海纜監(jiān)造管控要點(diǎn)分析
2016-04-06 05:53:20荊月冬邱能海
浙江電力 2016年5期
關(guān)鍵詞:要點(diǎn)
荊月冬,邱能海
(國網(wǎng)浙江省電力公司舟山供電公司,浙江 舟山 316000)
海纜監(jiān)造管控要點(diǎn)分析
荊月冬,邱能海
(國網(wǎng)浙江省電力公司舟山供電公司,浙江 舟山 316000)
海纜制造是一個比較復(fù)雜的生產(chǎn)項目,對每個環(huán)節(jié)的質(zhì)量管控都至關(guān)重要。結(jié)合海纜監(jiān)造項目,分別介紹了海纜生產(chǎn)前準(zhǔn)備階段、生產(chǎn)階段及驗收階段的控制要點(diǎn),并以蓬萊-沈家灣110 kV輸電線路工程海纜監(jiān)造項目為例,分析了海纜監(jiān)造過程2起事件的經(jīng)過、原因及糾正措施。指出生產(chǎn)設(shè)備的維護(hù)和對生產(chǎn)工藝細(xì)節(jié)檢查的重要性,并強(qiáng)調(diào)監(jiān)造項目部對生產(chǎn)單位的設(shè)備維護(hù)記錄及生產(chǎn)過程記錄的核查應(yīng)作為海纜監(jiān)造工作的重點(diǎn)。
電力工程;海纜;監(jiān)造;質(zhì)量管控
0 引言
海底電纜(簡稱海纜)是指敷設(shè)在海底的電力電纜,主要用于跨越陸地與海島之間、海島與海島之間等長距離水域的電網(wǎng)連接。為了保證電網(wǎng)安全穩(wěn)定運(yùn)行,必須確保電力設(shè)備質(zhì)量優(yōu)良。因此,抓好海纜生產(chǎn)過程中的質(zhì)量監(jiān)督工作,提高電網(wǎng)建設(shè)、運(yùn)行及供電服務(wù)質(zhì)量是實(shí)現(xiàn)建設(shè)世界一流電網(wǎng)、國際一流企業(yè)發(fā)展目標(biāo)的重要基礎(chǔ)。結(jié)合蓬萊-沈家灣110 kV輸電工程海纜監(jiān)造案例,闡述海纜監(jiān)造過程中的管控要點(diǎn),以期為海纜監(jiān)造項目提供技術(shù)參考。
1 海纜生產(chǎn)前準(zhǔn)備階段控制要點(diǎn)
(1)審查海纜生產(chǎn)廠家的企業(yè)資質(zhì)、廠房布局及工藝布置、業(yè)績等情況。
企業(yè)資質(zhì)包括專項認(rèn)證證書、型式試驗報告和預(yù)鑒定報告。廠房布局及工藝布置包括:廠房布局;各車間的長、寬、高;生產(chǎn)環(huán)境要求(溫度、濕度、清潔度);車間生產(chǎn)產(chǎn)品的名稱及其工藝裝備布置是否流暢。業(yè)績包括產(chǎn)品近幾年內(nèi)的運(yùn)行業(yè)績及質(zhì)量跟蹤記錄和改進(jìn)措施。
(2)審查海纜生產(chǎn)廠家的生產(chǎn)設(shè)備、試驗設(shè)備及儀器儀表等情況。
生產(chǎn)設(shè)備包括:銅拉絲機(jī)、框式絞線機(jī)、交聯(lián)生產(chǎn)線、繞包機(jī)、連續(xù)壓鉛包覆機(jī)、塑料護(hù)套生產(chǎn)線、立式成纜鋼絲鎧裝生產(chǎn)線、儲纜池等工藝裝備;起重和轉(zhuǎn)運(yùn)設(shè)備等。
試驗設(shè)備包括:工頻試驗系統(tǒng)、沖擊電壓發(fā)生器、局部放電測試系統(tǒng)、高壓電橋;關(guān)鍵原材料、組/部件的入廠檢測設(shè)備等。
儀器儀表包括在線測偏儀、直流電阻測試儀、拉力試驗機(jī)、半導(dǎo)電電阻測試儀、臺式投影儀、熱老化試驗箱、熱延伸試驗裝置等。
(3)審查海纜生產(chǎn)廠家質(zhì)量保證體系、設(shè)計能力與技術(shù)水平、工藝保障能力與實(shí)施情況、試驗驗證等情況。
質(zhì)量保證體系包括:外購組/部件及原材料的質(zhì)量控制;關(guān)鍵工序與質(zhì)量控制點(diǎn);不合格品的管理等。
設(shè)計能力與技術(shù)水平包括:設(shè)計技術(shù)的來源;設(shè)計的規(guī)范性管理;計算與確認(rèn)能力等。
工藝保障能力與實(shí)施情況包括:工藝流程的先進(jìn)合理、確定性和詳盡程度;工藝文件的適應(yīng)性、完整性;工藝文件的實(shí)施情況;工藝紀(jì)律。
試驗驗證內(nèi)容包括:半成品檢驗點(diǎn)及內(nèi)控標(biāo)準(zhǔn);例行試驗方案的完整性、準(zhǔn)確性和可操作性;例行試驗的一次通過率;試驗報告的完整性、嚴(yán)謹(jǐn)性;試驗結(jié)果的分析和反饋。
(4)檢查特殊工種、試驗測量人員的資質(zhì)證件及其從事工作的范圍和有效期是否符合要求,否則不許上崗工作[1]。
(5)審查海纜生產(chǎn)廠家報送的海纜制造實(shí)施規(guī)劃,根據(jù)監(jiān)造大綱、合同以及設(shè)備監(jiān)造標(biāo)準(zhǔn)制度編制《海纜監(jiān)造規(guī)劃》和《海纜監(jiān)造實(shí)施細(xì)則》等策劃文件,并一同報建設(shè)單位審批,通過批準(zhǔn)后的策劃文件作為海纜監(jiān)造實(shí)施的指導(dǎo)性文件。
2 海纜生產(chǎn)階段控制要點(diǎn)
海纜生產(chǎn)工藝流程如圖1所示。海纜生產(chǎn)制造過程中監(jiān)造項目部主要采用現(xiàn)場見證、文件見證和停工待檢等手段對海纜質(zhì)量進(jìn)行嚴(yán)格控制。
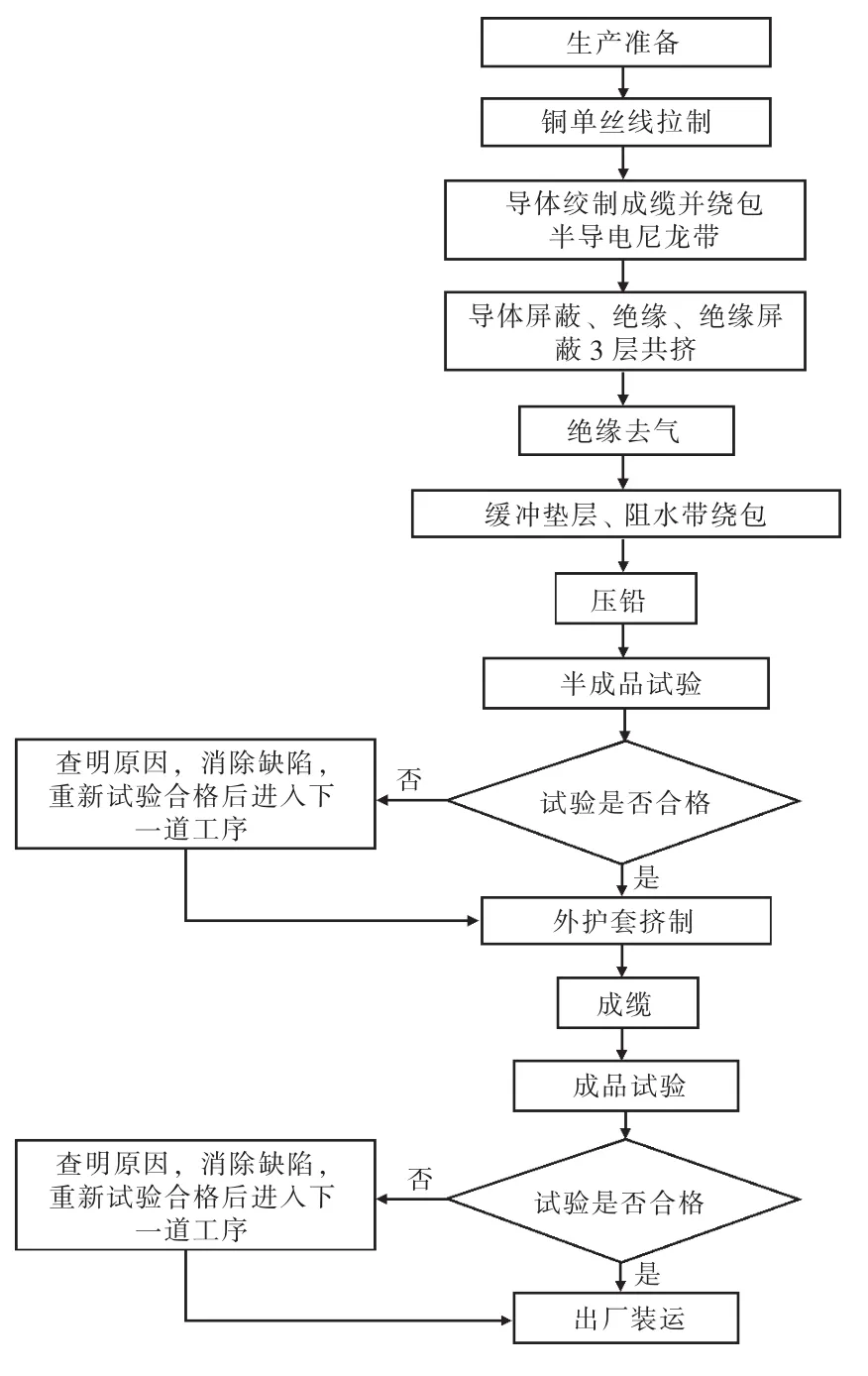
圖1 海纜生產(chǎn)工藝流程
2.1 導(dǎo)體制造階段控制要點(diǎn)
導(dǎo)體制造階段監(jiān)造見證的項目包括原材料、拉絲和成型。
(1)原材料的規(guī)格、電阻率應(yīng)與設(shè)計相符,并確保質(zhì)量合格。材料的牌號、規(guī)格要求與入廠檢驗記錄、見證文件和實(shí)物相一致。檢測銅桿的電阻率和含氧量是否符合相關(guān)標(biāo)準(zhǔn)。
(2)拉絲質(zhì)量控制要點(diǎn)包括:單線應(yīng)采用TR型軟銅線;銅單絲直徑和截面應(yīng)符合工藝尺寸要求,表面光亮圓整無污,無損傷屏蔽的毛刺銳邊;存盤率應(yīng)符合工藝要求,線盤的流轉(zhuǎn)不應(yīng)造成單絲表面磕碰傷[2]。
(3)成型質(zhì)量控制要點(diǎn)為表觀光滑、不得有毛刺銳邊及缺股、斷線、跳股等現(xiàn)象,單線相鄰焊點(diǎn)距離不能小于300mm。絞合成導(dǎo)體應(yīng)表觀光滑、無油污、無損傷屏蔽的毛刺銳邊,尺寸符合工藝要求,電阻率應(yīng)符合技術(shù)協(xié)議規(guī)定;分割導(dǎo)體股絞合節(jié)距和扇形高度符合工藝要求,預(yù)扭、退扭、緊壓均良好。繞包半導(dǎo)電包帶厚度應(yīng)符合技術(shù)協(xié)議要求,繞包平整緊實(shí),半導(dǎo)電包帶外應(yīng)有保護(hù)層。
2.2 絕緣制造階段控制要點(diǎn)
絕緣制造階段監(jiān)造見證的項目包括原材料、拉絲、絕緣和絕緣屏蔽。
(1)原材料的規(guī)格、牌號應(yīng)與技術(shù)協(xié)議相符。材料的牌號、規(guī)格應(yīng)與入廠檢驗記錄、見證文件和實(shí)物相一致。屏蔽料和絕緣料的存放環(huán)境應(yīng)潔凈。原材料自生產(chǎn)之日到使用時不應(yīng)超過半年。
(2)拉絲必須采用屏蔽層和絕緣層3層同時擠包成型的工藝。3層之間界面結(jié)合必須光滑,厚度符合設(shè)計要求。導(dǎo)體屏蔽由半導(dǎo)電包帶和擠包半導(dǎo)電層組成,擠包半導(dǎo)電層在與絕緣層的交界面上應(yīng)光滑,無明顯絞線凸紋、尖角、顆粒、燒焦或擦傷痕跡。厚度應(yīng)符合技術(shù)協(xié)議參數(shù)要求。
(3)絕緣質(zhì)量控制要點(diǎn)為絕緣層的標(biāo)稱厚度、最小測量厚度和偏心度應(yīng)符合技術(shù)協(xié)議相應(yīng)參數(shù),主機(jī)應(yīng)裝有測偏儀。
(4)絕緣屏蔽為擠包的半導(dǎo)電屏蔽層,擠包半導(dǎo)電層在與絕緣層的交界面上應(yīng)光滑,無尖角、顆粒、燒焦或擦傷痕跡。厚度應(yīng)符合技術(shù)協(xié)議參數(shù)要求。線芯表面無劃痕凹坑、竹節(jié)狀,尺寸符合技術(shù)協(xié)議要求,表觀光滑、圓整。
2.3 絕緣去氣和緩沖層繞包階段控制要點(diǎn)
絕緣去氣和緩沖層繞包階段監(jiān)造見證的項目包括絕緣去氣和縱向阻水緩沖層繞包。
(1)絕緣去氣的烘房內(nèi)溫度應(yīng)恒定均勻,去氣溫度、時間應(yīng)符合工藝要求,冷卻時間應(yīng)保證消除內(nèi)應(yīng)力,線芯冷卻環(huán)境應(yīng)保證不受潮氣侵蝕或灰塵污染。
(2)縱向阻水緩沖層繞包的原材料、規(guī)格、牌號應(yīng)與技術(shù)協(xié)議相符。材料的牌號、規(guī)格應(yīng)與入廠檢驗記錄、見證文件和實(shí)物相一致。繞包應(yīng)符合工藝要求。在擠包的絕緣半導(dǎo)電屏蔽層外應(yīng)有縱向阻水緩沖層,阻水緩沖層應(yīng)采用由半導(dǎo)電性的阻水膨脹帶繞包而成,阻水膨脹帶應(yīng)繞包緊密、平整,其可膨脹面應(yīng)面向金屬屏蔽層。阻水緩沖層厚度應(yīng)能滿足補(bǔ)償電纜運(yùn)行中熱膨脹的要求,應(yīng)使絕緣半導(dǎo)電屏蔽層與金屬屏蔽層保持電氣上的接觸。
2.4 金屬套制造階段控制要點(diǎn)
金屬套制造階段監(jiān)造見證的項目主要是金屬套制造。金屬套的原材料、規(guī)格、牌號應(yīng)與技術(shù)協(xié)議相符。材料的牌號、規(guī)格應(yīng)與入廠檢驗記錄、見證文件和實(shí)物相一致。鉛套應(yīng)為松緊適當(dāng)?shù)臒o縫鉛管,金屬套的最小厚度應(yīng)不小于標(biāo)稱厚度的95%至0.1mm。
2.5 外護(hù)套制造階段控制要點(diǎn)
外護(hù)套制造階段監(jiān)造見證的項目主要是外護(hù)套制造。外護(hù)套的原材料、規(guī)格、牌號應(yīng)與技術(shù)協(xié)議相符。材料的牌號、規(guī)格應(yīng)與入廠檢驗記錄、見證文件和實(shí)物相一致。擠包應(yīng)符合工藝要求,表面光滑。擠包后外護(hù)套牢固覆在金屬套上,其表面應(yīng)光滑圓整,無夾渣、氣孔和疤痕,外護(hù)套任意點(diǎn)最小厚度不小于標(biāo)稱厚度的85%。
2.6 鎧裝成纜階段控制要點(diǎn)
鎧裝成纜階段監(jiān)造見證的項目包括原材料和成纜。
(1)原材料、規(guī)格、牌號應(yīng)與技術(shù)協(xié)議相符。材料的牌號、規(guī)格應(yīng)與入廠檢驗記錄、見證文件和實(shí)物相一致。
(2)成纜質(zhì)量控制要點(diǎn)為3芯電纜成纜時絕緣線芯之間的間隙應(yīng)采用非吸濕性材料填充,電纜外形應(yīng)保持圓整。金屬絲鎧裝層下的內(nèi)襯層近似厚度不小于1.5mm,內(nèi)襯層外面均勻涂覆瀝青或其他合適的防腐材料。光纖單元位置應(yīng)符合技術(shù)文件要求。金屬鎧裝應(yīng)緊密,即相鄰金屬線間的間隙很小。外被層的近似厚度為4.0mm,外被層表面應(yīng)有明顯的長度標(biāo)志,每100 m應(yīng)有連續(xù)的長度標(biāo)記,距兩端頭1 000 m始每50 m應(yīng)有1個連續(xù)的長度標(biāo)記,標(biāo)記應(yīng)字跡清楚,容易辨識,耐摩擦。工廠接頭處應(yīng)有醒目的永久標(biāo)志。
2.7 例行試驗階段控制要點(diǎn)
例行試驗階段監(jiān)造見證的項目包括局部放電試驗、工頻電壓試驗和外護(hù)套負(fù)極性直流電壓試驗。
(1)局部放電試驗質(zhì)量控制要點(diǎn)為試驗方法正確。對于110 kV電纜,逐漸升壓至1.75U0(U0為運(yùn)行相電壓),保持10 s后慢慢降至1.5U0;對于10~35 kV電纜,逐漸升壓至2U0,保持10 s后慢慢降至1.73U0,觀察被試樣品,應(yīng)無可檢測出的放電[3](要求測試靈敏度不低于10 PC)。
(2)工頻電壓試驗質(zhì)量控制要點(diǎn)為試驗電壓和試驗時間符合技術(shù)要求。電壓施加在電纜導(dǎo)體與金屬屏蔽和/或金屬套之間。對于35 kV和110 kV電纜,應(yīng)逐步升壓至2.5U0,試驗時間為 30 min;對10~35 kV電纜,應(yīng)逐步升壓至3.5U0,試驗時間為5 min,試驗期間絕緣應(yīng)不發(fā)生擊穿。如因電纜太長而不能采用交流工頻電壓試驗,按用戶與制造商協(xié)議也可采用頻率不低于20 Hz的交流電壓進(jìn)行試驗。
(3)外護(hù)套負(fù)極性直流電壓試驗質(zhì)量控制要點(diǎn)為試驗電壓和試驗時間應(yīng)符合技術(shù)要求。在金屬套和電纜外導(dǎo)電層之間以金屬套為負(fù)極,按8kV/ms速率逐步施加直流電壓(最大不超過25 kV),歷時1 min,外護(hù)套不發(fā)生擊穿。
2.8 抽樣試驗階段控制要點(diǎn)
抽樣試驗階段監(jiān)造見證的項目包括導(dǎo)體檢驗、導(dǎo)體直流電阻測量、絕緣和外護(hù)套厚度測量、金屬套厚度測量、鎧裝金屬絲測量、絕緣熱延伸試驗、電容測量、雷電沖擊試驗及隨后的工頻電壓試驗、4 h電壓試驗和接頭的抽樣試樣。
(1)導(dǎo)體應(yīng)符合GB/T 3956《電纜的導(dǎo)體》和商務(wù)合同/技術(shù)協(xié)議要求。
(2)導(dǎo)體直流電阻測量應(yīng)在試驗前置于溫度比較穩(wěn)定的試驗室內(nèi)至少12 h[4]。如果擔(dān)心導(dǎo)體與試驗室溫度不同,應(yīng)將電纜置于試驗室至少24 h以后測量導(dǎo)體電阻。根據(jù)GB/T 3956中相關(guān)公式和系數(shù),將導(dǎo)體直流電阻修正至溫度為20℃、長度為1km的電阻值。20℃下直流電阻應(yīng)不超過JB/T 11167.2和GB/T 3956規(guī)定的相應(yīng)的最大值。
(3)絕緣和外護(hù)套厚度測量的試驗方法應(yīng)遵照相關(guān)規(guī)定。絕緣最小測量厚度應(yīng)不小于標(biāo)稱厚度的90%,且絕緣偏心度應(yīng)不大于10%。外護(hù)套絕緣最小測量厚度應(yīng)不小于標(biāo)稱厚度的80%至0.1mm。
(4)測量金屬套厚度時,應(yīng)保證金屬套的最小厚度不小于標(biāo)稱厚度的95%至0.1mm,金屬套厚度可分別采用窄條法或圓環(huán)法進(jìn)行測量。
(5)鎧裝金屬絲測量時應(yīng)保證圓金屬絲的尺寸不低于標(biāo)稱尺寸值的95%,扁金屬絲的尺寸不低于標(biāo)稱尺寸值的92%。
(6)絕緣熱延伸試驗應(yīng)按所采用的交聯(lián)工藝,在交聯(lián)度最低的絕緣部分制取試片。試驗結(jié)果在規(guī)定溫度下負(fù)重15 min后最大伸長率應(yīng)不大于175%,冷卻后最大永久伸長率應(yīng)不大于15%。
(7)電容測量質(zhì)量控制要點(diǎn)為測量電容值不超過技術(shù)協(xié)議參數(shù)值或供應(yīng)商聲明標(biāo)稱值的8%。
(8)雷電沖擊試驗及工頻電壓試驗的試樣長度應(yīng)在10 m以上,應(yīng)在導(dǎo)體溫度介于95~100℃下施加試驗電壓。試樣應(yīng)耐受標(biāo)準(zhǔn)規(guī)定的正負(fù)極性各10次雷電電壓沖擊試驗而不被擊穿。雷電沖擊電壓試驗后,電纜試樣應(yīng)經(jīng)受每15 min 2U0的工頻耐壓試驗不被擊穿。
(9)對10~35 kV電纜應(yīng)進(jìn)行4 h電壓試驗。試驗終端間試樣長度至少5 m,在環(huán)境溫度下,導(dǎo)體與金屬套間施加4U0,并保持4 h,應(yīng)不發(fā)生絕緣擊穿。
(10)接頭試驗頻率是在同一電纜工廠制作至5,15,30,50,75個接頭后取1個進(jìn)行各項試驗,如果試驗未通過應(yīng)再取2個接頭進(jìn)行試驗,直至通過。常規(guī)試驗、局部放電測量和交流電壓試驗、雷電沖擊電壓試驗、交聯(lián)聚乙烯E絕緣熱延伸試驗參照電纜的試驗方法及要求進(jìn)行。接頭導(dǎo)體連接抗拉強(qiáng)度應(yīng)不小于185 MPa。
3 驗收階段控制要點(diǎn)
(1)監(jiān)造項目部應(yīng)對海纜生產(chǎn)廠家報送的分項工程質(zhì)量檢驗資料進(jìn)行審核,符合要求后方可簽認(rèn)。
(2)海纜的各項試驗報告經(jīng)有關(guān)各方簽章確認(rèn)后,監(jiān)造項目部方可簽署工程結(jié)算支付意見。
(3)驗收合格后,由監(jiān)造項目部簽署海纜竣工報驗單,并向建設(shè)管理單位提交海纜質(zhì)量評估報告。
4 案例分析
以蓬萊-沈家灣110 kV輸電線路工程海纜監(jiān)造項目為例,分析海纜監(jiān)造過程中2起事件的經(jīng)過、原因及糾正措施。
4.1 交聯(lián)設(shè)備故障
4.1.1 事件經(jīng)過及原因分析
生產(chǎn)廠家在進(jìn)行第1根海纜交聯(lián)工序過程中,絕緣線芯制作至約4 100 m時,絕緣生產(chǎn)工序人員發(fā)現(xiàn)絕緣擠出機(jī)的壓力值出現(xiàn)變化,隨后制造的絕緣線芯外徑出現(xiàn)粗細(xì)不均的現(xiàn)象,經(jīng)現(xiàn)場工作人員檢查,發(fā)現(xiàn)擠出機(jī)加溫系統(tǒng)出現(xiàn)故障,即可控制擠出機(jī)頭的模溫機(jī)內(nèi)部加熱管老化,導(dǎo)致加熱不均勻,造成絕緣料在擠出過程中壓力不均衡,出現(xiàn)絕緣線芯外徑變化較大,被迫停機(jī)維修。該問題暴露出廠家在生產(chǎn)海纜前對生產(chǎn)設(shè)備的日常巡檢存在較大漏洞,造成生產(chǎn)過程中設(shè)備發(fā)生故障的概率大大增加。
4.1.2 糾正措施
(1)生產(chǎn)廠家將已完成交聯(lián)的約4 100 m導(dǎo)體報廢、截斷,然后重新制作等長度的導(dǎo)體與未交聯(lián)的導(dǎo)體進(jìn)行焊接,以補(bǔ)足整段導(dǎo)體的長度。
(2)生產(chǎn)廠家組織人員對整條懸鏈線設(shè)備的溫控系統(tǒng)進(jìn)行故障排查,并要求設(shè)備員每天對設(shè)備進(jìn)行巡視檢查,發(fā)現(xiàn)問題及時排除,確保設(shè)備狀態(tài)完好。
4.2 軟接頭在耐壓試驗中被擊穿
4.2.1 事件經(jīng)過及原因分析
生產(chǎn)廠家在對第2根海纜的軟接頭進(jìn)行交流耐壓試驗,在升壓至120 kV時,出現(xiàn)閃絡(luò)現(xiàn)象。經(jīng)生產(chǎn)廠家技術(shù)人員、試驗人員和監(jiān)造人員現(xiàn)場查看分析,初步判斷軟接頭本體未發(fā)生擊穿,而是絕緣表面閃絡(luò)擊穿。為了確認(rèn)最終擊穿原因,將試驗用電纜附件解剖,發(fā)現(xiàn)距軟接頭一側(cè)約300mm的位置,其主絕緣表面有爬電痕跡,仔細(xì)觀察絕緣表面,發(fā)現(xiàn)一處長約5mm的劃傷痕跡(見圖2),這是造成此次試驗擊穿的主要原因,屬安裝失誤造成。經(jīng)生產(chǎn)廠家技術(shù)負(fù)責(zé)人確認(rèn),需重新制作此根海纜的軟接頭。

圖2 絕緣層表面劃傷情況
4.2.2 糾正措施
為了避免出現(xiàn)類似問題,生產(chǎn)廠家對附件安裝人員進(jìn)行培訓(xùn),并另外增加2名有經(jīng)驗的附件安裝人員現(xiàn)場指導(dǎo)監(jiān)督。
在軟接頭的安裝過程中,要排除任何可能造成絕緣表面劃傷的隱患,在安裝的每一步都務(wù)必認(rèn)真檢查外觀,并有詳細(xì)記錄,做到簽字確認(rèn)。監(jiān)造人員負(fù)責(zé)對現(xiàn)場和記錄進(jìn)行仔細(xì)核查。
在試驗前,應(yīng)進(jìn)一步檢查軟接頭的外觀,確保其外觀合格后,再進(jìn)行耐壓試驗。
5 結(jié)語
海纜質(zhì)量是海纜制造生產(chǎn)的核心,也是監(jiān)造工作的重點(diǎn)。結(jié)合蓬萊-沈家灣110 kV輸電線路工程海纜監(jiān)造案例,指出對生產(chǎn)設(shè)備的日常巡檢和生產(chǎn)工藝細(xì)節(jié)的檢查均是海纜監(jiān)造工作中應(yīng)重點(diǎn)關(guān)注的問題。
[1]GB/T 50319-2013建設(shè)工程監(jiān)理規(guī)范[S].北京:中國建筑工業(yè)出版社,2013.
[2]劉宇.電力電纜監(jiān)造過程控制分析[J].科技致富向?qū)В?012(3)∶327.
[3]JB/T 11167.2額定電壓10 kV(Um=12 kV)至110 kV(Um=126 kV)交聯(lián)聚乙烯絕緣大長度交流海底電纜及附件第2部分:額定電壓10 kV(Um=12 kV)至110 kV(Um= 126 kV)交聯(lián)聚乙烯絕緣大長度交流海底電纜[S].北京:機(jī)械工業(yè)出版社,2011.
[4]GB/T 3956-2008電纜的導(dǎo)體[S].北京:中國標(biāo)準(zhǔn)出版社,2008.
(本文編輯:方明霞)
Analysis on Key Points in Quality Control of Submarine Cable Manufacturing
JING Yuedong,QIU Nenghai
(State Grid Zhoushan Power Supply Company,Zhoushan Zhejiang 316000,China)
Submarine cable manufacturing is a complex project,and the quality control over all links is very important.In combination with submarine cable manufacturing project,the paper analyzes the key control points in the preparation time before manufacturing,in manufacturing and in acceptance period.The paper takes the quality control over the submarine cable manufacturing for 110 kV Penglai-Shenjiawan transmission line as an example to analyze the cause,reasons and corrective measures of two events during quality control of submarine cable manufacturing;besides,it indicates the importance of production equipment maintenance as well as specifics check of production technique;in the final,the paper stresses that it is the key of submarine cable manufacturing for the project supervision department to record equipment maintenance of the manufacturer and check production process record.
electric power project;submarine cable;manufacturing supervision;quality control
TM247
:C
:1007-1881(2016)05-0019-05
2016-03-02
荊月冬(1985),男,工程師,主要從事輸變電工程監(jiān)理及海纜監(jiān)造工作。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2023年3期)2023-03-21 00:44:54
今日農(nóng)業(yè)(2022年16期)2022-11-09 23:18:44
保健醫(yī)苑(2022年5期)2022-06-10 07:47:26
建材發(fā)展導(dǎo)向(2022年1期)2022-03-08 01:53:10
學(xué)校教育研究(2020年13期)2020-07-07 09:31:30
學(xué)生天地·小學(xué)低年級版(2019年11期)2019-12-30 09:41:28
學(xué)生天地·小學(xué)低年級版(2019年12期)2019-12-30 01:51:01
學(xué)生天地·小學(xué)低年級版(2019年10期)2019-12-30 01:50:33
學(xué)生天地·小學(xué)低年級版(2019年9期)2019-11-22 10:43:40
學(xué)生天地·小學(xué)低年級版(2019年5期)2019-06-05 01:15:11
