火力發電廠特種設備安裝前安全性能檢驗管理
2016-03-25 00:38:37趙明
科學與財富 2016年7期
關鍵詞:火力發電廠
趙明
摘 要:隨著社會生產和人們生活對電力的需求越來越大,增加了火力發電廠的工作壓力。為了使火力發電廠的發電質量有保證,需要在特種設備安裝之前進行安全性能的檢驗管理,并采取有效的措施保證特種設備的安裝質量,只有這樣,火力發電廠的特種設備的性能和作用才能夠得到充分的發揮,促進火力發電廠的正常供電,而用戶的安全用電也會有保障。現本文就火力發電廠特種設備安裝前安全性能檢驗管理進行探究,僅供交流借鑒。
關鍵詞:火力發電廠;特種設備;安全性能;檢驗管理
鍋爐、壓力容器和壓力管道等都屬于火力發電廠的特種設備,該種設備的工作條件并不是很好,其內部系統的部件比較多, 連接比較復雜,因此會很容易出現安全事故和設備故障,對火力發電廠的安全運行造成較大的影響,降低特殊設備的可靠性和經濟性,影響設備功能的正常發揮,因此在進行火力發電廠特種設備安裝過程中,需要對其的安全性能進行檢驗管理,只有這樣,用戶的安全用電才有保證。
一、安全性能檢驗合同的簽定
為保證火力發電廠特種設備安裝前安全性能檢驗,火力發電廠新安裝機組籌建處會在3大主機和制造廠簽定合同后,采用招投標方式簽定特種設備安裝前安全性能檢驗合同。這個合同應包括比較詳細的檢驗大綱,并且應明確檢驗地點。為提高檢驗效率和節約成本,一般部件的檢驗應在安裝現場進行,對于如汽包、高加等不宜進行內部檢驗的部件,應在部件出廠前在制造廠進行檢驗。冰力發電廠特種設備安裝前安全性能檢驗,與建設單位為保證制造質量在設備出廠前進行的設備監造要明確分開。安全性能檢驗和設備監造不能混為一談,并且不能互相代替。
二、特殊設備安全檢驗的流程
火力發電廠安排給特殊設備性能安全檢驗的時間非常有限,但是在有限時間內的任務比較繁重,檢驗工作人員的專業水平能力需要有保證,只有這樣,特殊設備的檢驗工作才能夠滿足工程的進度,降低檢驗工作對其他安裝工作的影響。重點檢驗特殊設備容易出現故障的部件,促使特殊設備的檢驗工作在規定時間之內完成大,并且有質量保證。在檢驗的實際工作中,工作的主要依據是檢驗大綱,而檢驗工作的重點是特殊設備容易出現故障的部件,有利于檢驗質量的保障。在檢驗過程中一旦發現問題,需要及時向相關的管理部門反映,促使采取有效的措施進行處理保證特殊設備的正常和安全運行。
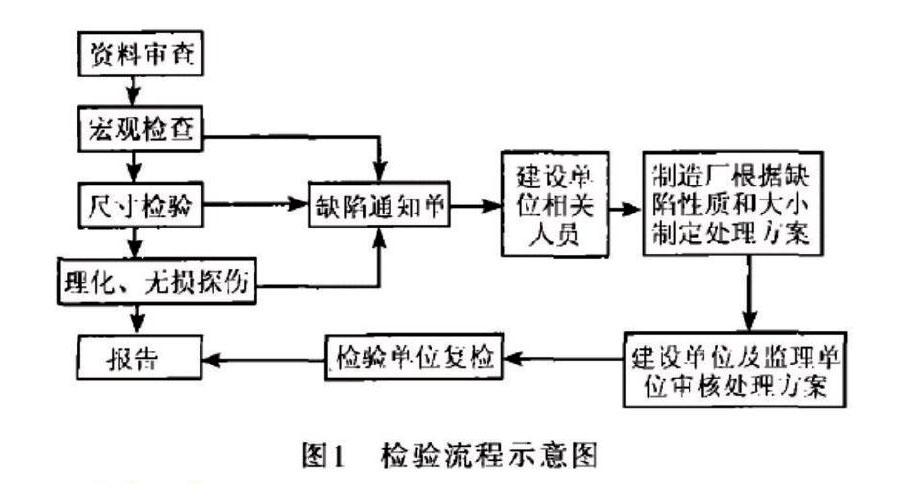
1、檢驗流程
2、檢驗重點
2.1聯箱
一臺鍋爐具備很多數量的聯箱,最少的也會具有十多個聯箱,最多還會達到上百個聯箱,因此在檢驗過程中需要加強對聯箱檢驗的重視,其出現故障呈現出的狀態比較多,例如裂紋和焊接縫不合格,聯箱本體的表面有時還會存在缺陷等,在檢驗聯箱的過程中,聯箱的角焊接縫的收弧部位是一個重點工作。
2.2受熱面管
在鍋爐設備中,受熱面管是一個重要的組成部分,在檢驗特殊設備的性能過程中,受熱面管管排上的U 型彎管是最容易出現問題的部位,由于受到制造工藝的束縛,在彎管的過程中,受熱面管的背弧的厚度會變薄,尤其是U型面管中,管子的厚度變薄,管子的圓度就會受到影響的,并且面管內側的皺褶很容易出現。因此在檢驗受熱面的過程中,重點檢驗的部位是面管的厚度、圓度和彎管內部的皺褶。此外對于受熱管的防磨板也管子經過焊接處理,但是在長時間的使用過程中,這個部位很容易出現斷裂情況,在檢驗過程中需要進行中重點檢驗。
2.3管道及爐外管
在四大管道及爐外管檢驗過程中,檢驗重焦是通過宏觀檢查發現宏觀缺陷和通過壁厚測量發現壁厚超標問題,特別是彎頭表面處理過的部位。四大管道的各種儀表接管角焊縫,由于應力集中較大,易出現裂紋,也是檢驗的重點。
2.4承重結構
承重結構主要通過宏觀檢查,可以發現制造過程中的表面缺陷。在安全性能檢驗中發現最多的是焊縫存在氣孔。鋼結構的端部經常有裂紋缺陷,這是由于在焊接的過程中沒有使用引弧板和熄弧板,會在端部產生大量的夾渣及氣孔等缺陷。若板厚過厚而沒有及時熱處理會引起裂紋,因此鋼結構的端部也是檢驗的重點。
2.5壓力容器
每臺機組涉及到的壓力容器數量不少,檢驗發現的缺陷主要是管座角焊縫咬邊、裂紋等缺陷,檢驗重點為需要進行焊后熱處理的壓力容器管座角焊縫,特別是高加壓力容器。
3、檢驗過程中須注意的問題
根據近年來在火力發電廠鍋爐安裝前安全性能檢驗中所發現的缺陷及工作經驗,檢驗過程中需要對以下事項特別關注。
3.1檢驗工作中,檢驗順序極為重要,合理的檢驗順序為:資料審查斗宏觀檢查一尺寸檢驗斗無損探傷。
3.2先通過審查資料,了解所檢驗部件的規格、材質、最小壁厚、焊接方法、坡口形式等信息,為檢驗工作打下基礎。
3.3表面缺陷不可忽視,宏觀尺寸檢查是發現這種缺陷最有效的手段。宏觀檢查的重點:
(1)鋼結構焊縫上的氣孔、咬邊缺陷;
(2)對管子數量多而密集,不易焊接和檢驗的集箱角焊縫,應重點檢查氣孔、咬邊和成型不良等缺陷;
(3)對于不易運輸的部件重點檢查碰傷、砸傷缺陷;
3.4通過宏觀檢查發現可能存在缺陷的部位,確定無損探傷重點檢查位置。
(l)存在修磨痕跡的部位可能存在不允許的缺陷,應采用表面探傷方法重點檢查,特別是管座角焊縫上修磨痕跡;
(2)從宏觀上檢查對接焊縫外觀時,對于采用手工電弧焊的焊口是超聲波探傷的重點;
(3)存在過熱、鼓包現象的部位應采用表面探傷方法重點檢查。
3.5焊接時最后收弧時所產生的弧坑是極易出現焊接缺陷(裂紋、氣孔等)的位置,因此是宏觀檢查、表面探傷的重點檢查部位,特別是角焊縫收弧處,由于焊臀置差,不易操作,使產生缺陷的可能增大。
3.6檢驗發現缺陷后,應及時提交缺陷通知單。表面缺陷需打磨消缺,缺陷打磨消除后若壁厚不滿足要求,需進行補焊,制造廠制定補焊工藝措施,并經建設單位及監理公司審核后方可實行,消缺完畢需經檢驗單位復檢合格方可投人使用。
三、檢驗報告及結論
為保證檢驗工作的順利進行,檢驗人員應在做好檢驗工作的同時,及時進行部件分項報告的整理。報告格式應統一,簡單明了。待所有的檢驗工作結束后,應及時提交整體檢驗報告,并對整個安全性能檢驗下結論。
四、結語
綜上所述,現階段電力工業的發展較為迅速,增大了電力設備制造廠的工作壓力,其的任務比較繁重,加之,有的發電廠需要提前發電,這樣需要制造商加快設備的生產,特殊設備的質量就會沒保證,在使用過程中出現一些不足和缺陷,因此在安裝特殊設備之前,需要對其進行全面和嚴格的檢查,保證特殊設備的性能安全,并在具體的運行過程中發揮該有的作用,保證火力發電廠的正常運行,能夠滿足社會生產和人們生活對電力的需求,對電力企業的進一步發展具有較大的促進作用。
參考文獻:
[1] 雷雯靜. 解析火電廠凝汽式汽輪機冷端運行優化[J]. 企業技術開發. 2015(26)
[2] 姜威,王一增. 火力發電廠總圖運輸設計總結[J]. 中國新技術新產品. 2015(21)
[3] 閆永剛. 液壓提升技術在煙囪鋼內筒施工中的應用[J]. 中國新技術新產品. 2015(21)
[4] 李紀華,師法民. 火電廠廠用電系統的三種無功補償方法[J]. 電力勘測設計. 2015(05)
猜你喜歡
電子測試(2018年14期)2018-09-26 06:04:50
電子制作(2018年14期)2018-08-21 01:38:40
蘭臺世界(2017年11期)2017-06-22 14:17:18
電子制作(2017年2期)2017-05-17 03:54:53
電力與能源(2017年6期)2017-05-14 06:19:44
現代工業經濟和信息化(2016年2期)2016-05-17 05:34:11
工業設計(2016年1期)2016-05-04 03:59:51
中國工程咨詢(2016年8期)2016-02-14 07:59:08
中國工程咨詢(2016年2期)2016-02-14 07:26:04
機電信息(2015年3期)2015-02-27 15:54:44