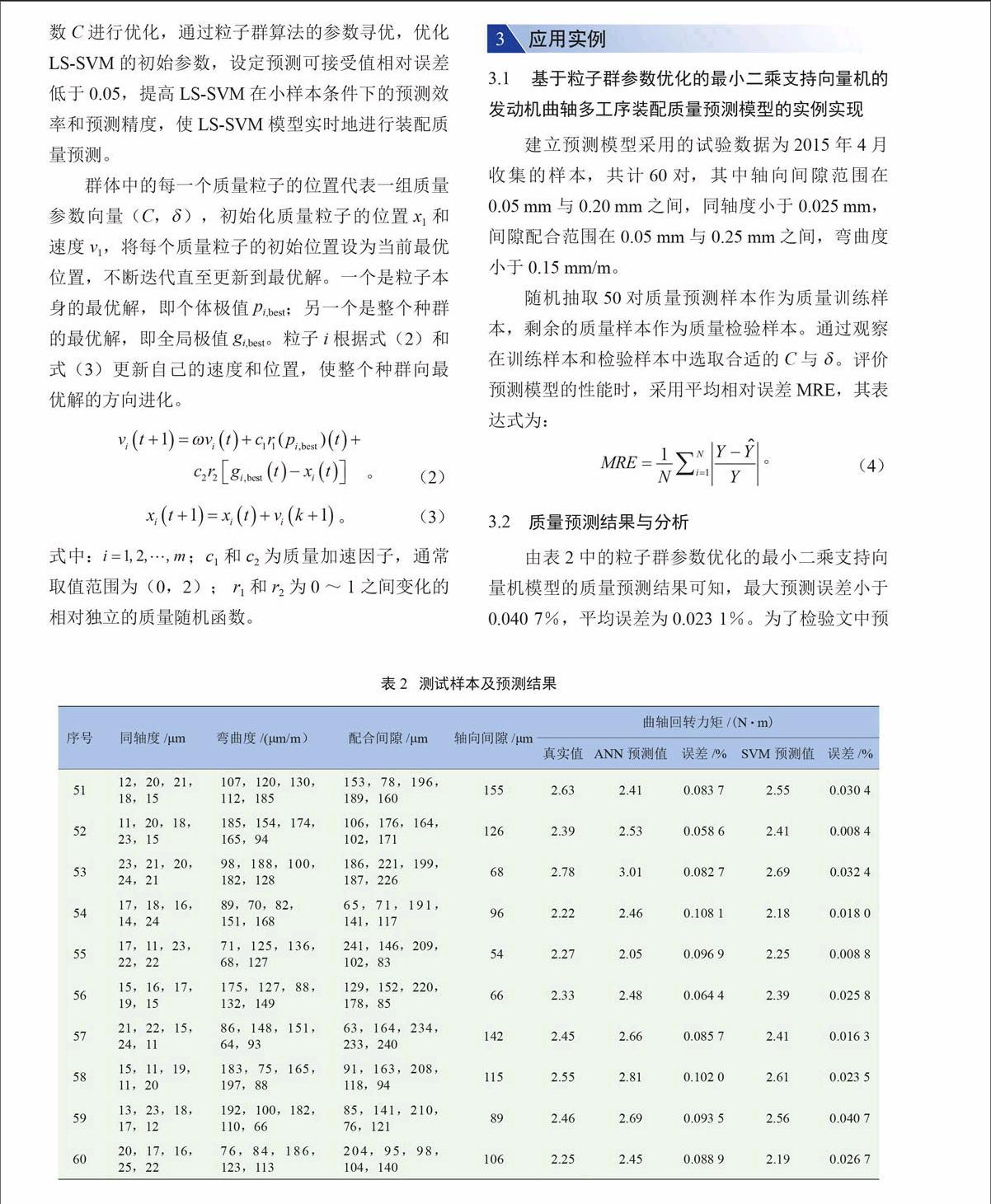
建立預測模型采用的試驗數(shù)據(jù)為2015年4月收集的樣本,共計60對,其中軸向間隙范圍在0.05 mm與0.20 mm之間,同軸度小于0.025 mm,間隙配合范圍在0.05 mm與0.25 mm之間,彎曲度小于0.15 mm/m。
隨機抽取50對質(zhì)量預測樣本作為質(zhì)量訓練樣本,剩余的質(zhì)量樣本作為質(zhì)量檢驗樣本。通過觀察在訓練樣本和檢驗樣本中選取合適的C與。評價預測模型的性能時,采用平均相對誤差MRE,其表達式為:
3.2 質(zhì)量預測結果與分析
由表2中的粒子群參數(shù)優(yōu)化的最小二乘支持向量機模型的質(zhì)量預測結果可知,最大預測誤差小于0.040 7%,平均誤差為0.023 1%。為了檢驗文中預測方法與神經(jīng)網(wǎng)絡預測方法的實際效果,應用相應原理設計了BP人工神經(jīng)網(wǎng)絡預測模型進行預測對比,由表2的ANN模型預測的結果可知,最小預測誤差大于0.058 6%,平均誤差為0.084 5%。這表明粒子群參數(shù)優(yōu)化的最小二乘支持向量機預測模型的精度顯著提高,預測學習訓練時間大大縮短。兩種預測方法的結果比較如圖2所示。
由圖2可知,LS-SVM模型的質(zhì)量預測值比ANN模型預測更接近真實值。驗證結果證明該方法一定程度地避免了人工神經(jīng)網(wǎng)絡依賴于人為經(jīng)驗的不足,更好地解決了非線性、計算量大、局部極值點和泛化能力弱等先天性問題。將支持向量機理論引入到發(fā)動機曲軸裝配多工序的質(zhì)量控制預測中,避免了人工神經(jīng)網(wǎng)絡在預測時所表現(xiàn)出來的過學習、泛化能力弱等缺點。經(jīng)過驗證,該方法能更好地獲得預測結果且更符合實際。
4 結論
(1)實證分析結果表明,該模型可以較為準確、客觀地預測曲軸裝配多工序的目標值。但要更科學、合理地預測曲軸裝配工序還需要進一步深入的研究。如對于相同的曲軸裝配工序,由于生產(chǎn)線的其它影響因素方面存在差異,曲軸裝配工序的目標值不一定相同。因此,為了使曲軸裝配工序的目標值更趨于合理化,需要進行綜合考慮。
(2)由于影響發(fā)動機曲軸回轉力矩檢測的因素復雜而繁瑣,所以不僅僅包括該模型提到的四個主要因素會對回轉力矩質(zhì)量控制產(chǎn)生重要影響。在如何更為全面地考慮各種影響因素,進一步提高預測準確性等方面尚有許多問題需要解決。
(3)下一步工作可以考慮收集實時質(zhì)量預測樣本并對質(zhì)量預測模型進行及時的在線修正,進一步為發(fā)動機曲軸裝配類企業(yè)實際生產(chǎn)提供更可靠的曲軸多工序裝配的質(zhì)量預測模型。
參考文獻(References):
JOSEPH J,PIGNATIELLO J R. Strategies for Robust Multiresponse Quality Engineering [J]. IIE Transactions, 1993,25(3):5-15.
尹超,郭晨,趙旭. 微車后橋關鍵工序生產(chǎn)異常損失評估及預警方法 [J]. 計算機集成制造系統(tǒng),2014,20(10):2533-2541.
Yin Chao,Guo Chen,Zhao Xu. Evaluation and Early Warning Method of Abnormal Production Loss for Minicar
Rear Axle Key Process [J]. Computer Integrated Ma-nufacturing Systems,2014,20(10):2533-2541. (in Chinese)
梁忠權. 復雜機電產(chǎn)品關鍵裝配工序物料質(zhì)量損失預測方法及支持系統(tǒng) [D]. 重慶:重慶大學,2013.
Liang Zhongquan. Quality Loss Forecasting Method and Its Support System for Key Assembly Process Materials Quality Loss for Complex Electromechanical Products [D]. Chongqing:Chongqing University,2013.(in Chinese)
尹超,甘德文,梁忠權,等. 復雜機電產(chǎn)品關鍵裝配工序物料質(zhì)量損失評估及預警方法 [J]. 計算機集成制造系統(tǒng),2014,20(6): 1433-1442.
Yin Chao,Gan Dewen,Liang Zhongquan,et al. Evaluation and Early Warning Method of Key Assembly Process Mate-rials Quality Loss for Complex Electromechanical Products [J]. Computer Integrated Manufacturing Systems,2014,20(6):1433-1442.(in Chinese)
SCHNELLE K D,MAH R S H. Product Quality Manage-ment Using a Real-Time Expert System [J]. ISIJ Inter-national,1994,34(10):815-821.
ZHOU S M. Combining Dynamic Neural Networks and Image Sequences in a Dynamic Model for Complex Indu-strial Production Processes [J]. Expert Systems with Appli-cations,1999,16(1):13-19.
LU N,GAO F. Stage-Based Online Quality Control for Batch Processes [J]. Industrial & Engineering Chemistry Research,2006,45(7):2272-2280.
WIDODO A,YANG B S. Support Vector Machine in Machine Condition Monitoring and Fault Diagnosis [J]. Mechanical Systems and Signal Processing,2007, 21(6):2560-2574.
WU Q,LAW R. The Complex Fuzzy System Forecasting Model Based on Fuzzy SVM with Triangular Fuzzy Number Input and Output [J]. Expert Systems with Applications,2011,38(10):12085-12093.
LI J,F(xiàn)REIHEIT T,HU S J,et al. A Quality Prediction Framework for Multistage Machining Processes Driven by an Engineering Model and Variation Propagation Model [J]. Journal of Manufacturing Science and Engineering, 2007,129(6):1088-1100.
ZHAO C,WANG F,MAO Z,et al. Quality Prediction Based on Phase-Specific Average Trajectory for Batch Processes [J]. Aiche Journal,2008,54(3):693-705.
WANG D. Robust Data-Driven Modeling Approach for Real-Time Final Product Quality Prediction in Batch Process Operation [J]. IEEE Transactions on Industrial Informatics,2011,7(2):371-377.
Jiang Pingyu,Wang Yan,Wang Huanfa,et al. Quality Prediction of Multistage Machining Processes Based on Assigned Error Propagation Network [J]. Journal of Mechanical Engineering,2013,49(6):160-170.
王波,唐曉青. 機械產(chǎn)品裝配過程質(zhì)量控制決策研究[J]. 中國機械工程,2010,21(2):164-168,174.
Wang Bo,Tang Xiaoqing. Decision-Making of Quality Control for Mechanical Assembly Activities [J]. China Mechanical Engineering, 2010, 21(2):164-168,174.(in Chinese)
VAPNIK V N. The Nature of Statistical Learning Theory [J]. Neural Networks IEEE Transactions on,1995, 10(5):988-999.
SUYKENS J A K,VANDEWALLE J. Recurrent Least Squares Support Vector Machines [J]. Circuits & Systems I Fundamental Theory & Applications IEEE Transactions on,2000,47(7):1109-1114.
Jiang Annan,Liang Bing,Zhang Jiao. Forecasting in-Situ Gas Content Using Geological Factors Based on Particle Swarm Optimization and Least Square Support Vector Machine [J]. Journal of Liaoning Technical Univer-sity(Natural Science),2009,28(3):363-366.
Sun Lin,Yang Shiyuan. Prediction for Gas Emission Quantity of the Working Face Based on LS-SVM [J]. Journal of China Coal Society,2008,33(12):1377-1380.
KU C C,LEE K Y. System Identification and Control Using Diagonal Recurrent Neural Networks [C]// American Control Conference,Chicago,USA,1992: 545-549.
Zhu Hanxin,RAGHUVEER M R. Influence of Re-presentation Model and Voltage Harmonics on Metal Oxide Surge Arrester Diagnostics [J]. IEEE Transactions on Power Delivery,2001,21(4):599-603.